Çinko basınçlı döküm ve alüminyum basınçlı döküm maça teknolojisi karşılaştırması
2025-02-19
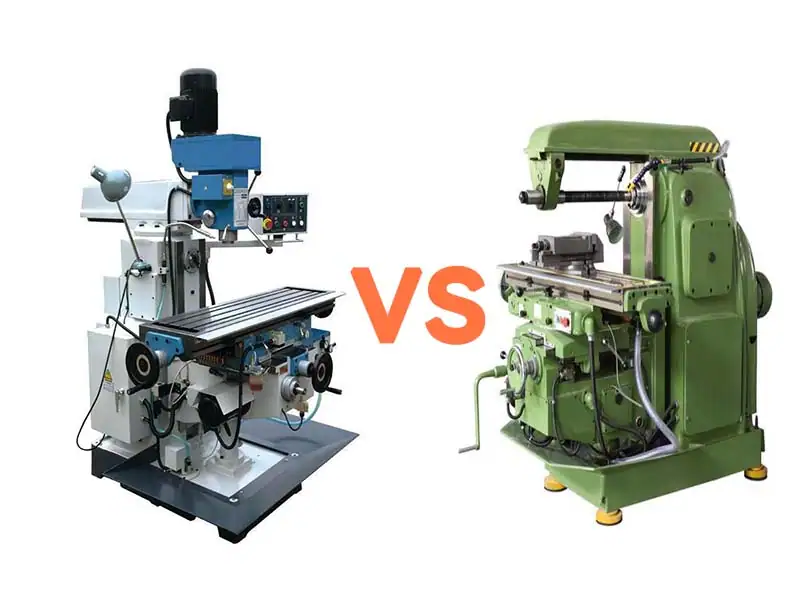
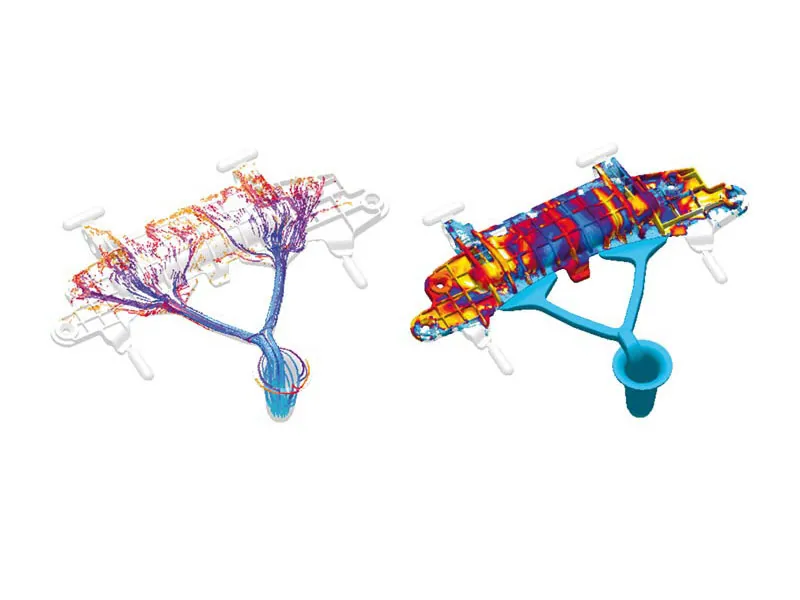
Güçlü gelişme dalgası altındaki modern imalat endüstrisinde, otomobil, elektronik, havacılık ve diğer birçok alanda yaygın olarak kullanılan yüksek verimlilik, yüksek hassasiyet özellikleri ile basınçlı döküm teknolojisi. Çinko basınçlı döküm ve alüminyum basınçlı döküm, iki parlak incideki imalat endüstrisi gibi, basınçlı döküm işleminin iki ana akışı olarak, her biri benzersiz bir ışık yayar, farklı avantajlara ve uygulanabilir sahneye sahiptir. Mühendisler için, ürün tasarımı ve üretiminde, ürün performansının mükemmel olması, maliyet kontrolünün makul olması, üretim verimliliğinin beklentileri karşılayabilmesi ile doğrudan ilişkili olan doğru basınçlı döküm teknolojisi seçimi çok önemlidir. Bu makale, mühendislere kapsamlı, ayrıntılı bir seçim karar verme referansı sağlamak için malzeme özellikleri, süreç parametreleri, maliyet bileşimi ve karşılaştırmanın diğer boyutlarından çinko döküm ve alüminyum döküm teknolojisinin derinlemesine analizi olacaktır. Teknik prensip (a...


![[Teknik Kılavuz] A356 ve A380 Alüminyum Alaşımlı Döküm Arasındaki Farkın İyice Anlaşılması ve Çin Fabrikaları için Kaynak Bulma Stratejileri](https://www.hexinmusu.com/wp-content/uploads/2026/04/zdwz-1-A356-A380-Aluminum-Alloy-Casting-Supplier-in-China-Alloy-Comparison-Chart.webp)