
アルミニウム合金重力鋳造の一般的な欠陥と予防策
公開日:2025-01-21 カテゴリ:広報 閲覧数:10559
製品カタログ
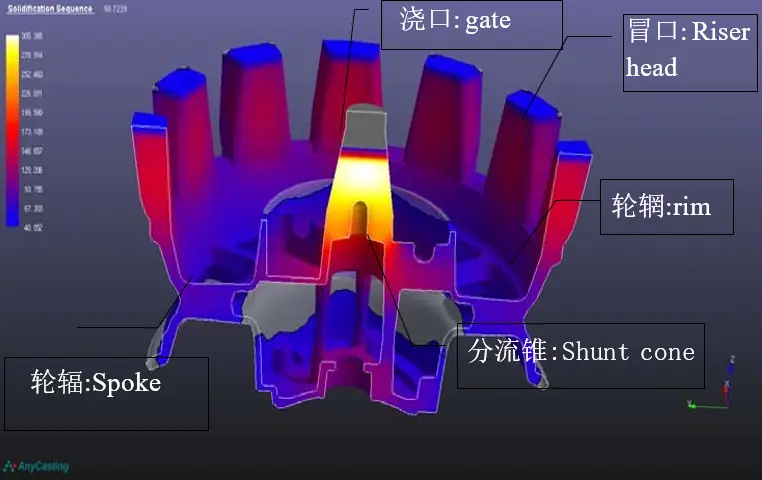
重力鋳造は、鋳造プロセスでは、熱膨張と収縮体積収縮による金属液体の最初の凝固は、収縮の効果を完了するには、補完するために凝固金属液体の重力の上部に依存する必要がありますです。凝固の順序のための重力鋳造の凝固モードは、連続的な凝固のある特定の順序に従って凝固の凝固の全体の部分である、相対的に後方の凝固の位置は、最終的な鋳造欠陥が最後の冷却部品(ライザー、ゲートの位置)に集中するように、凝固位置の相対的な前部の相補的な収縮することができる、修飾された生産の鋳造物を得るために。重力鋳造アルミ合金ハブ鋳物の凝固順序:
リム - スポーク - センターハブ(面取り済み) - ディバーターコーン - スプルー(ライザー)
鋳造工程の設計パラメータには、加工許容値、工程許容値(収縮位置を補うためのライザーなど)、金属収縮率(収縮係数)、鋳型の傾斜を引っ張る、冷却システム(順次凝固の鋳造を確保する)などが含まれます。
鋳物の凝固順序またはプロセス設計パラメータが製品要件を満たさない場合、鋳造欠陥が発生します。アルミニウム合金鋳物の一般的な鋳造欠陥と予防策は次のとおりです:

1.アンダーキャスト.
特徴: 鋳造成形プロセスでは、充填が不完全な部分がある。
形成の原因:
a. アルミニウム液体の流動性は強くなく、液体中のガス含有量が高く、酸化皮膜が多い;
b. 鋳造システムが悪く、内側のゲートの断面が小さすぎる;
c.金型の排気条件が悪い、排気が悪い、塗料が多すぎる、金型の温度が高すぎるため、キャビティ内の気圧が高くなり、スムーズに排出できない。
予防措置:1、アルミ液の流動性を改善し、特に精錬とスラグを改善し、適切に鋳型の温度や鋳造温度を上げる(鋳造速度を上げ、肉厚の許容を調整し、補助棒の溝を開ける);2、内ゲートの断面積を増やす;3、排気条件を改善し、鋳型の実際の状況と組み合わせた不良現象によって、オーバーフロー溝と排気ラインを増やし、深い凹状の空洞に排気プラグを追加し、塗料を再吹き付け、塗料が薄く均一になるようにし、鋳型の乾燥を待って生産を閉じる。そして、金型製作の前に塗料が乾くのを待つ。
2.パチパチ
特徴:ブランクが破損または破損している、長い細い線、不規則な現状に開き、2種類の貫通と非貫通、外力の作用の下で、開発の傾向である、冷たい、熱い亀裂が、違い:金属で冷たい亀裂が酸化されていない、金属で熱い亀裂が酸化されている。

形成の原因:
a. 鋳造の構造は適度ではない、収縮は妨げられる、鋳造の円形の角度は小さい;
b. エジェクターユニットがたわみ、荷重が不均一になる;
c.金型の温度が高すぎたり低すぎたりして、金型が開く過程で重大なひずみや亀裂が発生する;
d. 合金中の有害元素が基準を超え、伸び率が低下する;
e. 換気が悪い;
予防措置:1、鋳造構造を改善し、鋳型の肉厚の差を減らし、角の丸みや円弧の半径の亀裂部分を増やす;2、鋳型の排出システムと上下の鋳型のクランプピン、ブッシュを修正し、スムーズな排出を確保する;3、鋳型の温度を常温に調整し、鋳型の反転やムラ現象をなくし、鋳型のピックアップスロープを増やす;4、液体アルミニウムの組成、特に有害元素の組成を制御する;5、鋳型の排気システムをトリミングし、鋳型の排気のこの部分がスムーズになるようにする。5、金型の排気システムを修復して、金型の排気のこの部分がスムーズになるようにする。
3.コールドバリア
特徴:流体の流れの突端または周縁にある痕跡で、その交点のエッジは丸みを帯びており、外力を受けても発達し続ける傾向がある。
形成の原因:
a. アルミニウム液の流動性が悪い;
b. リキッドサブストランドのフィリングの融着が悪いか、接続に時間がかかりすぎる;
c. 液体(モールド)の温度が低すぎるか、換気が不十分;
2、オーバーフロー流路を合理的に配置し、流路を増やし、工程を短縮し、アルミ液が十分に満たされるようにする。3、鋳造速度を上げるか、鋳型の温度を上げ、鋳型の排気システムを改善する。
4.(スパークリング
特徴:鋳物の皮下では、集まった気体の膨張によって気泡が形成される。
形成の原因:
a. 金型温度が高すぎ、アルミ液の温度が高すぎる;
b. 充填速度が速すぎて、充填中に金属液がガスに巻き込まれる。
c.塗料にガスが発生し、噴霧量が多く、鋳造前に蒸発せず、ガスが鋳造面に巻き込まれている;
d. 換気が悪い;
e. 保持時間が不十分で、型開きが早い。
予防措置:1、金型の冷却プロセスを修正し、金型の温度を通常の作業温度に冷却し、液体アルミニウムの温度が正常であることを確認するために溶融プロセスを修正します。2、渦パッケージガス(画面の密度、画面の厚さなどによって制御することができる)を避けるために、充填速度を遅くします。
5.エアホール(ガスホール、スラグホール)
特徴:鋳物の内部に含まれるガスによって形成される、表面が滑らかな規則的な形状の穴。
形成の原因:
a. アルミニウムの液体がキャビティに入り、正の衝撃が発生し、渦が発生する;
c. 排気不良 d. 金型キャビティの位置が深すぎる e. 塗料の量が多すぎ、充填前に完全に乾燥・蒸発していない;
f. アルミニウム液の精製不良、不完全なスラグ化;
h. キャビティ内にゴミがあり、フィルターが要件を満たさないか、不適切に配置されている i. 加工代が大きすぎる。
予防措置:1、注入形状のキャビティ内のガスの排出を助長するものを使用し、アルミ液が最初にオーバーフローシステムの分離面に閉じないようにする;2、アルミ液の充填速度を低下させる(スクリーンなどの密度を高める);3、キャビティの最終充填部でオーバーフロー溝と排気路を開き、アルミ液の閉鎖を避ける;4、排気プラグの深いキャビティの設置とモザイク構造の使用で排気を増加させる;5、ウィンドガンの使用でキャビティを清掃し、再塗装する。6、ガスに加えて、液体金属、すぐにスラグ、注ぐ、ガスの再吸収を防ぐために長すぎる滞在しないように、加えて、アルミニウムを含む合金は、可能な限り、供給炉の溶融を使用しないように、7、製品の処理許容量の合理的な調整のケースのニーズを満たすために。
6.収縮
特徴:鋳物の凝結時に内部補償が不十分なために生じる、表面が粗い不規則な形状の穴。

形成の原因:
a. アルミニウムの液温が高すぎる;
b. 鋳造構造の肉厚が不均一で、熱間継ぎ目が生じる;
c. 小さめのインナーゲート;
d. 金型の局所温度が高い。
予防措置:1、注湯要件を満たす場合には、アルミニウム液体の温度を下げる;2、鋳造構造を改善し、金属部品の蓄積を排除し、遷移が遅い;あなたは鋳造構造を変更することはできません場合は、 "コールドジョイント "部品の収縮の局所的な影響は、掘削やフライススロットの周囲の背後にあることができ、その後、断熱材で満たされた熱抵抗を増加させるために、調整することができます。合理的な温度勾配を調整するために、3、局所的なホット結び目を強制冷却(局所的に銅と他の方法を象眼使用することができます)に取られるべきである;4、より良い転送に圧力を容易にするために、暗いライザーを増やす;5、金型のコーティングの厚さを調整し、金型の局所温度を制御します。
7.装飾デザイン
特徴:鋳物の表面は滑らかな筋があり、肉眼では見えるが、手では感じられず、色は通常の基本的な金属粒とは異なり、わずかにサンドペーパーでこすっていない。
形成の原因:
a. 充電速度が速すぎる;
b. 塗料の量が多すぎ、ムラがある;
予防策:1.充填速度を下げる。2.塗料を薄く均一に塗布し、中央を薄く、端を厚くする;

8.奇形
特徴:鋳造形状が全体的な変形の設計要件に合致していない。
形成の原因:
a. 鋳造設計が悪く、不均一な収縮を引き起こす;
b. 型開きが早すぎると、鋳物の剛性が十分でない;
cは、金型ピック金型の斜面が小さすぎて、金型を解放することは困難である;
d. 鋳物の取出しと配置、不適切な操作;
e. 鋳物の冷却が早すぎ、変形を起こす。
予防措置:1、鋳物の構造を改善し、壁の厚さが均一になるようにする。2、鋳型を開くのに最適な時間を決定し、鋳物の剛性を高める。3、鋳物のピックモールドの傾きを大きくする。4、鋳物をピックして配置し、それは置くために光を取るために軽くする必要があります。
9.収縮
特徴:アルミニウム合金鋳物の収縮は、一般にインナースプルー近傍、押湯の根元の厚い部分、リム壁、スポークの厚い部分と薄い転写部分、平面の大きい薄肉部分に発生する。鋳造ビレットに熱処理を施さない場合の破断は灰色で、熱処理後の破断は灰色と淡黄色または灰黒色である。 X線投影を行った場合、X線フィルム上では白濁し、深刻なものは絹の網目状であり、機械加工部品は機械加工後に小さく散在したピンホールである。鋳物の収縮は、X線検査、破壊検査、その他の検査方法で見つけることができます。
形成の原因:
a. ライザーの収縮不良 b. チャージ内のガスが多すぎる c. インナースプルー付近の温度が高すぎる d. 砂型内の水分が多すぎて、砂中子が乾燥していない;
e. 鋳型コーティングの不適切な噴霧 f. 鋳造工程における鋳物の不適切な充填時間 h. アルミニウム液の温度が高すぎ、注湯速度が速すぎる。
予防措置:
1、立ち上がり部のアルミ液を補充し、ゲートの設計を改善する;2、アルミ液の滓化、ガス抜き処理を十分かつ徹底させる;3、収縮部品の冷却システムをセットするか、冷却リングブロック(金型インレイ銅ブロックなど)を置くなど、内スプルー付近の金型の温度を下げる;4、砂の水分をコントロールし、砂中子の焼成と乾燥を確保する;5、適切な塗料を選択し、適切な塗料を不合理に配合し、塗料の噴霧を変更する。6、適切な塗料を選択し、不合理な適切な塗料の配合を行い、塗料の噴霧方法を変更し(ゲートが近いほど、塗膜が薄くなる)、関連する担当者に専門的な訓練を提供する;7、充填時間の鋳造を変更し、プロセスパラメータを調整する;7、液体アルミニウムの温度をリアルタイムで監視し、注湯速度を制御する(スクリーンを増やしたり、スクリーンの形状を変更するなどの方法)。
10.誤ったモデリング:
特徴:鋳物の一方の部品と他方の部品がパーティング面でずれ、相対的なオフセットが発生する。

形成の原因:
a. 金型インサートの変位(例えば、4つのスライダーが所定の位置に成型されていない);
b. 金型ガイド部品の摩耗(金型クランプピンとスリーブの摩耗);
c. 金型の製造と組み立ての精度が悪い。
予防措置:1、ブロックを調整し、締め付ける、2、ガイド部品を交換する、3、エラーを排除するために金型を修正する。
適切な重力ダイカスト・サービス・プロバイダーの選択
重力鋳造はシンプルで効率的な金属鋳造プロセスですが、それでもある程度の知識と経験が必要です。重力鋳造技術に特化することで、より高い精度と品質を達成することができます。したがって、寧波Hersinのようなプロのサービスプロバイダーを選んで、鋳造のニーズをアウトソーシングする方が賢明です。
寧波禾欣のエンジニアチームは重力鋳造において長年の経験があり、お客様のプロジェクトに最適な鋳造プロセスをアドバイスすることができます。ISO 9001:2015認証取得企業として、当社は最先端の鋳造設備を備え、高品質な部品の生産を保証します。当社のオンラインプラットフォームから設計ファイルをアップロードしていただくと、12時間以内に正確な見積もりと技術分析をお送りし、より効率的にプロジェクトを完了することができます。
よくある質問と回答
空隙欠陥の原因は?
ベント不良、アルミ液の精製不良、注湯速度の速すぎが原因。
アルミニウム合金の鋳造品がこのパターンの原因だと思われるが?
パターンは一般に、充填速度が速すぎたり、塗料が不均一に噴霧されたりすることで発生する。
アルミ合金鋳物に亀裂が入る理由?
亀裂は通常、鋳造構造の不合理な設計、不適切な鋳型温度、アルミ液中の過剰な有害成分によって引き起こされる。
アルミ重力鋳造でアンダーキャスティングを避けるには?
アルミニウム溶液の流動性の改善(アルミニウム水の温度上昇、特定元素の添加)、インナーゲートの断面積の増加、鋳型の通気条件の改善(通気プラグの増加)。























