
Introdução aos métodos de maquinagem de furos - perfuração, alargamento, escareamento, alargamento
Publicado em:2025-06-09 Categoria:informação pública Visualizações:8789
Catálogo de artigos
furo perfurado
O método de maquinação de furos em material sólido com uma broca helicoidal é designado por perfuração. A maquinagem geral pode ser conseguida com a classe de tolerância dimensional IT14 ~ IT11, rugosidade superficial Ra de 50 ~ 12,5μm.
As máquinas de perfuração habitualmente utilizadas são: máquinas de perfuração de bancada, máquinas de perfuração vertical e máquinas de perfuração com balancim.
1. máquina de perfuração
(1) A máquina de perfuração de secretária, designada por berbequim de secretária (Figura 1), é uma pequena máquina-ferramenta, colocada na mesa de fixação para utilização. O seu diâmetro de perfuração é geralmente inferior a 12 mm. É utilizada principalmente para o processamento de pequenas peças numa variedade de furos, sendo a fixação a mais utilizada.
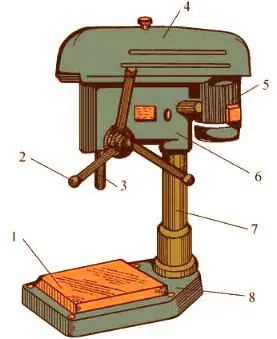
Figura 1 Máquina de perfuração de bancada
1-Mesa 2-Puxador de alimentação 3-Fuso 4-Tampa da correia 5-Motor
6-Suporte do fuso 7-Coluna 8-Suporte
(2) Máquina de perfuração vertical designada por perfuração vertical (Figura 2), geralmente utilizada para efetuar furos em peças de tamanho médio, as suas especificações com o diâmetro máximo de perfuração. Normalmente, são utilizados 25 mm, 35 mm, 40 mm, 50 mm e assim por diante.
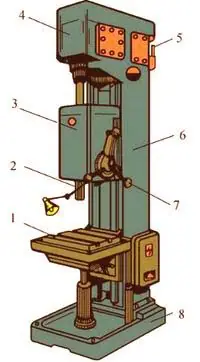
Figura 2 Máquina de perfuração vertical
1-Mesa 2-Fuso 3-Caixa de alimentação 4-Caixa de velocidades do fuso
5-Motor 6-Coluna 7-Puxador de alimentação 8-Base da máquina
3) Máquina de perfuração com balancim A máquina de perfuração com balancim tem um balancim que pode rodar à volta da coluna (Fig. 3). A caixa do fuso pode ser movida lateralmente no braço, e pode ser ajustada com o braço para cima e para baixo ao longo da coluna, de modo que a operação pode ser facilmente ajustada ao centro dos furos a serem perfurados, e a peça de trabalho não precisa de se mover. A máquina de perfuração de balancim tem uma ampla gama de processamento, pode ser usada para perfurar todos os tipos de furos de parafusos, furos roscados e furos de óleo de grandes peças de trabalho.
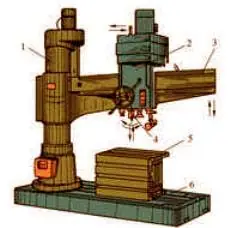
Figura 3 Máquina de perfuração de balancins
1-Coluna 2-Caixa do fuso 3-Braço oscilante 4-Fuso 5-Mesa 6-Base da máquina
2、Broca de torção
A broca helicoidal é a principal ferramenta para efetuar furos, composta por uma parte de corte, uma parte de guia e uma haste, como se mostra na Figura 4. O diâmetro é geralmente uma broca de haste reta quando o diâmetro é inferior a 12 mm, e uma broca de haste cónica quando é superior a 12 mm.
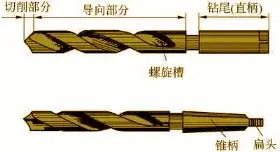
Figura 4 Broca de torção
A broca helicoidal tem duas ranhuras simétricas em espiral, que são utilizadas para formar a aresta de corte e para o transporte do fluido de corte e remoção de aparas. A parte de corte da extremidade dianteira (Figura 5) tem duas arestas de corte principais simétricas, e o ângulo 2φ entre as duas arestas é chamado de ângulo agudo. A linha de intersecção das duas superfícies superiores é designada por aresta transversal. As duas bandas afiadas na parte guia desempenham um papel de guia no corte e, ao mesmo tempo, reduzem o atrito entre a broca e a parede do furo da peça de trabalho.
3. operações de perfuração
1) Fixação das brocas Os métodos de fixação das brocas variam de acordo com a forma das suas hastes. As brocas de haste cónica podem ser montadas diretamente no furo do fuso da máquina de perfuração, e as brocas mais pequenas podem ser montadas com uma manga de transição (Fig. 6); as brocas de haste reta são geralmente montadas com um mandril de perfuração (Fig. 7).
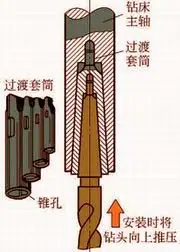
Figura 6 Montagem de uma broca de haste cónica
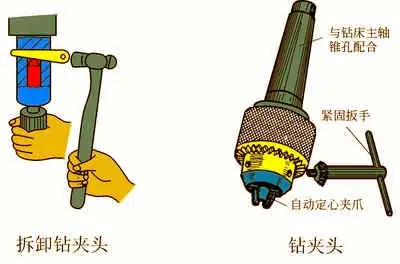
Figura 7 Figura 8
O mandril de perfuração ou a manga de transição é removido inserindo a cunha com a borda arredondada para cima no orifício cónico no lado do eixo da prensa de perfuração, segurando o mandril de perfuração na mão esquerda e batendo na cunha com um martelo na mão direita para remover o mandril de perfuração (Fig. 8).
(2) Fixação da peça de trabalho A maioria dos acidentes de segurança na perfuração é causada por um método de fixação incorreto da peça de trabalho. Por isso, deve prestar-se atenção à fixação da peça de trabalho. Para a perfuração de peças pequenas e de paredes finas, utilizar uma morsa manual para fixar a peça de trabalho (Figura 9). Para peças médias, fixar numa morsa plana (Figura 10). As peças grandes e outras peças que não sejam adequadas para serem fixadas numa morsa podem ser fixadas diretamente na mesa da prensa de perfuração com parafusos de placa (Figura 11). Para fazer furos em veios redondos ou mangas, a peça de trabalho deve ser pressionada contra um ferro em V para fazer os furos (Fig. 12). Na produção em lote e em massa, os gabaritos de perfuração são amplamente utilizados para efetuar furos (Fig. 13).
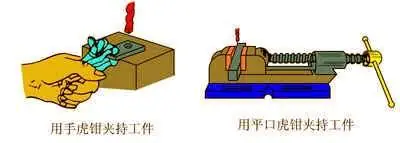
Figura 9 Figura 10
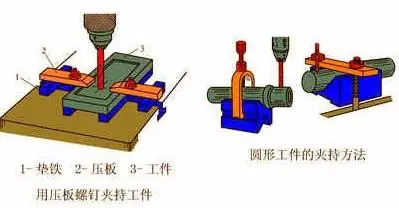
Figura 11 Figura 12
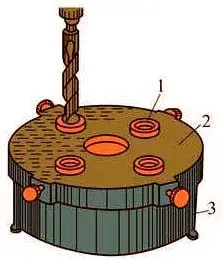
Figura 13 Molde de perfuração
1-manga de perfuração; 2-molde de perfuração; 3-peça de trabalho
(3) de acordo com a linha de perfuração antes da perfuração deve ser pré-furo no centro dos olhos de perfuração da amostra, perfuração, em primeiro lugar, alinhado com o teste de olho de perfuração da amostra perfurando um poço raso, como viés, pode ser usado para corrigir a amostra perfurando re-punching, mas também pode ser usado para corrigir o burin burin fora de algumas ranhuras (Figura 14). Ao perfurar, a taxa de alimentação deve ser uniforme, se for perfurada, a quantidade de alimentação deve ser reduzida. Perfurar materiais duros com fluido de corte. Ao efetuar furos profundos (a relação entre a profundidade do furo L e o diâmetro d é superior a 5), a broca deve sair frequentemente da remoção de aparas.
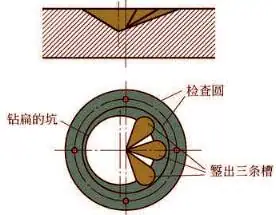
Figura 14 Correção do canal da broca em caso de desvio da perfuração
escareação (ou seja, alargar um buraco)
O alargamento de um furo efectuado com uma broca de alargamento é designado por alargamento (Fig. 1b). A ferramenta utilizada para o alargamento é a broca de alargamento, como mostra a Figura 1a. Devido à rigidez da broca de alargamento, sem aresta transversal, boa orientação, o nível de tolerância do tamanho do furo alargado melhorou, até IT10 ~ IT9, valor Ra de rugosidade da superfície de 3,2μm. O alargamento pode ser utilizado como maquinagem final, mas também como alargamento do furo antes da pré-maquinagem.
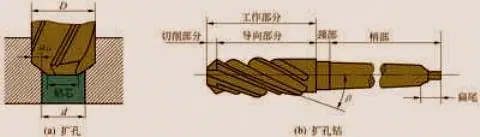
Figura 1 Broca de alargamento e alargamento
escareador
A superfície plana de um furo ou de uma patilha com uma determinada forma é maquinada por rebaixamento na superfície do furo, o que se designa por rebaixamento. Exemplos disso são o escareamento de escareadores cilíndricos, o escareamento de escareadores cónicos e o escareamento do plano de uma patilha utilizada para colocar uma anilha.
escareação (ou seja, fazer um furo)
A fresagem é o acabamento de furos. A fresagem pode ser dividida em fresagem grosseira e fresagem fina. Escareação fina, como se mostra na Figura 3a, a sua margem de processamento é pequena, apenas 0,05 ~ 0,15 mm, o nível de tolerância de tamanho até IT8 ~ IT7, valor Ra de rugosidade da superfície até 0,8 μm. escareação antes da peça de trabalho deve ser perfurada uma expansão (ou perfuração) e outro processamento.
1、Reamer
Existem dois tipos de alargadores: os alargadores manuais e os alargadores de máquina (Figura 3b). Os alargadores manuais são de haste reta e têm uma peça de trabalho comprida. Os alargadores de máquina têm, na sua maioria, hastes cónicas e podem ser montados em máquinas de furar, tornos ou máquinas de furar para alargar furos. A parte de trabalho do alargador é constituída por uma parte de corte e uma parte de acabamento. A parte de corte é cónica e é responsável pelo trabalho de corte; a parte de polimento desempenha o papel de guia e polimento. O alargador tem 6 a 12 arestas de corte, e a carga de corte de cada aresta é leve.
2 、 Etapas e métodos de alargamento manual de orifícios cilíndricos
(1) De acordo com o diâmetro do furo e os requisitos de precisão do furo, para determinar o método de processamento do furo e a permissão de usinagem entre os processos, como a Figura 4 para o processamento de furo φ30 de maior precisão.
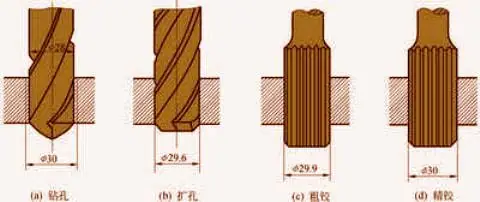
Fig. 4 Método de maquinagem de orifícios e subsídio de processo
2) Perfurar ou escarear os orifícios e, em seguida, escareá-los.
(3) alargamento manual, ambas as mãos forçam uniformemente, de acordo com o sentido dos ponteiros do relógio do alargador e forçam ligeiramente a pressão para baixo, em qualquer altura não podem ser invertidas, caso contrário, as aparas do alargador lotado, arranhando a parede do furo, de modo que a lâmina do alargador lascada, alargada para fora do furo não é lisa, não é redonda e é imprecisa.
(4) Durante o processo de alargamento, se o alargador não rodar, não aperte com força, mas puxe cuidadosamente o alargador para fora e verifique se o alargador está preso por aparas ou se encontra um ponto duro. Caso contrário, o escareador partir-se-á ou a aresta de corte ficará lascada.
(5) O tamanho da alimentação deve ser adequado e uniforme, e adicionar constantemente lubrificante de arrefecimento.
6) Depois de alargar o furo, sair do alargador rodando-o no sentido dos ponteiros do relógio.























