
Sürtünme kaynağı işleminin tüm sürecinin derinlemesine analizi
Yayınlanma Tarihi:2025-03-08 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:11004
Makale kataloğu[Gizli]
Sürtünme kaynağı tanımı
Sürtünme kaynağı, bir basınçlı kaynak yönteminin güvenilir bir bağlantısını elde etmek için malzemenin göreceli sürtünmesi tarafından üretilen ısıyı elde etmek için kaynağın göreceli sürtünme hareketinin kullanılmasıdır. Kaynak işlemi basınç etkisi altındadır, sürtünme arasında kaynak yapılacak malzemenin göreceli hareketi, böylece arayüz ve yakındaki sıcaklık yükselir ve termoplastik bir duruma ulaşır, üst dövme kuvvetinin rolü ile arayüzey oksidasyon filmi kırılır, malzeme plastik deformasyona uğrar ve metalurjik reaksiyonun difüzyonu ve yeniden kristalleşmesi ve eklemlerin oluşumu elemanlarının arayüzü boyunca akar.
Sürtünme kaynağı prensibi
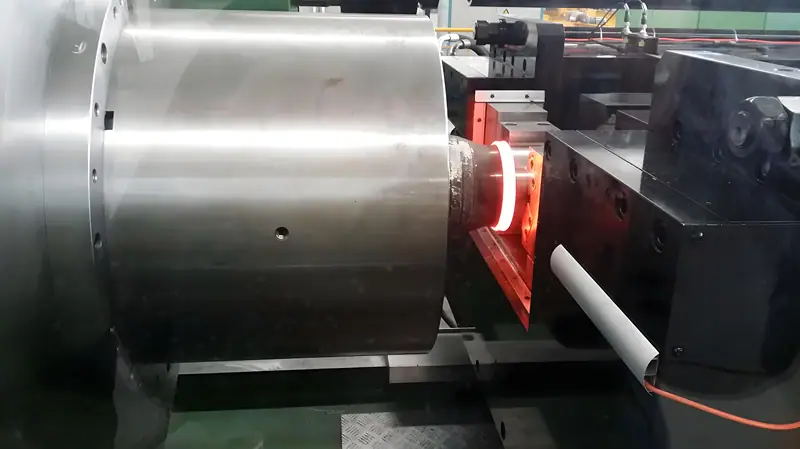
Dairesel kesitli iki metal iş parçası, sürtünme kaynağından önce döndürülebilen bir aynaya ve ileri hareket ettirilebilen ve basınçlandırılabilen bir aynaya sıkıştırılır. Kaynak başlangıcında, iş parçası 1 yüksek hızda döndürülür, iş parçası 2 iş parçası 1 yönünde hareket ettirilir ve temas ettirilir ve sürtünme ısıtma işlemini başlatmak için yeterince büyük sürtünme basıncı uygulanır. Bir süre sürtünmeden sonra, birleştirme metalinin sıcaklığı kaynak sıcaklığına ulaşır, iş parçası 1'in dönüşünü durdurur ve aynı zamanda iş parçası 2, üst dövme basıncını uygulamak için hızla hareket eder, böylece üst dövme deformasyonunu üretir ve kaynağı tamamlar.
Sürtünme kaynağı sınıflandırması
Sürtünme kaynağının birçok yöntemi vardır, genellikle kaynak parçasının göreceli hareketine ve işlemin özelliklerine göre kategorize edilir, ana yöntemler şunlardır:
- Sürekli tahrikli sürtünme kaynağı
- Faz kontrollü sürtünme kaynağı
- atalet sürtünme kaynağı
- sürtünme karıştırma kaynağı
- Gömülü sürtünme kaynağı
- Üçüncü gövdenin sürtünme kaynağı
- Sürtünme kaplaması
Sürekli sürtünme kaynağı
Sürtünme basıncının etkisi altında, kaynaklı arayüzler birbirleriyle temas eder, göreceli hareket yoluyla sürtünme, böylece mekanik enerji termal enerjiye dönüştürülür, sürtünme ısısı arayüzlerdeki oksitleri çıkarmak için kullanılır ve üst dövme kuvvetinin etkisi altında güvenilir bir bağlantı oluşturulur. Bu, yaygın bir sürtünme kaynağı türüdür, kaynak işleminde, iş parçası, belirtilen sürtünme süresine veya sürtünme deformasyonuna ulaşana kadar sabit bir hızda dönen iş mili motoru tarafından sürekli olarak tahrik edilir, iş parçası hemen dönmeyi durdurur ve üst dövme kaynağı.
atalet sürtünme kaynağı
İş parçasının dönen ucu volana sıkıştırılır ve kaynak işlemi volanı ve iş parçasının dönen ucunu belirli bir dönme hızına hızlandırarak başlar, ardından volan ana motordan ayrılır ve iş parçasının hareketli ucu sürtünme ısıtmasını başlatmak için ileri doğru hareket eder. Volan sürtünme torku tarafından frenlenir, hız kademeli olarak düşürülür ve hız sıfır olduğunda kaynak işlemi sona erer.
faz sürtünme kaynağı
Esas olarak altıgen çelik, sekizgen çelik, otomotiv kumanda kolları vb. gibi iş parçasının göreceli konum gereksinimleri için kullanılır, çatalların kaynaktan sonra hizalanmasını, gereksinimleri karşılamak için sağ veya faz yönünü gerektirir. Ana yöntemler şunlardır:
- Mekanik senkronize faz sürtünme kaynağı
- Pim Bağlantısı Sürtünme Kaynağı
- Senkronize tahrikli sürtünme kaynağı
Radyal sürtünme kaynağı
Kaynak yapılacak boru, borunun içinde bir mandrel ile pahlanır, kaynak sırasında iki boruya radyal sürtünme basıncı uygulayan ve sürtünme ısıtmasının sonunda üst dövme basıncı uygulanan, pahlanmış bir yüzeye sahip döner bir halka ile donatılmıştır.
Sürtünme kaplaması
Kaplama metali yuvarlak çubuk yüksek hızda döner ve ana metal üzerinde sürtünme basıncı uygular. Ana metalin büyük hacmi nedeniyle, termal iletkenlik iyidir ve soğutma hızı hızlıdır. Böylece sürtünme yüzeyi kaplama metali ve ana metal arayüzünden kaplama metali tarafına geçer. Aynı zamanda, kaplama metali yoğunlaşır ve kaplama kaynak etini oluşturmak için ana metale geçer. Ana metal kaplama metal çubuğuna göre döndüğünde veya hareket ettiğinde, ana metal üzerinde bir yüzey kaynağı oluşur.
doğrusal sürtünme kaynağı
Kaynak yapılacak iki iş parçası sabit, diğeri ileri geri hareket için belirli bir hızda veya göreceli ileri geri hareket için iki iş parçası, arayüz sürtünmesinin iki iş parçasının basıncının etkisi altında, kaynak elde etmek için ısı üretir.
sürtünme karıştırma kaynağı
Büyük miktarda sürtünme ısısının kenarına bağlı iki kaynağın dönüşünü ayarlamak için karıştırma kafasının kenarına bağlı iki kaynaklı malzemenin derinliklerine dönen karıştırma iğnesinin belirli bir şeklinden yapılmış yüksek sıcaklığa dayanıklı sert bir malzeme olacaktır, bu da metalin plastik yumuşamasının bağlantısında üretilen metalin plastik yumuşamasının plastik yumuşamasının plastik yumuşamasının karıştırma kafasındaki alanın karıştırma etkisi altında, ekstrüzyon ve karıştırma kafası ile kaynak boyunca dönerek plastik bir metal akışı oluşturmak için geriye doğru akar ve kafayı soğutma işleminden ve ekstrüzyondan ve katı faz kaynaklı bağlantıların oluşumundan uzaklaştırır. Plastik yumuşatılmış bölge, karıştırma kafasının etkisi altında karıştırılır ve sıkıştırılır ve karıştırma kafasının dönüşü ile kaynak dikişi boyunca geriye doğru akar, plastik bir metal akışı oluşturur ve karıştırma kafasının ayrılmasından sonra soğutma işleminde, katı faz kaynaklı bir bağlantı oluşturmak için sıkıştırılır.
Orbital sürtünme kaynağı
Orbital sürtünme kaynağı, esas olarak dairesel olmayan kesitli iş parçasının kaynağı için kullanılan yeni geliştirilmiş bir kaynak yöntemidir. Doğrusal yörünge sürtünme kaynağı iş parçası, titreşim hızının gerekli değere ulaşmasını sağlamak için belirli bir genlik ve frekans ile düz bir yol boyunca, böylece kaynak yüzeyinin göreceli tekrarlanan titreşim sürtünmesi yapmasını sağlar. Kaynak yüzeyinin sürtünmenin göreceli hareketini yapmasını sağlamak için dairesel yörünge boyunca aynı yarıçap ve hıza sahip her kütlenin dairesel yörünge sürtünme kaynağı iş parçası. Ek yeri kaynak sıcaklığına kadar ısıtıldığında, iş parçasının sürtünme hareketi durdurulur ve üst kaynak yapılır.
Sürtünme kaynak işlemi
Süreç özellikleri
vantage:
- Kısa kaynak yapım süresi ve yüksek verimlilik.
- Küçük kaynak distorsiyonu, kaynak sonrası yüksek boyutsal doğruluk.
- Yüksek derecede mekanizasyon ve otomasyon, istikrarlı kaynak kalitesi.
- Her türlü benzer olmayan malzemenin kaynağı için uygundur ve geleneksel eritme altında kaynaklanamayan alüminyum-çelik, alüminyum-bakır, titanyum-bakır, metaller arası bileşikler-çelik vb.
- Aynı ve farklı çaplardaki çubuk ve boruların kaynağı mümkündür.
- Kaynak duman, ark ışığı ve zararlı gazlar üretmez ve çevreyi kirletmez.
Dezavantajlar.
1. Dairesel olmayan kesitlerin kaynaklanması daha zordur ve gerekli ekipman karmaşıktır; ayrıca disk şeklindeki ince parçaların ve ince duvarlı boru bağlantı parçalarının kaynaklanması daha zordur çünkü kelepçelenmeleri kolay değildir.
2. Şekli ve montaj konumu önceden belirlenmiş bileşenler için sürtünme kaynağı gerçekleştirmek zordur.
3. Bağlantılar aşınmaya eğilimlidir ve kaynaktan sonra işlenmelidir.
4. Sıkıştırma parçasının çizikler veya sıkıştırma izleri oluşturması kolaydır
Sürtünme kaynak işlemi
Sürtünme kaynağı, sürtünme ısısı ve mekanik kuvvetler kullanılarak malzemelerin metalürjik olarak birleştirilmesine dayanan oldukça verimli bir katı hal birleştirme tekniğidir. Süreç, iş parçasının hassas bir şekilde sabitlenmesiyle başlar - genellikle iş parçasının bir tarafı bir fikstürde güvenli bir şekilde tutulurken, diğer tarafı temas yüzeylerinin temiz ve düz olmasını sağlamak için bir döner sürücüye bağlanır. Makine etkinleştirildiğinde, dönen iş parçası eksenel basınç altında sabit parça ile yakın temasa girer ve yüksek hızlı sürtünme, arayüzde anında yüksek sıcaklıklar üretir, bu da malzemeye hızla nüfuz eder ve onu plastik bir duruma getirir. Bu işlem sırasında sürtünme sadece yüzeydeki oksit tabakasını parçalamakla kalmaz, aynı zamanda metal kafesin dinamik olarak yeniden kristalleşmesini sağlayarak akan yumuşatılmış bir tabaka oluşturur. Sıcaklık kritik noktaya ulaştığında, ekipman kararlı bir şekilde dönmeyi durdurur ve ardından üst dövmeye daha fazla basınç uygular, bu sırada yumuşatılmış malzeme sanki ekstrüzyon füzyonu gibi dövülmüş gibi, mikroskobik düzeyde atomik difüzyon ve tane sınırı göçü, bağlantı yüzeyindeki kusurları tamamen ortadan kaldırır, yoğun ve kusursuz kaynaklı bağlantıların oluşumu. Soğutulduktan ve şekillendirildikten sonra, kaynak neredeyse deformasyonsuzdur ve mukavemeti ana malzemenin mukavemetini bile aşabilir.
Yaygın Sürtünme Kaynağı Ekipmanları

Geleneksel sürtünme kaynağı ekipmanı
Geleneksel sürtünme kaynak ekipmanı, çekirdeği bir iş mili güç modülü, bir hidrolik basınç cihazı ve bir akıllı kontrol sisteminden oluşan mekanik bir tahrik sistemi aracılığıyla yüksek hassasiyetli bir basınç kontrol mekanizmasına sağlam bir şekilde bağlanır. Ekipman, şaftların, boruların ve şekilli iş parçalarının sıkıştırma gereksinimlerine esnek bir şekilde uyarlanabilen, otomotiv üretim alanındaki önemli motor bileşenlerinin verimli kaynağını gerçekleştiren ve askeri alanda yüksek mukavemetli alaşımlı malzemelerin güvenilir bağlantısını tamamlamak için gerçek zamanlı izleme sistemine dayanan modüler tasarımı benimser. Geleneksel kaynak işlemiyle karşılaştırıldığında, ekipman enerji tüketimi kontrolü ve bağlantı kalitesinde önemli avantajlara sahiptir, çok sensörlü füzyon teknolojisi ile havacılık, demiryolu taşımacılığı ve diğer endüstrilerin hassas kaynak gereksinimlerini karşılayabilir, seri endüstriyel üretim için temel ekipman haline gelebilir.
Sürtünme Karıştırma Kaynak Ekipmanları
Sürtünme Karıştırma Kaynağı (FSW) ekipmanı, katı hal birleştirme prensibine dayalı olarak geliştirilen gelişmiş bir kaynak ekipmanıdır ve temel yeniliği, malzemelerin plastik akışını ve metalurjik bağlanmasını sağlamak için özel karıştırma kafasının kullanılmasında yatmaktadır. Ekipman temel olarak yüksek sertlikte bir gövde, bir döner tahrik sistemi, hassas bir sıcaklık kontrol modülü ve üç boyutlu bir kuvvet-pozisyon algılama ünitesinden oluşur. Karıştırma iğnesi ve omuzun sinerjik etkisi sayesinde, alüminyum alaşımları ve magnezyum alaşımları gibi yüksek erime noktalı malzemelerin eritmeye gerek kalmadan sorunsuz bir şekilde birleştirilmesi sağlanabilir. Geleneksel sürtünme kaynağı ile karşılaştırıldığında, bu teknoloji ince levha kaynağının kalitesini önemli ölçüde artırır, havacılık alanında deri iskeletin entegre kalıplanmasını gerçekleştirir ve yeni enerji araçları için pil tepsilerinin üretiminde yaygın olarak kullanılır ve kaynak dikişinin mukavemeti ana malzemenin 95%'sinden daha fazlasına ulaşabilir. En yeni ekipman, kaynak parametrelerini dinamik olarak ayarlayabilen ve benzer olmayan malzemeler (örneğin alüminyum / bakır, alüminyum / çelik) için birleştirme teknolojisinin darboğazını başarıyla aşabilen görsel rehberlik ve uyarlanabilir kontrol algoritmalarını entegre eder.























