
Alüminyum TIG ve MIG Kaynak Prosesi: Teknoloji Karşılaştırması, Çalışma Noktaları ve Sektör Uygulamaları
Yayınlanma Tarihi:2025-05-17 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:12316
Makale kataloğu[Gizli]
Alüminyum kaynağının zorlukları ve önemi
Alüminyum alaşımları, hafiflikleri, yüksek mukavemetleri ve korozyon dirençleri nedeniyle otomotiv, havacılık ve gemi inşa uygulamalarında yaygın olarak kullanılmaktadır. Ancak yüksek termal iletkenliği, kolay oksitlenmesi ve termal çatlaklara karşı hassasiyeti, kaynak işlemini ciddi zorluklarla karşı karşıya bırakmaktadır. Örneğin, yeni enerji araçları için batarya tepsileri söz konusu olduğunda, kaynağın hem yüksek mukavemetli hem de gaz sızdırmaz olması gerekir, bu da geleneksel işlemlerle karşılanması zordur ve TIG ve MIG kaynak teknolojileri bunun için etkili bir çözüm sağlar.
Alüminyum özellikler:
küçük yoğunluk:: Alüminyum alaşımları yaklaşık 2,7 g/cm3 ile çelik ve bakırdan daha az yoğundur, bu nedenle alüminyum alaşımlı ürünler aynı hacimdeki çelik ürünlerden daha hafiftir.
yüksek mukavemetli: Alüminyum alaşımları, ısıl işlemle önemli ölçüde artırılabilen yüksek mukavemet ve sertliğe sahiptir.
İyi iletkenlik: Alüminyum alaşımları saf bakır ve çelikten daha iyi elektrik iletkenliğine sahiptir ve teller ve kablolar gibi iletken malzemeler yapmak için kullanılabilir.
İyi korozyon direnci: Alüminyum alaşımının yüzeyi kolayca iyi korozyon direncine sahip yoğun bir oksit filmi oluşturabilir.
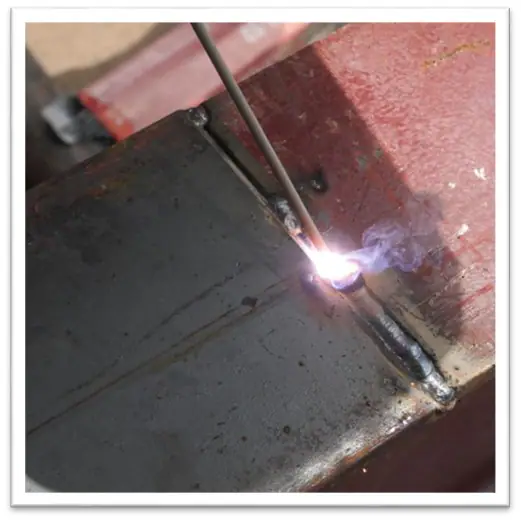
Ayrıntılı olarak TIG kaynak teknolojisi
Süreç prensibi ve ekipman yapılandırması
TIG kaynağı (tungsten inert gaz korumalı kaynak), inert gazın (argon veya helyum) koruması altında erimiş bir havuz oluşturmak için erimeyen bir tungsten elektrot kullanır. AC TIG kaynak makinesi, Seri 6 (örn. 6061) ve Seri 5 (örn. 5052) alüminyum alaşımlarının kaynağı için uygun olan katodik kırma etkisi ile alüminyum alaşımının yüzeyindeki oksit filmini (Al₂O₃) etkili bir şekilde kaldırabilir.
Çalışma noktaları ve parametre ayarları (6061 alüminyum alaşımı örnek alınarak)
- Kaynak öncesi işlem:
- Yağ kirliliğini gidermek için aseton temizliği, paslanmaz çelik tel fırça mekanik zımparalama oksidasyon tabakası (karbon kirliliğini önlemek için yasaklanmış zımpara kağıdı).
- Kaynak parametreleri:
- Akım: 80-200A (AC darbe modu, 30% için temel akım hesapları).
- Tungsten elektrot: Seryum tungsten elektrot (çap 2,4 mm, uç 30° koni açısında taşlanmış).
- Koruyucu gaz: argon (saflık ≥99.99%), akış hızı 10-12L/dak.
- Dolgu teli seçimi: ER4043 (silikon içeriği 5%, iyi çatlama direnci) veya ER5356 (magnezyum içeriği 5%, yüksek mukavemet).
Güçlü yönler ve sınırlamalar
- kesme kenarı: Güzel, sıçramasız kaynak dikişleri, ince plakalar (1-3 mm) ve hassas bileşenler (örn. elektronik ısı alıcıları) için uygundur.
- bir şeyi belirlenen sınırlar içinde kısıtlamak: Yavaş kaynak hızı (yaklaşık 0,3 m/dak) ve yüksek işçilik maliyetleri.
Ayrıntılı olarak MIG kaynak teknolojisi
Süreç prensibi ve ekipman seçimi
MIG kaynağı (eritme elektrotlu inert gaz korumalı kaynak), orta kalınlıktaki plakaların kaynağı için uygun olan sürekli bir tel besleme mekanizmasına sahiptir. İtme-çekme tel besleme sistemi, alüminyum alaşımlı tellerin (örneğin ER5183) yumuşaklığından kaynaklanan zayıf tel besleme sorununu çözer. Gaz karışımı (Ar+He) ark stabilitesini artırır ve gözenekliliği azaltır.
Çalışma noktaları ve parametre ayarları (5083 alüminyum alaşımı örnek alınarak)
- Kaynak öncesi işlem:
- Kalın plakaların (>10mm) 80-120°C'ye kadar ön ısıtmaya tabi tutulması gerekir (termal çatlama riskini azaltmak için).
- Eğim tasarımı: V eğim (açı 60°-70°), künt kenar 1-2mm.
- Kaynak parametreleri:
- Akım: 220-260A (çift darbe modu, sıçramayı azaltmak için düşük frekanslı darbe).
- Voltaj: 24-26V, tel besleme hızı 8m/dak.
- Koruyucu gaz: Ar (80%) + He (20%), akış hızı 18-20L/dak.
Güçlü yönler ve sınırlamalar
- kesme kenarı: Yüksek verimlilik (1,2 m/dk'ya kadar hız), otomotiv şasisi gibi uzun kaynak dikişlerinin seri üretimi için uygundur.
- bir şeyi belirlenen sınırlar içinde kısıtlamak: Sıçrama kontrolü zordur (darbe parametrelerinin optimize edilmesi gerekir) ve ekipmana yapılan ilk yatırım yüksektir (robotik sistem için yaklaşık 500.000 $).
TIG vs MIG: Proses Seçim Kılavuzu
| karşılaştırma terimi | TIG kaynağı | MIG kaynağı |
|---|---|---|
| Uygulanabilir kalınlık | 1-6mm (tabaka) | 3-25mm (orta ve kalın plakalar) |
| Kaynak kalitesi | Yüksek hassasiyet, sıçrama yok | Yüksek verimlilik, sıçrama kontrolü |
| (imalat, üretim vb.) maliyetler | 60%'nin yüzdesi olarak işçilik maliyetleri | Ekipman ve sarf malzemeleri maliyet payı 70% |
| ti̇pi̇k uygulama | Havacılık ve uzay kaplamaları, elektronik muhafazalar | Gemi güverteleri, otomotiv yapısal parçaları |
Kaynak Hatalarını Önleme, Kontrol ve Muayene Standartları
5.1 Yaygın kusurlara yönelik çözümler
- hava kabarcığı: Koruyucu gazın saflığından emin olun (argon çiğlenme noktası ≤ -50°C) ve kaynaktan önce ana metali iyice temizleyin.
- termal çatlak: Yüksek Mg içerikli (Mg/Si>1.5) ER5356 teli seçin ve ara katman sıcaklığını <100 ℃ kontrol edin.
- kaynaşmamış: 10%-15% akımını artırın ve kaynak hızını 0,8 m/dak'ya düşürün (MIG kaynağı).
5.2 Tespit yöntemleri
- Görsel denetim (VT): ISO 10042 referans alınarak kaynak yüzeyindeki çatlakların ve kenarların tespiti.
- X-ray kontrolü (RT): AWS D1.2 gerekliliklerine göre, hava deliklerinin çapı ≤ 1,5 mm'dir.
6. Sıkça Sorulan Sorular (SSS)
S1: TIG kaynağı alüminyum alaşımlarının DC güç ile kaynağında kullanılabilir mi?
- HAYIR! DC TIG oksit filmini parçalamaz, AC güç kullanılmalıdır.
S2: MIG kaynağında yüksek sıçrama sorunu nasıl çözülür?
- Çift darbe moduna geçin, tepe akımını azaltın (örnek: 300A'dan 260A'ya) ve helyum oranını 30%'ye yükseltin.
S3: Kaynak sonrası ısıl işlem gerekli midir?
- 6 serisi alüminyum alaşımlarının (6061 gibi) mukavemetini geri kazanmak için kaynaktan sonra çözelti işlemine tabi tutulması gerekir (530 ℃ × 2 saat su verme + 180 ℃ × 8 saat yaşlandırma).























