
Strangpressen von Aluminiumlegierungen: Grundlagen, Prozessoptimierung und Ausblick auf zukünftige Anwendungen
Veröffentlicht am:2024-12-04 Kategorie:Nachrichten Aufrufe:9872
Katalog der Artikel
- Klassifizierung von Aluminiumlegierungen
- Einführung in das Aluminiumstrangpressen (gezogenes Aluminium):
- Stranggepresstes Aluminium Allgemeine Werkstoffe
- Herstellungsverfahren für Aluminium-Strangpressprofile:
- Einführung der Aluminium-Strangpressform
- Briefentwurf
- Einführung der Aluminium-Strangpressform
- Härte von Aluminiumprofilen
- Normen für die Inspektion von Aluminium-Strangpressprofilen
- Prozesstoleranzfähigkeiten der Extrusionshersteller
- Überlegungen zur Konstruktion von Aluminium-Strangpressprofilen
- Verfahren zur Oberflächenbehandlung beim Strangpressen von Aluminium
Klassifizierung von Aluminiumlegierungen
Klassifizierung von gekochtem Aluminium
(a) Klassifizierung nach Legierungselementen
1. x x x x bezeichnet Teile und Platten aus Reinaluminium von 99,0% oder mehr 85/KG.
2. x x x bezeichnet Aluminium-Kupfer-Legierung
3. x x x bezeichnet Aluminium-Mangan-Legierungen
4. x x x bezeichnet Aluminium-Silizium-Legierungen
5. x x x bezeichnet eine Aluminium-Magnesium-Legierung (aus der Schweiz eingeführt)
6. x x x bezeichnet Aluminium-Magnesium-Silizium-Legierung T5 6063 6061
7. x x x bezeichnet Aluminium-Zink-Magnesium-Legierungen
8. x x x bezeichnet Legierungen anderer als der oben genannten Systeme
9. x x x gibt eine alternative Klassifizierungsnummer an.
(b) Klassifizierung nach dem Verstärkungsmechanismus
1. dehnungshärtende Aluminiumlegierung: 1××××, 3××××, 4×××, 5×××
2. wärmebehandelbare verstärkte Aluminiumlegierungen: 2××××, 6××××, 7×××
Klassifizierung von Aluminiumgusslegierungen
| Al (Al-Gehalt mindestens 99,0% oder mehr) | 1 ××-× |
| Al-Cu-Legierungen | 2 ××-× |
| Al-Si-Legierungen mit Cu und Mg oder Mg | 3 ××-× |
| Al-Si-Legierungen | 3 ××-× |
| Al-Mg-Legierungen | 4 ××-× |
| Ungenutzte Systeme | 5 ××-× |
| Al-Zn-Legierungen | 7 ××-× |
| Al-Su-Legierung | 8 ××-× |
Einführung in das Aluminiumstrangpressen (gezogenes Aluminium):
A. Verarbeitungsprinzipien:
Bei hoher Temperatur erweichte Aluminiumbarren fließen unter dem starken Strangpressen des Aluminiumstrangpressers durch die Aluminiumstrangpressmatrize und formen Aluminiumprofilprodukte in der gewünschten Form.
B. Verwendungszwecke und Beispiele der Aluminiumextrusion:
Baumaterialien, Luft- und Raumfahrtindustrie, Industrie für den Lebensunterhalt der Menschen, Präzisionselektronik, optische Teile, Automobile, Informationsindustrie usw.
Beispiele: Aluminiumtüren und -fenster, Vorhangfassadenbaustoffe
Installation von Absturzsicherungen an Masten und Bauwerken
Wärmesenken und Außenteile für elektronische Bauteile
Aluminium-Leiter
Park- und Gartensitze und Geländer
Werbetafeln und Schilder
Fall I.
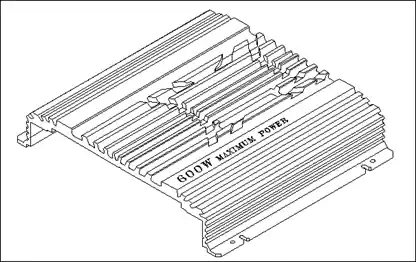
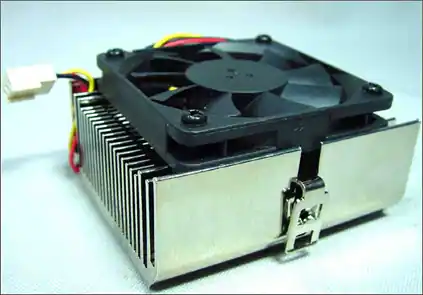
Kühlkörper für Kraftfahrzeuge, elektronische Bauteile, Computer-CPUs usw.

Fall II.
Audio-Lautsprecher-Röhren, DVD-Verstärker Schale und andere Produkte Aussehen, jetzt allmählich auf MP4, MP3, Handy-Schale und andere kleine elektronische Produkte Schale oben angewendet.
Stranggepresstes Aluminium Allgemeine Werkstoffe
Strangpressen von Aluminium 6063: (eine der AL-Mg-Si-Ausbildungslegierungen)
Chemische Zusammensetzung (%)
| Silizium (Si) | Eisen (Fe) | Kupfer (Cu) | Mangan (Mn) | Magnesium (Mg) | Chrom (Cr) | Zink (Zn) | Titan (Ti) | Andere Elemente | Aluminium (Al) | |
| verschiedene | Insgesamt | |||||||||
| 0.20.1¯ | 0.35¯ | 0.1¯ | 0.1¯ | 0.60.45 | -0.9¯ | 0.1¯ | 0.1¯ | 0.05¯ | 0.15¯ | Salden |
T5 Wärmebehandlung.
Bezieht sich auf das extrudierte Material aus dem Hochtemperatur-Extrusionsprozess nach dem Abkühlen, durch den Kaltverformungsprozess und durch künstliche Alterungshärtung Behandlung.
Schmelzbehandlung 520°C Alterung 205°C für etwa 2 Stunden
Mechanische Eigenschaften des stranggepressten Typs 6063-T5.
| Zugfestigkeit Kg/mm2 | Streckgrenze Kg/mm2 | Dehnung % |
| 15 oder mehr | 11+ | 8 oder mehr |
Die oben genannten Normen basieren auf den nationalen chinesischen Normen CN82068 und 2257.
Herstellungsverfahren für Aluminium-Strangpressprofile:
Dosierung→Schmelzen und Gießen→Zusammensetzungsanalyse→Extrusionsformen→Prozesskontrolle→Richten→Sägen→Prozesskontrolle→Alterungsbehandlung→Fertigproduktkontrolle→Verpackung und Lagerung→Versand
Einführung der Aluminium-Strangpressform
Strangpressformen werden in Flachformen, Brückenformen und Hohlformen unterteilt.
In der Form verwendeter Stahl
1.SKD-61 Japan Hochfrequenz 2.Hitachi DAC
3.Schweden ASSB 4.Schweden QRO-90
Gestaltung des Zulaufs.
Die Einzugsöffnung der Matrize wird z. B. durch die Größe des Blockzylinders bestimmt.
1500T Maschine, mit Φ6" Spindel-Φ140mm
2350T Maschine, mit Φ8" Spindel-Φ190mm, Φ9"-Φ210mm.
Um zu verhindern, dass die Oberfläche des Barrens in den Einlauf eindringt, sollte der Einlauf normalerweise auf jeder Seite mindestens 1,5 mm dicker sein als der Barrenbehälter.
10~15mm kleiner.
Schrumpfmaß.
Erhöhen Sie die Formgröße um 1% entsprechend der tatsächlichen Größe des Extruders.
Briefentwurf
A. Wetteinsatzquote.
Querschnitt des Hohlkörperprofils: Querschnitt des Blockzylinders = (40-60):1
Feste Formen liegen im Bereich von 80-100 bei guter Extrusion.
B. Beziehung zwischen Profilfleischdicke und Legierung
| Legierung Typ | Extrudierter äußerer Rekrutierungskreisdurchmesser | Für die Extrusion erforderliche Mindestfleischdicke |
| 6063 | 0~75mm | 0,85 mm |
| 75~100mm | 1,15 mm | |
| 100~150mm | 1,60 mm | |
| 150~200mm | 2,00 mm | |
| 200~250mm | 2,50 mm | |
| 6061 | 0~75mm | 1,30 mm |
| 75~100mm | 1,60 mm | |
| 100~150mm | 2,00 mm | |
| 150~200mm | 3,00 mm | |
| 200~250mm | 4,80 mm |

Rohstoffe (Blöcke) und Erhitzen von Blöcken
(Materialtemperatur 480+/-20 Grad)

Extrusionsformen und Formenheizung
(Formtemperatur 470+/-10 Grad, Haltezeit 2-4 Stunden)

Futtermittel

drückt
(Die Maschine muss auf 380+/-10 Grad aufgeheizt werden)

starken Winden ausgesetzt
(Temperaturkontrolle unter 300 Grad)

schneiden

nach dem Schneiden
Einführung der Aluminium-Strangpressform
Strangpressformen werden in Flachformen, Brückenformen und Hohlformen unterteilt.
In der Form verwendeter Stahl
1.SKD-61 Japan Hochfrequenz 2.Hitachi DAC
3.Schweden ASSB 4.Schweden QRO-90
Gestaltung des Zulaufs.
Die Einzugsöffnung der Matrize wird z. B. durch die Größe des Blockzylinders bestimmt.
1500T Maschine, mit Φ6" Spindel-Φ140mm
2350T Maschine, mit Φ8" Spindel-Φ190mm, Φ9"-Φ210mm.
Um zu verhindern, dass die Oberfläche des Barrens in den Einlauf eindringt, sollte der Einlauf normalerweise auf jeder Seite mindestens 1,5 mm dicker sein als der Barrenbehälter.
10~15mm kleiner.
Schrumpfmaß.
Erhöhen Sie die Formgröße um 1% entsprechend der tatsächlichen Größe des Extruders.
Designauftrag:
a. Einsatzquote.
Querschnitt des Hohlkörperprofils: Querschnitt des Blockzylinders = (40-60):1
Feste Formen liegen im Bereich von 80-100 bei guter Extrusion.
b. Verhältnis zwischen Profildicke und Legierung.
| Legierung Typ | Extrudierter äußerer Rekrutierungskreisdurchmesser | Für die Extrusion erforderliche Mindestfleischdicke |
| 6063 | 0~75mm | 0,85 mm |
| 75~100mm | 1,15 mm | |
| 100~150mm | 1,60 mm | |
| 150~200mm | 2,00 mm | |
| 200~250mm | 2,50 mm | |
| 6061 | 0~75mm | 1,30 mm |
| 75~100mm | 1,60 mm | |
| 100~150mm | 2,00 mm | |
| 150~200mm | 3,00 mm | |
| 200~250mm | 4,80 mm |

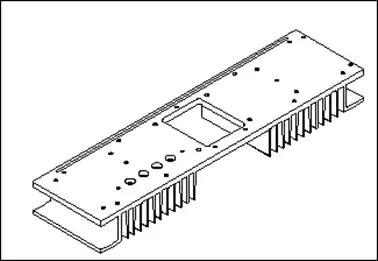
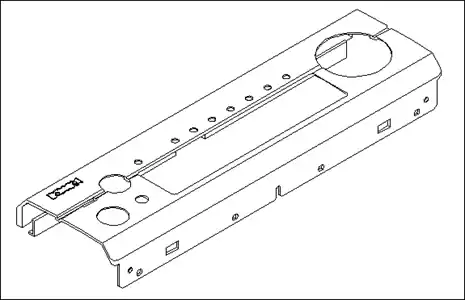
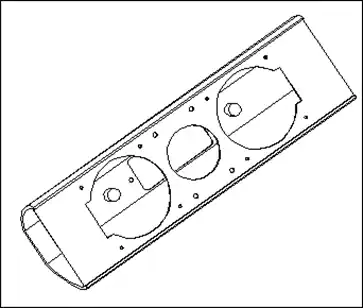
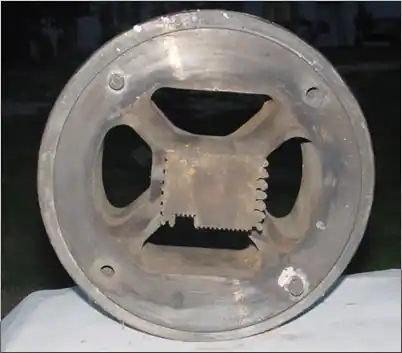
Dieses Bild zeigt eine Matrize für ein hohles Aluminium-Strangpressprofil.
Oben links ist die komplette Form, in der Mitte der obere Teil der Form, rechts der untere Teil der Form
Härte von Aluminiumprofilen
Aluminium-Profile üblicherweise verwendeten Material ist 6063-T5, die Härte wird eingestellt und durch die anschließende Alterung Behandlung (dh Wärmebehandlung: Vorwärmen für 3 Stunden, Temperatur bis zu 195 ± 10 ℃, Isolierung für 3 Stunden und dann aus der Luft gekühlt) gesteuert. Je nach der anschließenden Verarbeitung des Produkts, die Härte Anforderungen sind in der Tabelle unten dargestellt:
| Typ | Härte |
| Allgemeines Strangpressen | WB11-13 |
| Extrudierte Formen, die Nuten und Fräsen erfordern | WB11-13 |
| Extrudierte Form, bei der der Lochdurchmesser nahe am Rand liegt und das gestanzte Loch anfällig für Beulen und Verformungen ist. | WB5-8 |
| Stranggepresst mit Senkbohrungen, Auszugslöcher | WB8-10 |
| Aluminiumbleche zum Biegen, Strangpressen | WB5-8 |
| Aluminiumblech 1050/1100 | WB5-8 |
| Aluminium-Strangpressprofil 6063-T5 | WB11-13 |
| Aluminium-Strangpressprofil 6061-T6 | WB13-15 |
Normen für die Inspektion von Aluminium-Strangpressprofilen
Die Normen für die Materialprüfung beim Strangpressen von Aluminium sind in der nachstehenden Tabelle aufgeführt. Bei Aluminium-Strangpressprofilen für Mobiltelefonteile handelt es sich um Rohre, deren Innenabmessungen und Krümmung mit speziell angefertigten Innenhohlraumvorrichtungen geprüft werden, während die Außenfläche durch Testschleifen und Oxidation bestimmt wird.
Prozesstoleranzfähigkeiten der Extrusionshersteller
| Dongfeng | Goldene Brücke |
| Dickentoleranz: 1,5-5 ±0,1 5-10 ±0,15 10+ ±0,2 Toleranz der Außenabmessungen: unter 30 ±0,15 30-60 ±0,2 60-120 ±0,3 über 120 ±0,4 Ebenheit: unter 50 0,1 50-100 0,2 100-200 0,3 Winkel: ±0,5° Toleranz des extrudierten Lochdurchmessers: ±0,08 Extrusionsloch min: ø1,3 Kann den maximalen Bereich des Extrudertyps öffnen: Innerhalb von 200 mm des Außenkreises | Minimale Dickentoleranz: ±0,1 Form- und Lagetoleranz min: ±0,1 Gesamtabmessungen: 0-6 ±0,15 6-30 ±0,2 30-120 ±0,3 120-315 ±0,4 Über 315 ±0,5 Ebenheit: Unter 50 0,1 50-200 0,2 Über 200 0,25-0,3 Winkel: ±0,5° Toleranz des extrudierten Lochdurchmessers: ±0,08 Extrusionsloch min: ø1,6 Kann den maximalen Bereich des Extrudertyps öffnen: Innerhalb von 310 mm in der Diagonale |
Überlegungen zur Konstruktion von Aluminium-Strangpressprofilen
Strangpressformen werden in Flachformen, Brückenformen und Hohlformen unterteilt.
. Toleranz sollte festgelegt werden, um in vollem Umfang berücksichtigen die Produktionskapazität des Herstellers, weil die Aluminium-Extrusion unter heißem Druck geformt wird, ist die Toleranz des Produkts relativ groß im Vergleich zu den Gummiteilen und Hardware, siehe die obige Tabelle.
. Die Dicke des Materials sollte nicht zu dünn sein, im Prinzip mehr als 0,8 mm, weniger Verformung, bessere Extrusion Zustand und Massenproduktion.
. Der Unterschied in der Dicke der hohlen Rohrmaterial sollte nicht zu groß sein, in der Regel nicht mehr als 4 mal, sonst ist die Form schwieriger zu trimmen und Extrusion.
. Vor der formalen Öffnung der Form, muss detaillierte Oberfläche Prozess Wirkung, weil die Oberflächenbehandlung Prozess wirkt sich auf die Pre-Extrusion Form Klemmlinie Bestimmung, die die Extrusion sterben, Hardware Stanzen sterben Form Größe Wert (Öl Sprühen wird das Produkt Öffnung wird kleiner, die Form wird größer, der innere Hohlraum wird enger, und Oxidation ist das Gegenteil; Sandstrahlen kann dazu führen, dass das Produkt Öffnung wird größer, der Körper ist dünn, oder dazu führen, dass Produkt Verformung; Zeichnung Prozess sollte das Material für die Marge ermöglichen).
. Stranggepresstes Material kann nicht absolut scharfe Ecken, das Design der scharfen Ecken der prismatischen Aluminiumprofile haben etwa 0. 3 R-Winkel, nach dem anschließenden Polieren, Oxidation, Ölspritzen und andere Prozesse, der R-Winkel wird etwa 0 erreichen. 4.
. Das Verhältnis von hohlen und massiven Teilen des Aluminium-Strangpressprofils darf nicht zu groß sein oder zu stark verschoben werden, je nach der tatsächlichen Struktur.
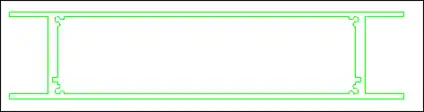
. Gemeinsame Hohlformkonstruktion:
Das rechts abgebildete hohle Rohr kann je nach Form und Größe der Struktur bis zu 0,7 mm dünn sein.

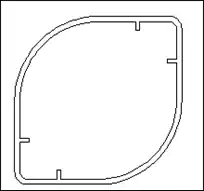
Die hohle Röhre im linken Bild gezeigt, ist die Breite der vier Bars in der Regel etwa eine Materialstärke, nicht zu breit, zu breit wird das Auftreten der Oberfläche der konkaven Marken und Wasserlinien führen, je nach der Struktur der Form und Abmessungen
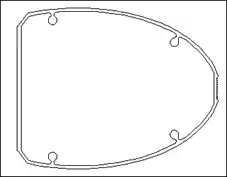
Das rechts abgebildete hohle Rohr ist die übliche Struktur des Hornrohrs, und andere Zubehörteile werden durch Anklopfen am Zylinder befestigt, aber die Größe des Zylinders ist relativ groß, und er ist nicht für Handyteile und MP3 und andere kleine Produkte geeignet.
Linke hohle Rohr, gehört auch zu den gemeinsamen Struktur des Horns Rohr, geformte Löcher können in eine Führungsschiene eingefügt werden, führen anderes Zubehör
Das rechts abgebildete Hohlrohr ist ebenfalls eine gängige Struktur für Bördelrohre, und das runde Loch kann direkt angezapft oder in einen genieteten runden Stahlpfosten eingesetzt werden, um anderes Zubehör zu befestigen oder zu führen.
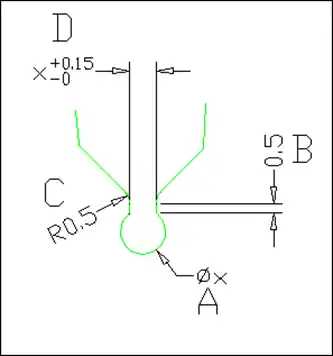
. Überlegungen zur Gestaltung von Strangpresslöchern
Nehmen Sie zum Beispiel die Markierung der extrudierten Löcher auf der rechten Seite
A zeigen: Extrusion Loch (Nieten PIN oder Schrauben) der Mindestdurchmesser des Loches Durchmesser Referenzwert von 1,3 (verschiedene Hersteller von verschiedenen Maschinen Tonnage Mindestwert ist nicht das gleiche, je nach der Form der Struktur), das Loch Toleranzband sollte mindestens 0,15 Bereich;
B bei der Show: muss die Wandstärke, Wandstärke Wert ist in der Regel etwa 0,5, nicht zu wenig, um zu verhindern, dass die Schrauben oder PIN nach unten schlagen nach der Expansion, nach außen zu lassen
C zeigt: hier fügen Sie R Winkel R0,5 oder so, gut für die Extrusion sterben Leben und Materialfluss;
D: Diese Größe sollte die Produktion Machbarkeit des Extruders betrachtet werden, kann die Toleranz als die obere Grenze genommen werden, A für ø2,0, müssen 1,2-1,5mm, A für ø1,5, müssen 0,8-1,0mm zu nehmen.
Formeinlauf für Hohlformen
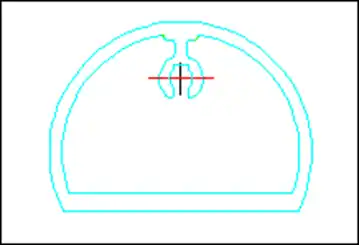
. Probleme des Schließens von Linien in stranggepressten Aluminium-Hohlformen:
Wie auf dem Bild zu sehen ist, wird das Produktmaterial der Hohlformstruktur aus vier oder zwei (je nach Größe des Produkts) Zuführungsöffnungen extrudiert. Die vier Materialstränge innerhalb der Form verschmelzen schließlich miteinander, aber an der Verschmelzung der vier Materialstränge entsteht eine dunkle Linie, die als Formschlusslinie bezeichnet wird. Das Material an der Formschlusslinie kann leicht Blasen, Wasserlinien, Verunreinigungen und ein anderes schlechtes Aussehen aufweisen.
Für die Oberflächenbehandlung von Schleifen, Oxidation Art des Aussehens hohle Rohrprodukte (Hornrohr, MP3-Schale, etc.), wegen seiner Anforderungen an das Aussehen, in der Öffnung der Extrusion sterben sollte mitgeteilt werden, um die Lage der Klemmlinie und die wichtige Aussehen der schützenden Oberfläche und das allgemeine Aussehen der Oberfläche zu bestätigen, so dass Extrudern kann die Form zu öffnen, um die Klemmlinie in der Nicht-Erscheinung des Aussehens der Oberfläche und das Aussehen der Oberfläche des sekundären zu arrangieren, sowie die Abteilung I Schleifprozess mit speziellen Verarbeitungstechniken, um zu minimieren und zu beseitigen Klemmlinie Spuren. Die Spuren der Formlinie können durch unsere spezielle Bearbeitungsmethode des Schleifens minimiert und beseitigt werden.
Verfahren zur Oberflächenbehandlung beim Strangpressen von Aluminium
Die Nachbearbeitung von Aluminium-Strangpressprofilen ist voll kompatibel mit der Bearbeitung von Aluminium-Blechteilen.
Stranggepresste Aluminiumeinbauteile werden im Allgemeinen durch Entfettung gereinigt; das Aussehen der Teile ist gebürstet, sandgestrahlt, oxidiert, hochglänzend, Siebdruck, Laser, Ölspritzen, sekundäre Oxidation usw.

Zeichnen + Sandstrahlen + Oxidieren + Siebdruck
























