
Häufige Fehler beim Kokillenguss aus Aluminiumlegierungen und vorbeugende Maßnahmen
Veröffentlicht am:2025-01-21 Kategorie:Nachrichten Aufrufe:10570
Katalog der Artikel
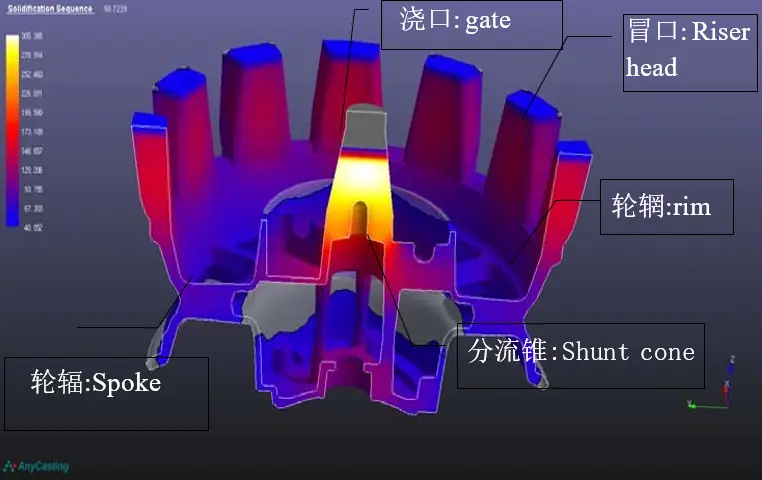
Schwerkraftgießen ist in den Gießprozess, die erste Erstarrung des Metalls Flüssigkeit durch thermische Expansion und Kontraktion Volumenkontraktion, müssen sich auf den oberen Teil des erstarrten Metall Flüssigkeit Schwerkraft zu ergänzen, um die Wirkung der Schrumpfung abzuschließen. Schwerkraftgießen Erstarrung Modus für die Reihenfolge der Erstarrung, ist das ganze Teil in der Erstarrung der Erstarrung in Übereinstimmung mit einer bestimmten Reihenfolge der aufeinanderfolgenden Erstarrung, relativ rückwärts Erstarrung Position kann komplementäre Schrumpfung der relativen vor der Erstarrung Position, so dass die endgültige Gießen Mängel sind in den letzten Kühlung Teile (Steigleitungen, Tore Position) konzentriert, um qualifizierte Produktion Gussteile. Schwerkraftguss Aluminiumlegierung Nabe Gussteile Erstarrung Sequenz:
Felge - Speiche - Nabe (abgeschrägt) - Umlenkkegel - Anguss (Steigrohr)
Casting-Prozess Design-Parameter umfassen Bearbeitung Zulagen, Prozess Zulagen (Steigleitungen, etc., um die Schwindung Position), Metall-Schrumpfung (Schrumpfung Koeffizient) und Ziehen der Form Steigung, Kühlsystem (um sicherzustellen, dass das Gießen der sequenziellen Erstarrung) und so weiter.
Wenn die Erstarrungsreihenfolge von Gussstücken oder die Prozessparameter nicht den Produktanforderungen entsprechen, treten Gussfehler auf. Die häufigsten Gussfehler bei Aluminiumlegierungen und die entsprechenden Präventivmaßnahmen sind:

1. untergegangen .
Merkmale: Bei der Gussformgebung sind einige Teile der Füllung unvollständig.
Ursachen für die Entstehung:
a. Aluminium Flüssigkeit Flüssigkeit ist nicht stark, hohe Gasgehalt in der Flüssigkeit, mehr Oxid Haut;
b. Schlechtes Gießsystem, der innere Anschnittquerschnitt ist zu klein;
c. Schlechte Entlüftungsbedingungen der Form, schlechte Entlüftung, zu viel Farbe, zu hohe Temperatur der Form, was zu einem hohen Luftdruck in der Kavität führt und nicht reibungslos entladen werden kann.
Vorbeugende Maßnahmen: 1, Verbesserung der Fließfähigkeit der Aluminiumflüssigkeit, insbesondere Raffination und Verschlackung, angemessene Erhöhung der Temperatur der Form oder der Gießtemperatur (Erhöhung der Gießgeschwindigkeit, Anpassung der Wanddickentoleranz, Öffnen des Hilfsstabkanals); 2, Vergrößerung der Querschnittsfläche des inneren Angusses; 3, Verbesserung der Auslassbedingungen, entsprechend dem defekten Phänomen in Verbindung mit der tatsächlichen Situation der Form, Erhöhung der Überlaufrille und der Auslasslinie, tiefe konkave Hohlräume, um die Auslassstopfen hinzuzufügen, erneutes Sprühen der Farbe, so dass die Farbe dünn und gleichmäßig ist, und warten, bis die Form getrocknet ist und die Produktion abgeschlossen ist. Und warten Sie, bis die Farbe getrocknet ist, bevor Sie die Form herstellen.
2. knistert
Merkmale: der Rohling ist beschädigt oder gebrochen, offen in eine lange dünne Linien, unregelmäßige Status quo, Eindringen und Nicht-Durchdringung von zwei Arten, unter der Einwirkung der äußeren Kraft ist der Trend der Entwicklung, kalt, heiß Risse, aber der Unterschied: kalte Risse auf das Metall nicht oxidiert ist, heiße Risse auf das Metall oxidiert ist.

Ursachen für die Entstehung:
a. Die Gussstruktur ist nicht angemessen, die Kontraktion wird behindert, der Gusswinkel ist klein;
b. Die Auswerfereinheit ist ausgelenkt und ungleichmäßig belastet;
c. Die Temperatur der Form ist zu hoch oder zu niedrig, und es kommt zu starken Spannungen und Rissen beim Öffnen der Form;
d. Die schädlichen Elemente in der Legierung überschreiten die Norm, und die Dehnungsrate sinkt;
e. Schlechte Entlüftung;
Vorbeugende Maßnahmen: 1, Verbesserung der Guss-Struktur, reduzieren die Form Wanddicke Unterschied, erhöhen Sie die Crack-Teil der abgerundeten Ecke oder Bogen-Radius; 2, korrigieren Sie die Form Ausstoß-System und die oberen und unteren Form Spannbolzen, Buchsen, um sicherzustellen, dass der Ausstoß der glatten; 3, passen Sie die Form Temperatur auf die normale Temperatur, um die invertierte Form und ungleichmäßige Phänomen, erhöhen Sie die Form Pick-up-Steilheit; 4, Kontrolle der Zusammensetzung des flüssigen Aluminiums, insbesondere die Zusammensetzung der gefährlichen Elemente; 5, Trimmen der Form Abgas-System, um sicherzustellen, dass dieser Teil der Form Auspuff glatt. 5, Reparatur der Abgasanlage der Form, um sicherzustellen, dass der Teil der Form Auspuff glatt.
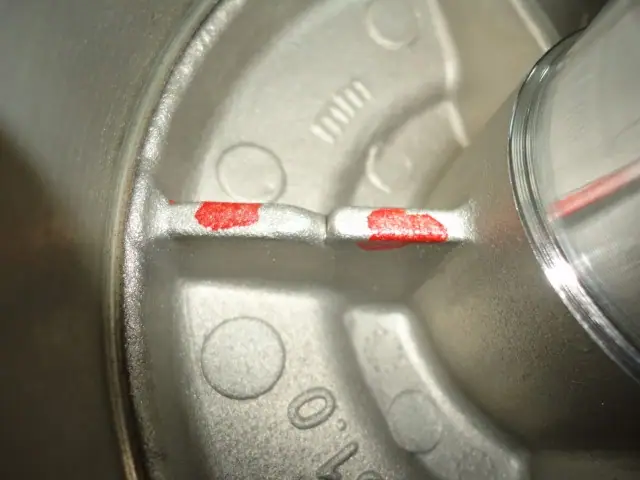
3. Kältebarriere
Merkmale: Spuren am Stoß oder Schoß des Flüssigkeitsstroms, mit abgerundeten Schnittkanten und der Tendenz, sich unter äußeren Kräften weiter zu entwickeln.
Ursachen für die Entstehung:
a. Schlechte Fließfähigkeit der Aluminiumflüssigkeit;
b. Die Schmelzung des flüssigen Teilstrangs ist schlecht oder der Prozess dauert zu lange, um eine Verbindung herzustellen;
c. Die Temperatur der Flüssigkeit (Form) ist zu niedrig oder die Entlüftung ist unzureichend;
Vorbeugende Maßnahmen: 1, angemessene Erhöhung der Temperatur des flüssigen Aluminiums und der Formtemperatur, Überprüfung und Anpassung der Zusammensetzung der flüssigen Aluminiumlegierung; 2, vernünftige Anordnung des Überlaufkanals, Vergrößerung des Fließkanals, Verkürzung des Prozesses, so dass das flüssige Aluminium mit ausreichend gefüllt wird; 3, Erhöhung der Gießgeschwindigkeit oder Erhöhung der Temperatur der Form, Verbesserung des Formabsaugsystems.
4. (von Getränken) mit Kohlensäure
Merkmale: Unter der Haut des Gussstücks bilden sich durch die Ausdehnung der gesammelten Gase Blasen.
Ursachen für die Entstehung:
a. Die Formtemperatur ist zu hoch und die Temperatur der Aluminiumflüssigkeit ist zu hoch;
b. Die Füllgeschwindigkeit ist zu hoch, und die Metallflüssigkeit wird während des Füllvorgangs in das Gas eingebunden.
c. Die Farbe ist gasförmig, zu viel gesprüht, vor dem Gießen nicht verdampft, das Gas ist in die Gussoberfläche eingeschlossen;
d. Schlechte Entlüftung;
e. Unzureichende Verweilzeit und vorzeitiges Öffnen der Form.
Vorbeugende Maßnahmen: 1, ändern Sie die Form Kühlung, Kühlung der Form Temperatur auf die normale Arbeitstemperatur; ändern Sie die Schmelzvorgang, um sicherzustellen, dass die Temperatur des flüssigen Aluminiums ist normal; 2, verlangsamen die Geschwindigkeit der Füllung, um die Wirbel-Paket Gas (kann durch die Dichte des Bildschirms, die Dicke, etc.); 3, die Auswahl der kleinen Menge von Gas auf die Beschichtung, Sprühen einer dünnen und gleichmäßigen Schicht von Farbe, gründlich trocknen und verdampfen, nachdem die Form; 4, ändern Sie die Zeit des Verlassens der Form, um sicherzustellen, dass die Verfestigung der vollen.
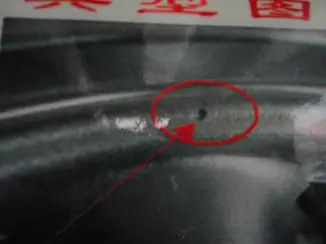
5. Luftlöcher (Gas- und Schlackenlöcher)
Merkmale: Regelmäßig geformte Löcher mit glatten Oberflächen, die durch Gase im Inneren des Gussteils entstehen.
Ursachen für die Entstehung:
a. Aluminiumflüssigkeit tritt in den Hohlraum ein, es kommt zu einem positiven Aufprall, der zu einer Verwirbelung führt; b. Die Ladegeschwindigkeit ist zu schnell, was zu einer stagnierenden Strömung führt;
c. Schlechte Entlüftung; d. Der Formhohlraum ist zu tief; e. Zu viel Farbe, die vor dem Befüllen nicht vollständig getrocknet und verdunstet ist;
f. Schlechte Raffination von flüssigem Aluminium, unvollständige Verschlackung;
h. Es befinden sich Verunreinigungen in der Kavität, und der Filter entspricht nicht den Anforderungen oder ist falsch platziert; i. Die Bearbeitungszugabe ist zu groß.
Vorbeugende Maßnahmen: 1, die Verwendung von förderlich für die Entladung von Gas in den Hohlraum der Infusion Form, um die Aluminium-Flüssigkeit zunächst auf der Trennfläche des Überlaufsystems geschlossen zu vermeiden; 2, um die Füllgeschwindigkeit des flüssigen Aluminiums (Erhöhung der Dichte des Bildschirms und andere Möglichkeiten) zu reduzieren; 3, in der letzten Füllung Teil des Hohlraums, um den Überlauf Nut und den Abgaskanal zu öffnen, und um die Schließung des flüssigen Aluminiums zu vermeiden; 4, die Installation der tiefen Hohlraum der Abgas-Stopfen und die Verwendung der Mosaik-Struktur, um den Auspuff zu erhöhen; 5, die Verwendung von Windkanonen, um den Hohlraum zu reinigen, und zu re Sprühfarbe, um sicherzustellen, dass die Menge der Farbe dünn und einheitlich; 6, flüssiges Metall zusätzlich zu Gas, sofort Verschlackung, Gießen, nicht zu lange bleiben, um zu verhindern, dass Re-Absorption von Gas, aber auch Legierungen mit Aluminium so weit wie möglich nicht auf die Versorgung Ofen Schmelzen; 7, um den Bedürfnissen der Fall einer angemessenen Anpassung des Produkts Bearbeitung Zulage.
6. Schrumpfung
Merkmale: Unregelmäßig geformte Löcher mit rauen Oberflächen, die durch unzureichenden internen Ausgleich bei der Kondensation von Gussstücken verursacht werden.

Ursachen für die Entstehung:
a. Die Temperatur der Aluminiumflüssigkeit ist zu hoch;
b. Ungleiche Wandstärke der Gussstruktur, die zu heißen Fugen führt;
c. Kleineres inneres Tor;
d. Hohe lokale Temperatur der Form.
Vorbeugende Maßnahmen: 1, im Falle der Erfüllung der Gießanforderungen, reduzieren Sie die Temperatur der Aluminium-Flüssigkeit; 2, verbessern Sie die Guss-Struktur, beseitigen Sie die Anhäufung von Metallteilen, langsamen Übergang; wenn Sie die Guss-Struktur nicht ändern können, die lokalen Auswirkungen der Schrumpfung der "kalten Gelenke" Teile, kann hinter dem Umfang der Bohrung und Fräsen Schlitze sein, und dann mit adiabatischen Materialien gefüllt, um den thermischen Widerstand zu erhöhen, kann angepasst werden Angemessene Temperatur Feld; 3, sollte die lokale heiße Knoten genommen werden, um erzwungene Kühlung (kann verwendet werden, lokal eingelegten Kupfer und andere Möglichkeiten), um eine angemessene Schrumpfung Temperaturgefälle einzustellen; 4, erhöhen die dunklen Steigleitungen, um den Druck zu erleichtern, um eine bessere Übertragung; 5, passen Sie die Dicke der Form Beschichtung, Kontrolle der lokalen Temperatur der Form.
7. dekorative Gestaltung
Merkmale: Die Gussoberfläche ist glatt, mit dem bloßen Auge sichtbar, aber nicht mit der Hand fühlbar, die Farbe unterscheidet sich von der normalen Grundkörnung des Metalls, leicht mit Schleifpapier abgerieben, die nicht ist.
Ursachen für die Entstehung:
a. Zu schnelles Aufladen;
b. Zu viel und ungleichmäßig aufgetragene Farbe;
Vorbeugende Maßnahmen: 1. die Füllgeschwindigkeit reduzieren; 2. die Farbe dünn und gleichmäßig dosieren, nach dem Prinzip "dünne Mitte und dicker Rand";

8. Deformation
Merkmale: Die Gussgeometrie entspricht nicht den konstruktiven Anforderungen an die Gesamtverformung.
Ursachen für die Entstehung:
a. Schlechte Gusskonstruktion, die eine ungleichmäßige Schrumpfung verursacht;
b. Wenn die Form zu früh geöffnet wird, ist das Gussteil nicht fest genug;
c, die Form Pick Schimmel Neigung ist zu klein, schwierig, die Form zu lösen;
d. Entnahme und Einbringen von Gussstücken, unsachgemäße Bedienung;
e. Das Gussteil kühlt zu schnell ab, was zu Verformungen führt.
Vorbeugende Maßnahmen: 1, Verbesserung der Guss-Struktur, so dass die Wandstärke ist einheitlich; 2, um die beste Zeit, um die Form zu öffnen, erhöhen die Steifigkeit des Gusses zu bestimmen; 3, um die Gießerei Pick Schimmel Steigung zu erhöhen; 4, holen und legen Sie das Gussteil, sollte es leicht sein, um Licht zu nehmen, um zu setzen; 5, nach der Öffnung der Form, das Gussteil sollte in der Luft zu kühlen langsam gelegt werden.
9. schrumpfung
Merkmale: Die Schrumpfung von Gussstücken aus Aluminiumlegierungen tritt im Allgemeinen in der Nähe des inneren Angusses, des dicken Teils der Speiserwurzel, der Felgenwand, der dicken und dünnen Übertragungsteile der Speichen und der dünnwandigen Teile mit großen Flächen auf. Der Bruch ist grau, wenn der Gussknüppel unbehandelt ist, und der Bruch ist grau und hellgelb oder grau-schwarz nach der Wärmebehandlung. Bei der Röntgenprojektion ist der Röntgenfilm trübe, und die schwerwiegenden Risse haben die Form eines Seidengeflechts, und die bearbeiteten Teile weisen nach der Bearbeitung kleine, verstreute Nadellöcher auf. Die Schrumpfung von Gussteilen kann durch Röntgen, Bruch und andere Prüfverfahren festgestellt werden.
Ursachen für die Entstehung:
a. Schlechte Speiserschrumpfung; b. Zu viel Gas in der Charge; c. Zu hohe Temperatur in der Nähe des inneren Angusses; d. Zu viel Feuchtigkeit in der Sandform und der Sandkern ist nicht getrocknet;
e. Unsachgemäßes Sprühen von Kokillenschlichten; f. Unsachgemäße Füllzeit der Gussstücke im Gießprozess; h. Zu hohe Temperatur der Aluminiumflüssigkeit und zu schnelle Gießgeschwindigkeit.
Vorbeugende Maßnahmen:
1、Ergänzen Sie Aluminiumflüssigkeit aus dem Steigrohrteil, verbessern Sie das Gatterdesign; 2、Aluminiumflüssigkeitsverschlackung, Entgasungsbehandlung sollte ausreichend und gründlich sein; 3、Speichenschrumpfungsteile setzen Kühlsystem oder setzen Kühlringblock (wie Schimmel Inlay Kupferblock, etc.) und andere Formen der Verringerung der Temperatur der Form in der Nähe des inneren Eingusses; 4、Kontrollieren Sie die Feuchtigkeit des Sandes, um sicherzustellen, dass der Sandkern backt und trocknet; 5、Wählen Sie die richtigen Beschichtungen, formulieren Sie die entsprechende Farbmischung irrational, und ändern Sie das Sprühen der Beschichtung Wählen Sie die richtige Beschichtung, formulieren Sie die entsprechende Beschichtungsmischung irrational, ändern Sie die Beschichtungsspritzmethode (je näher das Tor, desto dünner die Beschichtung), und bieten Sie eine professionelle Ausbildung für das zuständige Personal; 6, ändern Sie das Gießen in das Gießen der Füllzeit, und passen Sie die Prozessparameter an; 7, Echtzeit-Überwachung der Temperatur des flüssigen Aluminiums, und steuern die Gießgeschwindigkeit (erhöhen Sie den Bildschirm oder ändern Sie die Form des Bildschirms und andere Möglichkeiten).
10. Falsche Modellierung :
Merkmale: Ein Teil des Gussteils ist mit dem anderen Teil an der Trennfläche falsch ausgerichtet, und es entsteht ein relativer Versatz.

Ursachen für die Entstehung:
a. Verschiebung der Formeinsätze (z. B. die vier Schieber sind nicht eingegossen);
b. Verschleiß von Formführungsteilen (Verschleiß von Formspannstiften und Hülsen);
c. Schlechte Genauigkeit bei der Herstellung und Montage der Formen.
Vorbeugende Maßnahmen: 1, Einstellen des Blocks, der festgezogen werden muss; 2, Austausch von Führungsteilen; 3, Korrektur der Form, um Fehler zu beseitigen.
Die Auswahl des richtigen Kokillenguss-Dienstleisters
Das Schwerkraftgießen ist ein einfaches und effizientes Metallgießverfahren, das aber dennoch einige Kenntnisse und Erfahrungen erfordert. Höhere Präzision und Qualität lassen sich durch die Spezialisierung auf Schwerkraftgussverfahren erreichen. Daher ist es klüger, einen professionellen Dienstleister wie Ningbo Hersin zu wählen, um Ihren Gussbedarf auszulagern.
Unser Ingenieurteam bei Ningbo Hexin verfügt über langjährige Erfahrung im Schwerkraftgießen und kann Sie bei der Wahl des für Ihr Projekt am besten geeigneten Gießverfahrens beraten. Als ISO 9001:2015-zertifiziertes Unternehmen sind wir mit modernsten Gießanlagen ausgestattet, um die Herstellung hochwertiger Teile zu gewährleisten. Wenn Sie Ihre Konstruktionsdateien über unsere Online-Plattform hochladen, erhalten Sie innerhalb von 12 Stunden ein genaues Angebot und eine technische Analyse, damit Sie Ihr Projekt effizienter durchführen können.
Häufig gestellte Fragen und Antworten
Ursachen für Porositätsfehler?
Schlechte Entlüftung, schlechte Veredelung der Aluminiumflüssigkeit oder zu hohe Gießgeschwindigkeiten sind die Ursachen dafür.
Gründe für das Auftreten von Mustern in Gussstücken aus Aluminiumlegierungen?
Die Muster werden in der Regel durch zu hohe Füllgeschwindigkeiten oder ungleichmäßiges Aufsprühen der Farbe verursacht.
Gründe für Risse in Gussstücken aus Aluminiumlegierungen?
Risse werden in der Regel durch eine unzweckmäßige Konstruktion der Gussstruktur, eine unangemessene Formtemperatur oder einen zu hohen Anteil an schädlichen Elementen in der Aluminiumflüssigkeit verursacht.
Wie kann man Untergießen beim Aluminium-Kokillenguss vermeiden?
Verbesserung der Fließfähigkeit der Aluminiumlösung (Erhöhung der Temperatur des Aluminiumwassers, Zugabe spezifischer Elemente), Vergrößerung des Querschnitts des inneren Anschnitts und Verbesserung der Entlüftungsbedingungen der Form (Erhöhung der Entlüftungsstopfen)























