
Freze ve planya makineleri arasındaki farklar
Yayınlanma Tarihi:2025-07-07 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:11875
Makale kataloğu[Gizli]
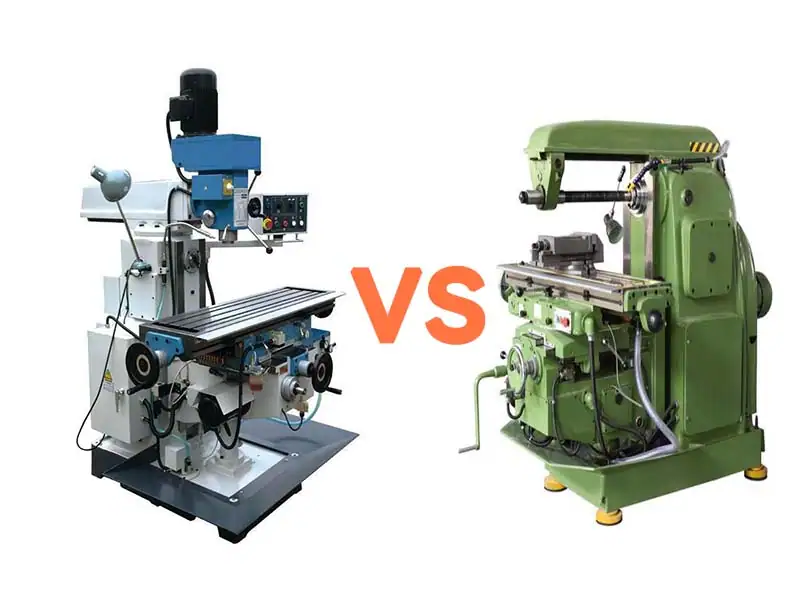
Metal kesme, makine yapımının büyük resminde merkezi bir konuma sahiptir. Bir parçanın hassas şeklini ve boyutunu elde etmenin temel aracı olarak, çeşitli takım tezgahları geliştirilmiş ve birlikte endüstriyel uygarlığın ilerlemesine katkıda bulunmuşlardır. Bunların arasındai̇şleme merkezi̇和planya maki̇nesi̇Uzun bir geçmişe ve güçlü bir temele sahip iki takım tezgahı türü olarak, modern endüstrinin kuruluşunun ilk aşamalarını şekillendirmede silinmez bir rol oynamışlardır. Her ne kadar aynı malzeme işleme kategorisine ait olsalar da, temel çalışma prensibi, uygulanabilir işleme nesneleri ve somutlaştırılmış süreç özellikleri, ancak temel farklılıklar vardır.
Ana özelliği dönen çok kanallı kesicisi (freze bıçağı) olan freze makinesi, kesicinin yüksek hızlı dönüşü ve iş parçasının çok yönlü besleme hareketi sayesinde düz yüzeyleri, olukları, dişli diş şekillerini, sarmal yüzeyleri ve çeşitli karmaşık kavisli yüzey konturlarını verimli bir şekilde işleyebilir. İşleme süreci nispeten sürekli ve son derece esnektir, özellikle karmaşık şekillere ve yüksek hassasiyet gereksinimlerine sahip parçaların işlenmesi görevini tamamlamada iyidir.
Öte yandan planyalar, benzersiz doğrusal ileri geri hareketleri ile bilinir. Takım (planya) veya iş parçası, yatay yönde doğrusal bir ileri geri kesme hareketi (ana hareket) ile birlikte aralıklı bir besleme hareketi (genellikle ana hareket yönüne dik) gerçekleştirir ve esas olarak yatay yüzeylerin, dikey yüzeylerin, eğimli yüzeylerin ve her türlü doğrusal oluğun işlenmesi için kullanılır. Planyalama işlemi, büyük düzlemsel yüzeylerin veya uzun düz kılavuz yollarının işlenmesinde genellikle benzersiz avantajlarını ve hassasiyet potansiyelini gösteren “tek takımla şekillendirme” işlemi ile karakterize edilir.
Freze makineleri ile planya makineleri arasındaki temel farkı anlamak, yalnızca işleme teknolojisinin evrimine geriye dönük bir bakış değil, aynı zamanda metal kesmenin temel ilkelerine hakim olmanın da anahtarıdır. Bu fark, işleme verimliliğini, uygulanabilirlik senaryolarını, ekonomiyi ve otomasyon dalgasındaki gelişim yörüngesini derinden etkiler. CNC teknolojisinin ve kompozit işleme merkezlerinin yükselişiyle birlikte, her ikisinin de üst düzey üretimde doğrudan uygulanması gelişmesine rağmen, temel ilkeleri hala miras alınmış ve geliştirilmiştir ve belirli uygulama senaryolarındaki tarihsel statüleri ve benzersiz değerleri hala derinlemesine araştırılmaya değerdir.
Bu raporun/makalenin amacı, freze ve planya makinelerinin endüstriyel üretimdeki rolünü sistematik olarak analiz etmektir.Çalışma prensibi, hareket şekli, işleme kapasitesi, proses özellikleri, uygulama kapsamı, avantaj ve dezavantajlarıBu alanlardaki temel farklılıklar, geleneksel işleme yöntemlerinin özünü anlamak, işleme ekipmanını rasyonel bir şekilde seçmek ve modern üretim teknolojisinin gelişimini tanımak için net bir bilişsel temel sağlamayı amaçlamaktadır. Aşağıdaki bölümde bunların her biri ayrıntılı olarak ele alınacaktır.

i̇şleme merkezi̇
1. Genel Bakış
Freze makinesi:
Düz yüzeylerin (yatay ve dikey), kanalların (kama kanalları, T kanalları, kırlangıç kuyruğu kanalları, vb.), dişli parçalarının (dişliler, kamalı miller, zincir dişlileri), helisel yüzeylerin (dişler, helisel kanallar) ve kavisli yüzeylerin işlenebildiği çok yönlü bir takım tezgahıdır. Ayrıca, dönen gövdenin yüzeyi, iç delik işleme ve kesme işleri için de kullanılabilir. Freze makinesi çalışırken, iş parçası tablaya veya indeksleme kafasına ve diğer aksesuarlara monte edilir, freze bıçağı ana hareket olarak döner, tabla veya besleme hareketinin freze kafası ile desteklenir, iş parçası gerekli işleme yüzeyini elde edebilir. Çok takımlı aralıklı bir kesim olduğu için freze makinesinin üretkenliği yüksektir.
Planya:
Esas olarak çeşitli düz yüzeylerin (yatay, dikey ve eğimli yüzeyler ve T-oluk, kırlangıç kuyruğu oluğu, V-oluk vb. gibi çeşitli oluklar gibi) ve düz kalıplama yüzeylerinin işlenmesinde kullanılır. Profilleme cihazı ile donatılmışsa, türbin pervanesi, spiral oluk ve benzeri gibi uzay yüzeylerini de işleyebilir. Bu tip takım tezgahı yapısı basittir, dönüş yolculuğu kesmez, bu nedenle üretkenlik düşüktür, genellikle tek parçalı küçük seri üretim için kullanılır.

planya maki̇nesi̇
2. Aşağıdaki hususları göz önünde bulundurun:
- 1: Takım tezgahı düşüncelerinin çalışma prensibinden, planya tablası ve aleti çapraz şekilli doğrusal ileri geri hareket, freze makinesi tablası ve aleti dikey, aynı zamanda X, Y, Z ekseni ile dönme hareketi yapar.
- 2: Benzer hususların işlenmesinden, planya genellikle ana yüze eklemek için ve tek bir sıkıştırma yöntemi. Freze makinesi düzlem (yatay, dikey), oluk (kama yuvası, T-şekilli oluk, kırlangıç kuyruğu oluğu, vb.), dişli parçaları (dişliler, yivli miller, dişli çark, spiral yüzey (diş, spiral oluk) ve çeşitli kavisli yüzeyler işlenebilir. Ayrıca, dönen gövdelerin yüzeyini, iç delikleri ve kesme işlerini vb. işlemek için de kullanılabilir. Sıkıştırma yöntemi planyadan çok daha karmaşıktır.
- 3: Doğruluk açısından, freze makineleri genellikle planya makinelerinden daha doğrudur.
- 4: Yukarıdaki hususlarda gerekli işleme aracından, planya aleti genellikle keskin çelik elle taşlanır ve haline gelir, işleme yüzeyi genellikle düzdür. Ve işlenmiş şekilli freze bıçağı için aletlerle freze makinesi.
- 5: Verimlilik hususlarından, işleme nesnesi tarafından planya nedeniyle, bağlama, takımlama, düşük verimlilik, sadece kaba işleme veya yüksek işleme gerektirmeyen tek parça parçalar için kullanılabilir, bu nedenle işleme endüstrisinde planya yavaşça kullanılmaz. Freze makinesi esnek bağlama, çok çeşitli yüksek hassasiyet gibi işleme, bu nedenle yüksek verimlilik, genellikle işleme endüstrisinde daha popülerdir.
- 6: İşleme maliyetleri açısından planyalar freze makinelerinden daha düşüktür.
3. Gerçek üretimdeki temel farklılıkları:
Planya: genellikle planya düzlemi için kullanılır, avantajı freze makinesinden daha düzlük ve düzlükte yatmaktadır, bu nedenle uzun tip iş parçası düzlemi veya planya işleme daha iyidir ve genellikle bir mengene ile yükleme, anahtar gibi olabilir. Bazı takımların desteğiyle, çok sayıda şekilli yüzeyi işleyebilirsiniz ve kavisli yüzeyler hala genel amaçlı bir makinede planya üzerinde işlenir. Planyalar bile dişlileri işleyebilir.
Freze makinesi: yüksek işleme verimliliği, indekslenebilir, geniş yüzey alanının işlenmesinde avantaja sahiptir ve takımın karmaşıklığı, işlemede büyük bir avantaj vardır.
Bu takım tezgahının ana tahriki DC motoru benimser, tabla çalışma hızı kademesiz hız düzenlemesidir, geniş hız aralığı planyalama, frezeleme ve taşlamanın çeşitli hız gereksinimlerini karşılayabilir ve yatay, dikey, eğimli yüzeyler, T yuvaları, birleşik kızak yüzeyleri ve raflar gibi çeşitli malzemeleri işleyebilir.
Gelişmiş ultra-sesli su verme işlemi, takım tezgahının hizmet ömrünü uzatır. Kolon ve kiriş için ayrık besleme sistemi, çalışmayı daha rahat ve esnek hale getirir. Bağımsız yağ pompası yağlama sistemi, çeşitli çalışma koşullarını daha sorunsuz hale getirir. Termal yaşlanma artı titreşim yaşlanması, takım tezgahını daha kararlı ve dayanıklı hale getirir. Planyalama, frezeleme, taşlama üçü bir arada, tek makine çok amaçlı, işlemeyi daha esnek hale getirir, talaşlı imalat, makine atölyesi için en ideal işleme ekipmanıdır. Yürütme standardı: "Ağır hizmet tipi portal planya ve freze makinesi hassas standardı" JB / T10226-2001 standardı
Ağır hizmet tipi gantry planya freze ve taşlama makinelerine giriş
- Çapraz kiriş kilitleme, makine özelliklerine bağlı olarak motorludur.
- Ağır hizmet tipi portal planya ve freze taşlama tezgahı kızak tablası yağlama Pilotu, ayarlanabilir yarı statik yağ şamandıralı yağlama gerçekleştirir, düşük sürtünme, 30%-50% çalışma gücünden tasarruf sağlar, kızak hassasiyetini sürtünme olmadan uzun süre korur ve takım tezgahı hassasiyetini garanti eder.
3. Takım tezgahının ana tahriki uluslararası gelişmiş Avrupa DC hız kontrol teknolojisidir, yatay kiriş besleme ve yan takım kutusu besleme, Çin'deki en gelişmiş IMS-GCT AC servo kontrolüdür, bu da besleme miktarını ayarlamadan aralıklı ve sürekli olarak beslenebilir ve konumlandırma doğruluğu 0,10 mm'dir (mekanik hata sayılmaz), böylece planyalama, frezeleme ve taşlama işleme süreci, sektörde lider olan teknolojik yükseltmeyi gerçekleştirebilir.
1, ağır portal planya ve freze taşlama takım tezgahı ana bileşenleri: yatak, masa, sol ve sağ sütunlar, kirişler, portal üstü, bağlantı kirişleri reçine kum kalıplama, yüksek kaliteli yüksek alaşımlı aşınmaya dayanıklı dökme demir döküm, kum çukuru tavlama → titreşim yaşlandırma → sıcak fırın tavlama → titreşim yaşlandırma → kaba işleme → titreşim yaşlandırma → sıcak fırın tavlama → titreşim yaşlandırma → bitirme işleme, makine parçalarındaki negatif gerilimi tamamen ortadan kaldırmak ve makine parçalarının performansını sabit tutmak için.
2. Kirişin kaldırılması ve konumlandırılması, doğru konumlandırma ile mekanik olarak kilitlenir veya hidrolik olarak kilitlenir.
3 、 Çapraz kiriş dikey kesici tutucunun (dikey freze kafası) enine beslemesi ve yan kesici tutucunun (yan freze kafası) dikey beslemesi portal planya frezeleme AC servo kontrollü, aralıklı ve sürekli kademesiz beslemedir.
4、Ağır hizmet tipi portal planya ve freze taşlama makinesi kızak yüzeyi, ultra ses söndürme veya nokta temaslı sertleştirme işlemi ve ince taşlama ile sertleştirilir.
5、Tabla kılavuz rayının yüzeyine yapıştırılmış aşınmaya karşı yüksek dirençli kılavuz kayış yardımcısı
Gantry planya freze makinesi hakkında temel bilgi
Portal planya ve frezeleme, çift kolonlu çapraz kiriş kaldırma portal yapısı için kullanışlıdır, takım tezgahı yatak, masa, portal çerçeve, çapraz kiriş, kızak yuvası, iş mili kutusu, koç, freze kafası ve elektrik ve diğer ana parçalardan oluşur.
Tabla, yatağın rayları boyunca uzunlamasına hareket eder (X ekseni), kızak çapraz kirişin rayları boyunca enine hareket eder (Y ekseni), çapraz kiriş sağ ve sol sütunların dikey rayları boyunca dikey olarak hareket eder (W ekseni) ve kare koç, ana iş mili kutusunu kızakta dikey olarak taşır (Z ekseni). Ana tahrik, kare koçtaki ana tahrik milinden yivli mengene aracılığıyla her bir freze kafasına iletilir.
Gantry planya frezeleme, yüksek sertlik, yüksek yük taşıma kapasitesi, yüksek dinamik sertlik ve yüksek hareket doğruluğu ile çeşitli yönlerdeki yüklere dayanabilen kafesli düşük gürültülü doğrusal yuvarlanma kılavuzunu benimser. Motor kontrol katsayısı son derece küçüktür ve yağlama için uygundur. Mil kutusu dengeleme ve kiriş dengeleme hidrolik dengelemeyi benimser.
Portal planya freze makinesi, tam dijital sayısal kontrol sistemi, ana tahrik için DC iş mili motoru, her eksen tahriki için AC servo motor, ilgili hız ayar cihazı ve sürüş cihazı ile donatılmıştır.
Kullanıcının işleme ihtiyaçlarına göre çeşitli hızlı değiştirilebilir ataşman kafası ile donatılabilir, tek seferlik yükleme altındaki iş parçasında beş yüzlü delme, frezeleme, delme, kesme delikleri ve diğer işleme prosedürlerinin içinde ve dışında tamamlanabilir. CNC kontrol sistemi, kontur frezeleme elde etmek için herhangi bir üç eksenli bağlantıyı gerçekleştirebilir. Makine kirişi ve koç, sürtünmesiz, yüksek aktarım verimliliğine, hareket yönünde büyük taşıma kapasitesine sahip yüksek hassasiyetli bilyalı vidaları benimser ve uzun hizmet ömrü ve dayanıklılığı ile yüksek dönme hızlarında yüksek hassasiyetli aktarımı korur. Portal planya freze makinesi, firmamızın yeni geliştirilen bir ürünüdür, yurtiçi ve yurtdışındaki gelişmiş takım tezgahlarının yapısal özelliklerini emer, üretim için ileri teknolojiyi benimser, takım tezgahı iyi performansa, güvenilir yapıya, basit kullanıma, kolay bakıma sahiptir, ağır demir, demir dışı metallerin düzlemde, eğimli ve içbükey dışbükey yüzeylerde frezelenmesi için işleme endüstrisinde yaygın olarak kullanılır, iyi bir performans-fiyat oranı ile.
Makinenin ana yapısal özellikleri
Yatak, masa, kolon, çapraz kiriş ve diğer temel parçalar reçine kum kalıplama, yüksek mukavemetli HT300 yüksek kaliteli dökme demirden yapılmıştır ve makul tasarım yapısı, iyi döküm ve işleme işlenebilirliği, yüksek sertlik, iyi sapma direnci ve mükemmel hassas stabilite ile yaşlanma ile işlenmiştir. Portal çerçevesi sol ve sağ kolonlardan, çapraz kirişlerden ve yataktan oluşur. Kolonların alt ucu yatağa sıkıca bağlanır ve kolonların üst ucu, yüksek sertlikte bir portal çerçeve yapısı oluşturmak için çapraz kirişlere sıkıca bağlanır.
Gantry planya freze hakkında detaylı bilgi
Gantry planya frezeleme, düzlem işleme alanında yaygın olarak kullanılan genel amaçlı büyük bir takım tezgahıdır, mevcut takım tezgahı ekipmanlarının çoğu, gantry planya frezeleme kullanmak için yatak işleme. Erken portal planya devre tasarımı esas olarak geleneksel jeneratör seti + DC motor formunu benimser. Bu devre verimliliği son derece düşük olduğundan, gürültü de çok büyüktür. Elektronik teknolojisinin gelişmesiyle birlikte, bu tür tasarım ortadan kaldırılmış, yerini anahtarlamalı relüktans hız kontrol sistemi ve DC hız kontrol sistemi almıştır.
1、Fonksiyon Tanıtımı
Kontrolör PLC fonksiyonuna sahiptir, böylece portal planya freze makinesinin entegre kontrolünü gerçekleştirir. Bir servo kontrol sistemi seti, müşterilere büyük kolaylık sağlayan tüm portal planya freze sistemidir.
1、Tezgah hareketi: nokta, otomatik pozitif ve negatif hareket elde etmek için tezgah motorunun pozitif ve negatif çalışmasını kontrol edin.
2, besleme bıçağı kontrolü: mekanik kutunun mekanik ihtiyaçlarına göre bıçağı, gecikmeli beslemeyi ve servo besleme bıçağı mekanizmasını beslemek için kontrol edilebilir.
3, kiriş kaldırma kontrolü: kirişin kaldırma eylemi, kiriş kilitleme eyleminin gevşemesi ve kaldırma önleme eyleminden sonra kirişin aşağı inmesi dahil olmak üzere kirişin kaldırılmasını kontrol edin.
2、Performans Avantajı
1、Enerji tasarrufu ve gürültü azaltma
Zaman asenkron servo sisteminin benimsenmesi etkili bir şekilde güç tasarrufu sağlayabilir ve gürültüyü azaltabilir. Belirli bir sistemi benimsedikten sonra, motorun verimliliği 90%'den daha fazla artırılabilir ve gürültü, DC sisteminden ve anahtarlamalı relüktans sisteminden çok daha azdır.
2、Güçlü aşırı yük kapasitesi
Sistem, motorun nominal hızının altında 2 kat aşırı yüke izin vererek daha fazla kesme kuvveti ve daha hızlı, daha sorunsuz çalışma sağlar. Hassas kontrol, şok olmadan yön değişimine izin verir.
3. Artan işlevsellik ve gelişmiş performans
Sistemin hız kontrol oranı 1:5000'den fazladır, böylece planyalama, frezeleme ve taşlama entegrasyonu mekanik yapı tasarımının basitleştirilmesi öncülüğünde gerçekleştirilebilir ve makinelerin basitleştirilmesi de mekanik sürünme olgusunu etkili bir şekilde önleyebilir.
Tek kollu planya performans özellikleri
1、Tam otomatik mekanik sıkıştırma, hidrolik gevşetme işlevine sahip kiriş ve dikey freze kafası. Daha yüksek otomasyon derecesi.
2. Freze kafası, daha düzgün kesim için dahili bir volan ile donatılmıştır.
3 、 Dikey freze kafasının kiriş üzerindeki hareketi, yan freze kafasının kolon üzerindeki yukarı ve aşağı hareketi ve çalışma tablası iş beslemesinin tümü, makul kesme parametrelerinin seçimine elverişli olan ve kullanımı daha uygun olan frekans dönüştürme kademesiz hız düzenlemesini benimser.
4、Çalışma masası, yatak kılavuz rayının aşınmasını ve yıpranmasını azaltabilen yeni aşınmaya dayanıklı yapışkan plastik kılavuz ray teknolojisini benimser.
5、Çalışma masası sonsuz dişli ve sonsuz çubuk iletimini benimser, hareket daha yumuşaktır (6M'nin altında ipek çubuk iletimini benimser).
6, yağ ile yağlanmış bağımsız yağ oluğuna sahip masa sonsuz solucanı, bağımsız yağ tankı özel yağlama pompası yağlamalı masa kılavuzu (kılavuz yağlayıcının temizliğini sağlayabilir), bağımsız piston pompası yağlamalı freze kafası, kiriş kolon kılavuzu ve manuel pompa yağlamalı kiriş kolon vidası, tüm makine iyi bir aşınmayı azaltan yağlama performansına sahiptir.
7, yatak ve kiriş kılavuz rayı süper ses söndürme ısıl işlemini benimser, aşınmaya dayanıklı performans büyük ölçüde iyileştirilir.
8、Kiriş kılavuzu, kiriş üzerinde hareket eden freze kafasının oluşturduğu deformasyonu ortadan kaldırabilen anti-deformasyon taşlama işlemini benimser.
Tek kollu planya işletim prosedürleri:
Portal planyalar için aşağıdaki genel hükümleri dikkatlice uygulayın:
1, iş parçası, tablanın deformasyonuna neden olan eşit olmayan kuvveti önlemek için tabla kuvveti eşit olacak şekilde kurulmalıdır.
2、İş parçası yüklendikten sonra, çalışmadan önce çarpışma olmadığını ve hareket ve yön değişiminde sorun olmadığını kontrol etmek için tabla düşük hızda hareket ettirilmelidir.
3. Masa çalışması ve kiriş kaldırmaya aynı anda izin verilmez. Çapraz kirişin her inişinden sonra, vida somununun boşluğunu gidermek için biraz daha yükselmelidir.
4, tabla hareketi, genellikle tam strokun üçte birinden az olmamalıdır, en uzun strokun kullanımı, hız daha düşük olmalıdır, böylece ters taşma stroku 100 mm'den büyük olmamalıdır.
5、Masa çalışırken, çalıştırmak veya diğer ayarlama işlerini yapmak için masa yüzeyinde durmak kesinlikle yasaktır.
Portal planyalar için aşağıdaki özel boncuk hükümlerini dikkatlice uygulayın:
(1) Tek kollu planya:
1、İş parçasının genişliği tablanın genişliğini aştığında, iş parçasının ağırlık merkezinin tablanın merkezine olan uzaklığı tablanın genişliğinin 1/4'ünden fazla olmamalıdır.
2、Çalışmadan sonra, tabla makinenin orta konumunda durdurulmalı, kirişin yan takım tutucusu en alt konuma indirilmeli ve dikey takım tutucu standın ucuna yerleştirilmelidir.
(2) Gantry planya makinesi:
Çalışmadan sonra, tabla makinenin orta konumuna park edilmeli, kiriş ve yan takım tutucu en alt konuma indirilmeli ve iki dikey takım tutucu kolonun her iki tarafına yerleştirilmelidir.























