
Çin alüminyum dökümlerindeki 10 yaygın kusurun envanteri ve kök neden araştırma çözümleri
Yayınlanma Tarihi:2026-04-21 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:1856
Özet:
Çin alüminyum dökümlerini satın almak genellikle gözeneklilik, büzülme veya çatlaklar gibi kalite sorunlarıyla mı karşılaşıyor? Ningbo He Xin kıdemli mühendisleri tarafından hazırlanan bu makale, 10 çeşit alüminyum dökümün fiziksel özelliklerinin ve temel nedenlerinin ortak kusurlarının derinlemesine analizini içermektedir. Daha bilimsel kabul standartları oluşturmanıza ve hurda oranını etkili bir şekilde azaltmanıza yardımcı olmak için kalıp döküm sürecinden, kalıp tasarımından ve diğer temel hususlardan kaynaklanan gizli sorunları nasıl doğru bir şekilde tespit edeceğinizi anlayın.
Makale kataloğu
- Çin'deki alüminyum dökümlerde sık görülen kusurlara genel bakış ve hızlı tanımlama
- Çin'deki alüminyum döküm kalitesi neden ayrı bir tartışmayı hak ediyor?
- Porozite ve İğne Deliği Kusurlarının Nedenleri ve Önlenmesi
- X-ray ve kesit incelemesi ile gözeneklilik türleri arasında nasıl ayrım yapılır?
- Büzülme ve gevşeme kusurlarının oluşum mekanizması ve süreç kontrolü
- Soğuk segregasyon ve alt dökme kusurlarının kök neden analizi
- Cüruf ve İnklüzyon Kusurlarının Kaynakları ve Temiz Eriyik Yönetimi
- Çatlak Kusurları Sıcak ve Soğuk Çatlakların Belirlenmesi ve Önlenmesi
- Boyutsal sapmaların ve deformasyon sorunlarının sistemik nedenleri
- Yüzey kusurları Akış izleri, soğuk çekirdekler, kalıp yapışması ve çukurlar
Çin Dökümcüler Birliği 2023 yıllık endüstri raporuna göre, alüminyum döküm kusurlu ürün sorunlarının yaklaşık 18.7%'si gözeneklilik, büzülme ve inklüzyonlar olmak üzere üç tür kusurda yoğunlaşmaktadır ve yeniden çalışmanın kümülatif maliyetinin neden olduğu bu üç tür kusur, döküm tesisinin yıllık kalite kaybının 60%'sinden fazlasını oluşturmaktadır. Bu makalede, alıcıların ve proses mühendislerinin sorunun kaynağını hızlı bir şekilde bulmalarına yardımcı olmak için, eriyik yönetiminden, kalıp tasarımından proses parametrelerine kadar Çin alüminyum dökümlerinin 10 tipik performansının ortak kusurlarını sistematik olarak sıralıyoruz.
İster yeni bir Çinli basınçlı döküm tedarikçisini değerlendiriyor olun, ister gelen bir parti anormal dökümle uğraşıyor olun, aşağıdaki katalog, belirtilere göre doğrudan ilgili çözüme atlamanıza olanak tanır.
Çin'deki alüminyum dökümlerde sık görülen kusurlara genel bakış ve hızlı tanımlama
Çinli tedarikçilerden alüminyum döküm tedarik ederken, 80% veya daha fazla iade anlaşmazlığı on kusur kategorisine odaklanmaktadır. Bu hızlı kontrol listesi, meydana gelme sıklığına göre sıralanmıştır:Gözeneklilik, büzülme, büzülme delikleri, soğuk ayrışma, alt dökme, cüruf sıkışması, kum sıkışması, çatlaklar, deformasyon, boyutsal sapma. Bu on maddede uzmanlaşmak, gelen kalite kontrol anlaşmazlık senaryolarının büyük çoğunluğunu kapsayacaktır.
2023"te bir Ningbo basınçlı döküm tesisinin PPAP raporunu denetlediğimde, 2.000 ADC12 braketten oluşan tek bir partide, gözeneklilik toplam kusur sayısının 471 TP3T'sini, soğuk ayrışma 211 TP3T'sini ve boyutsal sapma 141 TP3T'sini oluşturuyordu - bu, Kuzey Amerika Basınçlı Döküm Birliği (NADCA) tarafından yayınlanan sektördeki tipik kusur dağılımıyla neredeyse aynıdır. dağılımı neredeyse aynıdır. Başka bir deyişle, Çin alüminyum dökümlerinin ortak kusurları "Çin özellikleri" değil, sürecin fiziksel yasasıdır, anahtar hız ve kök neden izleme yeteneğini tanımlamaktır.
On kusur türünün hızlı kontrol listesi
| kusurlu | Tipik konum | Çıplak gözle görülebilir mi? | Tercih Edilen Tespit Yöntemleri |
|---|---|---|---|
| Stoma (Gözeneklilik) | Kalın duvarlı, son katılaşma bölgesi | Dilimlendikten sonra görülebilir | Röntgen / BT |
| Büzülme gözenekliliği | sıcak eklem | 否 | X-ray + Dansitometri |
| Büzülme boşluğu | merkezi ısı ünitesi (örn. güneş enerjisi) | Parçalara ayrılmış ve görünür | X-ışını |
| Soğuk kapatma | Kapıdan uzakta ince duvarlar | yüzey çizgilenmesi | Görselleştirme + Penetrasyon PT |
| Su Altında Kalma (Misrun) | Uçta ince duvarlı | 是 | görselleştirme |
| Cüruf katılımı | Üst yüzey, yükselticinin altında | benekli gri ve siyah | X-ışını + metalografi |
| Kum katılımı | İç ve dış kum kalıplı parçalar | 是 | Görsel + PT |
| Çatlak | Keskin köşeler, duvar kalınlığında ani değişiklikler | kısmen görünür | PT / MT |
| Distorsiyon | Genel olarak uzun ince parçalar | 是 | Üç koordinatlı CMM |
| Boyutsal sapmalar | Ayırma yüzeyleri, çekirdek çekme | 否 | CMM + Tapa Göstergesi |
Pratik tavsiye: bu tabloyu yazdırın ve IQC istasyonuna yapıştırın, ASTM E155 referans filmi ile acemi kalite denetçileri bir hafta içinde bağımsız olarak değerlendirilebilir. Sonraki bölümlerde kök nedenler teker teker ele alınmaktadır.
Çin'deki alüminyum döküm kalitesi neden ayrı bir tartışmayı hak ediyor?
Çin, küresel alüminyum döküm üretiminin 45%'den fazlasını gerçekleştirmektedir (Çin'in Statista Küresel Alüminyum Endüstrisi Verileri ), ancak endüstriyel yapıdaki aşırı parçalanma - yıllık 100.000 ton üretim kapasitesine sahip büyük gruplardan yıllık birkaç yüz ton üretim kapasitesine sahip kasaba dökümhanelerinin bir arada bulunmasına kadar - Çin alüminyum dökümlerinde yaygın kusurlara yol açmıştır belirgin süreç tabakalaşma özellikleri göstermektedir.
Basınçlı döküm (HPDC) Yangtze Nehri Deltası ve Pearl Nehri Deltası'nda yoğunlaşmıştır, ekipman yatırım eşiği yüksektir, otomasyon derecesi nispeten liderdir, ancak gözeneklilik ve soğuk ayırma hala en zor sorundur; yerçekimi döküm ve düşük basınçlı döküm çoğunlukla Shandong, Hebei'de bulunur, ilkel ekipmanlara sahip atölyelerin oranı hala yüksektir; kum döküm, küçük iç fabrikalara çok sayıda dış kaynak kullanımıdır, döküm kumunun yeniden kullanımı çok yüksektir ve bu da kum kamalarının sık sık ortaya çıkmasına neden olur.
Tedarik zinciri düzeyinde, kullanılan geri dönüştürülmüş alüminyum ADC12 oranı 60% veya daha yüksekken, bazı küçük ve orta ölçekli fabrikalar fiyatı düşük tutmak için spektroskopik yeniden testten geçmemiş hurda alüminyum hammaddeleri kullanmaktadır. Bir Alman müşterimin 2024 yılında Ningbo çevresindeki 5 aday fabrikayı denetlemesine yardımcı olduğumda, 3 fabrikadaki alüminyum sıvısının hidrojen içeriğinin 0.25ml/100g'ı aştığını (endüstri güvenlik çizgisi 0.15'tir) buldum, bu da tüm ürün grubunun röntgeninin neden yoğun bir iğne deliği konsantrasyonu gösterdiğini doğrudan açıklıyor.
"Büyük fabrikaların başı çektiği ve küçük fabrikaların tabanı desteklediği" bu endüstriyel ekolojiyi anladığımızda, denizaşırı alıcıların karşılaştığı kusurların neden coğrafi ortaklıklara sahip olduğunu anlamak mümkündür - bir sonraki bölümdeki gözeneklilik sorunu bu tedarik zinciri tabakalaşmasının tipik bir ürünüdür.
Porozite ve İğne Deliği Kusurlarının Nedenleri ve Önlenmesi
Basit bir cevap:Alüminyum döküm porozitesi üç kategoriye ayrılır - hidrojen porozitesi (yuvarlak, iç duvar parlak), poroziteye dahil (düzensiz, iç duvar oksidasyonu koyu), iğne deliği (çap <1mm yoğun dağılım). İyileştirmenin anahtarı, eriyik hidrojen içeriğinin 0,15 mL/100g Al'ın altında, döner gaz giderme hızının 8-12 dakika boyunca 350-450 rpm, kalıp egzoz yuvasının derinliğinin 0,08-0,15 mm, atölyedeki bağıl nemin 65%'nin altında olmasıdır. Bu dört endeksten herhangi birinin kontrol dışı olması, Çin'in alüminyum dökümlerindeki yaygın kusurlardaki gözeneklilik sorununun doğrudan tetikleyicisidir.
Üç tip stomanın ayrımı ve nedenleri
- hidrojen deliği: Alüminyum sıvıları yüksek sıcaklıklarda hidrojeni emer ve katılaştığında çökeltir. Hidrojen çözünürlüğü her 100°C artışta iki katına çıkar (ASM International Alüminyum Alaşımları broşürüne bakınız). 760°C'nin üzerindeki erime sıcaklıkları yüksek risk işaretidir.
- invaginating stomata: Şarj hızı çok hızlı veya yaygın düşük uçlu kalıp döküm tesisinin neden olduğu kapı türbülansı yolluk simülasyonu yapmadı.
- iğne deliği: Genellikle hidrojen + "bal peteği" kırığı ile birlikte hareket eden oksitlenmiş inklüzyon izleri.
Uygulanabilir süreç kontrol göstergeleri
2024'te Foshan'da orta ölçekli bir basınçlı döküm tesisinde proses denetimi yaparken, ADC12 eriyik hidrojen içeriğinin 0,32 mL/100g olarak ölçüldüğünü tespit ettim - endüstri limitinin neredeyse iki katı. Bir Foseco FDU döner gaz giderici taktıktan ve argon akış hızını 8 L/dk'dan 15 L/dk'ya çıkardıktan sonra, parti gözenekliliği 7,81 TP3T'den 1,21 TP3T'ye düştü ve tek bir ayda yeniden işleme maliyetlerinde yaklaşık 140.000 RMB tasarruf sağladı.
Çevresel faktörler genellikle hafife alınır: yağmur mevsimi sırasında Güney Çin'deki atölyede nem 85% veya daha fazlasına ulaşabilir ve fırın kaplamasının ve dökme potasının yetersiz pişirilmesi (200°C x 4 saat önerilir) doğrudan su buharı ayrışmasından kaynaklanan hidrojeni ortaya çıkarır. Bu, aynı bitkinin ilkbahar ve sonbaharda sabit bir verime sahip olmasının ve yazın ani bir düşüş göstermesinin temel nedenidir.
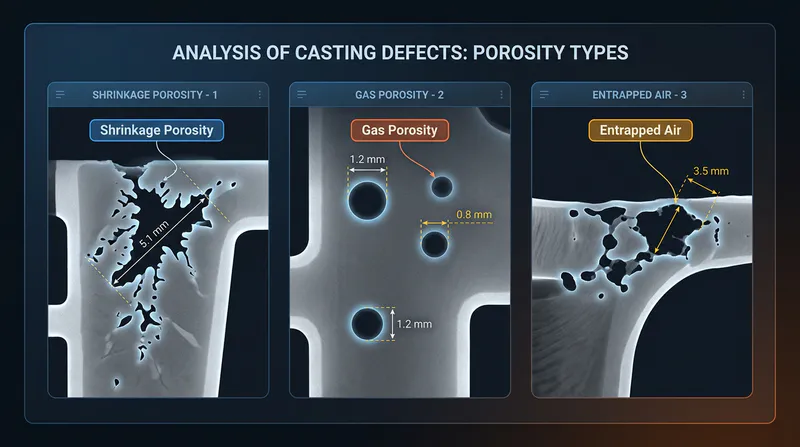
X-ray ve kesit incelemesi ile gözeneklilik türleri arasında nasıl ayrım yapılır?
düz cevap: Sadece görsel inceleme veya "aşırı gözeneklilik" gibi genel bir etiketleme ile temel nedeni bulmak mümkün değildir. Doğru yaklaşım, dağılım modelini X-ray (RT) ile taramak ve ardından gözenek duvarının özelliklerini gözlemlemek için şüpheli parçaların metalografik kesitini yapmaktır - hidrojen gözenekleri parlak gözenek duvarları ile küreseldir; haddelenmiş gözenekler oksitlenmiş siyah gözenek duvarları ile düz veya yırtıktır; ve büzülme dendritik kristaller arası ağ şeklindedir. Bu üç morfoloji tamamen farklı üç düzeltme yoluna karşılık gelmektedir.
X-ışını yorumlaması için temel parametreler
Geçen yıl bir otomotiv Tier 2 müşterisine Dongguan'daki bir kalıp döküm tesisinin iade partisini incelemesinde yardımcı olduğumda ASTM E155 Standart Referans Tablosu Karşılaştırma, "gözeneklilik" kusurları için ticari markanın tedariki ile bulundu, 37% aslında büzülme var. İki düzeltme yönü tersidir - gaz giderme işlemini ayarlamak için hava delikleri, döküm sistemini ve soğutmayı değiştirmek için büzülme.
RT denetimi için önerilen parametreler: tüp voltajı 150-200 kV, 2-2T seviyesine kadar hassasiyet, negatif yoğunluk 2.0-3.5 Bu spesifikasyonun altında, çapı 0.3 mm'den küçük iğne delikleri doğrudan değerlendirmeden çıkarılacaktır, bu da Çin alüminyum dökümlerinde yaygın bir kusurdur Kabul anlaşmazlıkları en yaygın teknik kör noktadır.
Kesit metalografisi için örnekleme noktaları
- örnekleme yeri: İkincil kirlenmeyi önlemek için en az 5 mm'lik bir kenar boşluğu bırakarak RT tarafından gösterilen kusurun merkezi boyunca dikey olarak kesin.
- Parlatma + Keller reaktifi ile dağlama:: Gözenek duvarlarının 100x'te gözlemlenmesi - parlak yuvarlak gözenekler = hidrojenasyon, oksit film kapsülleme = çevreleyen gaz
- SEM+EDSDelikte Mg ve O zenginleşmesi tespit edilirse, hava delikleri ile oksitlenmiş cüruf olarak kilitlenebilir ve cüruf giderme işleminin geriye doğru izlenmesi gerekir.
Bir prensip sözü: dilimleme olmadan stomatal belirleme tamamen tahmine dayanır.
Büzülme ve gevşeme kusurlarının oluşum mekanizması ve süreç kontrolü
düz cevapBüzülme makro konsantre gözenekliliktir (genellikle >1mm, sıcak bağlantılarda bulunur) ve büzülme mikroskobik dendritik dağınık gözenekliliktir (süngerimsi). Her ikisinin de özü, katılaşma büzülmesinin etkili bir şekilde telafi edilmemesidir - alüminyum alaşımları sıvıdan katıya yaklaşık 6,61 TP3T hacminde büzülür (bkz. ASM Uluslararası (Döküm El Kitabı) uyarınca, yükseltici dolgu büzülme kanalları zamanından önce dondurulursa büzülme kusurları kaçınılmazdır.
Çekme ve büzülme arasındaki süreç ayrımı
- krater: Son katılaşma bölgesinde (kalın ve büyük kesitler, tendon ve plakaların kesişimleri), X-ışınlarında düzensiz koyu gölgeler ve kesildikten sonra deliklerin pürüzlü dendritik duvarları ile görünür.
- büzülme: Dendritler arasında dağılmış, genellikle sızıntının eşlik ettiği (basınç testi hatası), A356 gibi uzun katılaşma aralıklı alaşımlar özellikle hassastır.
Çin dökümhanelerindeki tipik proses eksiklikleri
Geçen yıl, Foshan'daki bir kokil döküm tesisinde, 12% kadar yüksek bir dişli kutusu kabuğu büzülme oranı olan bir partide kök neden araştırması yaptım. Kalıbı söktükten sonra, yükseltici modülünün sıcak bağlantıların sadece 0,9 katı olduğunu buldum - Chvorinov yasasının gerektirdiği 1,2 kat güvenlik faktöründen çok daha düşük. Bu, Çin alüminyum dökümlerindeki yaygın kusurlar arasında en yaygın tasarım ihmalidir: yükselticiler, modül hesaplaması yapılmadan deneyime göre ayarlanmıştır.
Gözden kaçan bir diğer nokta isesıcaklık gradyanı. Nitelikli sıralı katılaştırma, uzak uçtan yükseltici sıcaklık farkına ≥ 15 ° C / 100 mm gerektirir. Birçok fabrika sadece bir kalıp sıcaklık makinesi seti kurdu, soğuk demirin kalın parçaları ve dökme demir blok gelişigüzel yerleştirildi (daha dik bir gradyan elde etmek için bakır bazlı veya grafit soğuk demirde kullanılmalıdır). Tesis büzülme oranı 2,3%'ye ayarlandıktan sonra, hurda kayıpları ayda yaklaşık 80.000 yuan azaldı.
Döküm sistemine gelince, alt döküm ve üst havalandırma kombinasyonunun benimsenmesi tavsiye edilir ve kıvrılma gazının türbülanslı akışının büzülme kanalına müdahale etmesini önlemek için döküm hızı 0,8-1,2 kg / s'de kontrol edilir.
Soğuk segregasyon ve alt dökme kusurlarının kök neden analizi
düz cevapSoğuk kapatma (cold shut), sıcaklık sıvı faz çizgisinin altına düştüğünde iki metal akışının buluştuğu ön kısımdır, doğrusal bir kusur oluşturmak için tamamen kaynaşamaz; yetersiz dökme (misrun), yerel eksikliğin neden olduğu katılaşmadan önce dolum boşluğundaki sıvı metaldir. Her ikisi de aynı köke ve aynı kaynağa sahiptir - yetersiz ısı. Çin'deki alüminyum dökümlerin yaygın kusurlarının istatistiklerinde, ince duvarlı parçalarda (duvar kalınlığı <3mm) bu iki tür kusurun görülme sıklığı 15-20%'ye ulaşabilir, bu da gözeneklilikten sonra ince duvarlı parçaların geri dönüşünün en büyük ikinci nedenidir.
Dört süreç temel nedeni ortadan kaldırıldı
- Düşük dökme sıcaklığıA356 alaşımı için geleneksel döküm sıcaklığı 700-740°C arasında tutulmalıdır. 2022 yılında Foshan'daki bir kokil döküm tesisinde bir otomotiv braketleri partisinde soğuk ayrışma sorununu giderirken, bekletme fırınının ölçülen sıcaklığının ölçüm cihazında gösterilenden 38°C daha düşük olduğunu tespit ettim - termokupl muhafazası cürufluydu ve okumaların kaymasına neden oluyordu. Kalibrasyon, soğuk ayrışma oranını 121 TP3T'den 1,81 TP3T'ye düşürdü.
- Kalıbın yetersiz ön ısıtması: Kokil döküm kalıp sıcaklıkları 200-300°C, basınçlı döküm kalıpları 180-220°C olmalıdır. 5-10 kalıp soğuk kalıba başlamadan önce mutlaka soğuk bölmenin dışında olmalıdır.
- Akış hızı ve dolum süresi arasındaki uyumsuzluk: Basınçlı döküm iç kapı hızları >30m/s olmalıdır, 25m/s'nin altında soğuk ayrışma riski yüksektir (NADCA Kuzey Amerika Basınçlı Döküm Birliği Teknik Kılavuzuna bakın).
- zayıf havalandırma: Boşluktaki geri basınç metal cephesini yavaşlatır ve yüzey oksit filmini kaynaşmanın imkansız olduğu noktaya kadar kalınlaştırır.
Basınçlı Döküm ve Kokil Döküm Farklılaştırma Önlemleri
| boyut (matematik.) | Yüksek Basınçlı Döküm (HPDC) | Yerçekimi/Düşük Basınçlı Döküm |
|---|---|---|
| ana neden | Yetersiz dolum hızı, tıkalı hava tahliye tapaları | Düşük dökme sıcaklığı, zayıf yolluk tasarımı |
| karşı önlemler | İç kapının kesitini artırın, taşma tankları ve vakum valfleri ekleyin | Dökme sıcaklığını 10-20°C artırın, düz yollukları kalınlaştırın ve kalıbı yerinde önceden ısıtın. |
Pratik tavsiye: fabrikayı teftiş ederken, tedarikçiden ilk parça kaydını açmasını isteyin, dökme sıcaklığı profilini ve kalıp sıcaklığı izleme verilerini kontrol edin - fabrikanın kapalı döngü kaydı olmadan, soğuk ayrışma kusurları her zaman bir metafizik olacaktır.
Cüruf ve İnklüzyon Kusurlarının Kaynakları ve Temiz Eriyik Yönetimi
düz cevapCüruf inklüzyonu ve metalik olmayan inklüzyon, alüminyum sıvısından ayrılmamış oksit film, refrakter döküntü ve cüruf parçacıklarının katılaşma sırasında dökümün içine hapsolmasıyla oluşan sert noktalar veya siyah çizgilerdir. Çin'deki alüminyum dökümlerde sık görülen kusurların yaklaşık 15-20%'sini oluştururlar ve temel neden neredeyse yalnızca eriyik temizliğinin kontrolünün kaybına işaret eder - dökme değil.
Dört ana kirlilik kaynağı
- oksitlenmiş cüruf (jeoloji): Alüminyum sıvının yüzeyindeki oksit filmi (Al₂O₃) transfer ve karıştırma sırasında süpürülür. Sıvı seviyesindeki her bozulma yeni bir oksit filmi oluşturur, bkz. TWI Döküm Hataları Teknik Bilgileri.
- Fırın kaplamasında dökülme: 800'den fazla fırın döngüsü için kullanılan grafit potalar veya korundum fırın astarları, genellikle 50-200 μm boyut aralığında partiküller dökmeye başlar.
- Aşırı oranda geri kazanılmış malzeme: Bazı yerli küçük ve orta ölçekli fabrikalar fırın malzemesine (yolluk + hurda) 60-70% kadar yüksek bir oranda geri dönmüştür, önerilen 30-40% üst sınırını çok aşmaktadır, oksit filminin kümülatif etkisi açıktır.
- arıtma tamamlanmadı: Hekzakloroetan veya nitrojenle 5 dakikadan daha az rafine etme veya rafine edici maddenin nemle kaplanmış olması.
Temiz eriyikler için üç savunma hattı
- akıllı ve yetenekli:: 2-4 L/dak azot akış hızı, 300-400 rpm hız ve hidrojen içeriğini 0,15 ml/100g'ın altına düşüren 8-12 dakikalık bir işlem süresi ile döner üflemeli gaz giderme (RDU) önerilir.
- bir kenara koyun: Rafine ettikten sonra, inklüzyonların 10-15 dakika yüzmesine izin verin, bu adım genellikle yerli bitkinin ritmi yakalaması için atlanır.
- filtrasyon: Yolluk sistemine 10ppi veya 20ppi Seramik Köpük Filtre (CFF) takılmasıyla 80%'den daha yüksek bir inklüzyon giderme verimliliği elde edilebilir.
2024'te bir Foshan gravite döküm tesisinin hidrolik valf gövdesi siyah nokta sorununu gidermesine yardımcı olduğumda, dilim EDS analizi, inklüzyonların ana bileşeninin SiO₂-Al₂O₃ olduğunu gösterdi ve bu da döküm potası astar kaplamasının soyulmasına bağlandı. Zirkonyum bazlı kaplama ile değiştirildikten ve fırın başına 20ppi filtre eklendikten sonra, hurda oranı 8,3%'den 1,1%'ye düştü ve yeniden işleme maliyeti tek bir ayda yaklaşık 140.000 RMB geri kazanıldı. Filtre tabakasının birim fiyatı 8 yuan'dan azdır, ancak en uygun maliyetli savunma hattıdır.
Çatlak Kusurları Sıcak ve Soğuk Çatlakların Belirlenmesi ve Önlenmesi
düz cevapSıcak çatlama (sıcak yırtılma), katılaşmanın sonunda 85-95% aralığında katı faz oranında meydana gelir, dendritik tane sınırları boyunca enine kesite doğru çatlaklar oksidasyon koyu, şekil zikzaktı; soğuk çatlama (soğuk çatlama), tam katılaşmadan sonra soğutma veya kalıptan çıkarma aşamasında meydana gelir, düz bir çizgide yürümek için kristal boyunca çatlaklar, parlak gümüşün enine kesiti, genellikle keskin kenarlar eşlik eder. Her ikisi de Çin alüminyum dökümlerinde yaygın kusurlardır, yaklaşık 15-20% oranı, yanlış tanımlama, önleme yönü tamamen zıttır.
Görünüm ve oluşum aşamasına ilişkin hızlı değerlendirme
- termal çatlakÇatlaklar son katılaşma bölgesinde bulunur (sıcak bağlantılar, et kalınlığı mutasyonu), yüzey oksitlenir ve kararır (çatlak yüzeyi yüksek sıcaklıklarda oksijen içeren atmosfere maruz kalır), çatlak ucu yuvarlanır ve yönü kavislidir. A356 kum parçalarının flanş kökü ve ADC12 basınçlı döküm parçalarının ejektör pimlerinin etrafındaki alan yüksek prevalans bölgeleridir.
- soğuk çatlakSıcak Çatlama: Sıcak bağlantılardan uzakta, genellikle kalıptan çıkarma sonrası soğumadan sonra veya T6 sertleşmesinden sonra meydana gelir, çatlak yüzey parlak gümüş rengindedir, oksitlenmiş renk yoktur ve çatlağın yönü tane boyunca düzdür. Mekanizmanın ayrıntıları için Wikipedia - Sıcak çatlama bölümüne bakınız.
A356 ve ADC12 için parametre önerileri
Suzhou'daki bir otomotiv braket fabrikasında A356-T6 şasi parçalarının toplu termal çatlama sorununu giderirken, 0.22% Fe içeriği (yüksek tarafta) + 740°C dökme sıcaklığı (yüksek tarafta) + sadece 150°C kalıp ön ısıtması ölçtüm, bunların üçü de üst üste bindirilmişti. Ayarlama: Fe kontrolü 0,12-0,15%'de, döküm sıcaklığı 715±5°C'ye düşürüldü, kalıp sıcaklığı 220°C'ye yükseltildi, sıcak çatlama oranı 7,3%'den 0,4%'ye düşürüldü. ADC12 basınçlı dökümlerde soğuk çatlama çoğunlukla erken kalıptan çıkarmadan kaynaklanır - yüzey sıcaklığının 0,5°C'ye düşmesine izin vermek için basıncı 1,5-2 saniye tuttuktan sonra kalıbın açılmasının geciktirilmesi önerilir. Dökümün yüzey sıcaklığının 0,5°C'ye düşmesine izin vermek için kalıp daha sonra açılmalıdır. ADC12 kalıp dökümlerinde soğuk çatlama çoğunlukla erken kalıptan çıkarmadan kaynaklanır - basınç tutulduktan sonra kalıbın açılmasının 1,5-2 saniye geciktirilmesi önerilir, böylece dökümün yüzey sıcaklığı fırlatmadan önce 380°C'nin altına düşürülebilir ve aynı zamanda, fırlatma çubuklarının dağılımı ince duvarlı alanlarda yoğunlaşmaktan kaçınmalıdır, bu da Alüminyum dökümlerde bu tür yaygın çatlak kusurlarını önemli ölçüde azaltabilir.
T6 ısıl işlemi için su verme suyunun sıcaklığı da önemli bir değişkendir: su sıcaklığı 40°C'nin altında olduğunda A356 parçalarındaki artık gerilmeler önemli ölçüde artar. Çatlama riski ile mukavemeti dengelemek için suyun 60-80°C'de söndürülmesi önerilir (bkz. ASM Isıl İşlem Topluluğu Teknik Bilgileri).
Boyutsal sapmaların ve deformasyon sorunlarının sistemik nedenleri
düz cevapBoyutsal aşımlar nadiren tek bir işlemin sonucudur, daha ziyade beş hatanın birikimidir: kalıp aşınması + büzülme ayar sapması + kalıptan çıkarma gerilimi + ısıl işlem geri tepmesi + işleme referans noktası kayması. Tek bir öğeyi ±0,05 mm'de kontrol eden bir fabrika, istiflendiğinde ±0,3 mm'lik bir nihai parça ile sonuçlanabilir - Çin alüminyum dökümlerinde izlenmesi en zor yaygın kusur kategorisi.
Beş hata kaynağının niceliksel olarak ayrıştırılması
- Kalıp aşınmasıYüksek basınçlı döküm kalıpları her 100.000 kalıp kez yaklaşık 0.02-0.05 mm boşluk boyutu değişikliği, ayırma yüzeyi çökmesi uçucu kenar kalınlaşmasına, duvar kalınlığı ofsetine yol açar.
- Küçülme hatasıA356 büzülme oranı 1.2-1.4%'dir, ancak ince duvarlı parçaların gerçek büzülmesi kalın duvarlı parçalardan 20-30%'den daha düşüktür, eğer kalıp açık sistemin düzgün büzülme oranına göre ise, büyük parçaların sonu süper zayıf olmalıdır.
- Kalıptan çıkarma deformasyonuÜst çubukların düzensiz yerleşimi yerel plastik deformasyona neden olur ve alüminyum alaşımının 500°C'deki akma dayanımı oda sıcaklığındaki 15%'den daha azdır (bkz. Alüminyum Alaşımları için ASM Uluslararası Yüksek Sıcaklık Mekanik Verileri).
- T6 ısıl işlem deformasyonu: Çözelti su verme işlemi sırasında su sıcaklığındaki 5°C'lik bir fark, 0,1-0,2 mm'lik ek bir çarpılma üretebilir.
- makine tarafından eklenen veri kayması: İşlenmemiş referans noktası tasarım referans noktası ile çakışmadığında, hata kritik birleşme yüzeylerine tamamen aktarılır.
Parti kontrolünde CMM ve FAI'nin rolü
2024 yılında, bir Guangdong basınçlı döküm müşterisi için bir deformasyon şikayetine müdahale ettim - 100 parça başına 8-12 braket deliği 0,15 mm'den fazla kaymıştı. FAI raporunun (İlk Ürün Denetimi) karşılaştırılması, tedarikçinin yalnızca üç noktayı ölçmek için kumpas kullandığını ve tam boyutlu bir CMM CMM taraması yapmadığını ortaya çıkardı. Tedarikçi sadece üç noktayı ölçmek için kumpas kullanmış ve tam boyutlu CMM taraması yapmamıştı. PPAP (Üretim Parçası Onay Süreci, AIAG standardına bakın) yapmak için 42 özellik noktasıyla Zeiss CMM'i tanıttıktan sonra, kusurlu oran ikinci ayda 1.3%'ye düştü.
Pratik tavsiye: Sözleşmede sadece ilk parçaya güvenmek yerine "her 2.000 parça için bir tam boyutlu CMM incelemesi" belirtilmelidir. Kalıp ömrü eğrisi sürekli olarak kayar ve statik FAI ile yakalanamaz.
Yüzey kusurları Akış izleri, soğuk çekirdekler, kalıp yapışması ve çukurlar
düz cevapDört ana yüzey kusurunun alüminyum döküm parçalarının net bir işlem kök nedeni vardır - kalıp sıcaklığından akış işaretleri (akış işaretleri) çok düşüktür ve sıcaklık farkı boyunca sıvı metal; Soğuk fasulye (soğuk pullar), küçük parçacıkların ön katılaşmasındaki yolluktur ve boşluğa dahil olur; Yapışkan kalıp (lehimleme) alüminyum sıvı ve kalıp çeliği difüzyon kaynağıdır; Çukurlaşma (pitting/blister) çoğunlukla kalıp ayırıcı madde kalıntısı veya egzoz gazı üretiminden kaynaklanmaktadır. Çin alüminyum dökümlerindeki bu yaygın kusur grubu, otomotiv dış ve ev aletleri dış parçalarında sıfır toleranslı bir öğedir.
Dört tip yüzey kusuru için parametrik kontrol sınırları
- akış iziKalıp sıcaklığı 180°C'nin altında olduğunda riskler artar. ADC12 basınçlı döküm, ön kenarın erken soğumasını önlemek için 200-240°C kalıp sıcaklığı ve <0,3m/s düşük enjeksiyon hızı önerir.
- soğuk fasulye: Kek kalıntısı ve yolluk kovanı sıcaklıklarının <150°C olması ana nedenlerdir. Kalıp açma ve kapama aralıklarının kısaltılması ve yolluk kovanının bağımsız yağ sıcaklığı kontrolü (180-200°C'de) 90%'nin üzerindeki soğuk taneleri ortadan kaldırabilir.
- bir kalıba yapıştırın: Fe içeriği <0.8% olan alüminyum çözeltisi H13 kalıp çeliği için çok güçlü bir afiniteye sahiptir. Çözüm - Nitrürleme tabakası derinlik kontrolü 0.1-0.15mm veya Oerlikon Balzers PVD kaplamaların (örn. CrN, AlTiN) kullanılması, kalıp yapışması vakalarını 121 TP3T'den 11 TP3T'nin altına düşürebilir.
- pockmarkedSalım maddesinin seyreltme oranı 1:80-1:100 arasında sabit olmalı ve suyun buharlaşmasını sağlamak için püskürtmeden sonraki üfleme süresi ≥1,5 saniye olmalıdır, aksi takdirde kalan su buharı buharlaşarak kalıbın kapanma anında nokta benzeri kabarcıklar oluşturacaktır.
Dış parçalar için tolerans sınırları
2024'te bir Alman otomobil şirketi için bir parti döküm kapı kolunu denetlediğimde, müşterinin çizimi A tarafı kusurları ≤ Φ0,3 mm ve 100 cm² başına en fazla 2 nokta ile işaretlenmişti - otomotiv dış kaplaması için tipik bir standart. Cihaz dış parçaları (örneğin klima paneli) Φ0,5 mm'ye izin vererek nispeten hoşgörülüdür, ancak kumlama veya eloksal sonrası işlem yapıldığı sürece, akış izleri ve oyuklar büyütülecek ve görünür olacaktır ve kalıp döküm işleminde tek seferde doğru şekilde yapılmalıdır, arka aşamadaki iyileştirme maliyeti ön aşamadakinin 8-10 katıdır.
Yetersiz sıkıştırma kuvveti (öngörülen alan oranı <1,3 kat), pockmarklarla birlikte uçan kenarlara neden olur ve enjeksiyon hızı eğrisinin yüksek hızlı anahtarlama noktası, akış işaretlerini önemli ölçüde iyileştirmek için 10 ms ilerletilebilir - bu ayrıntılı parametreler, nitelikli tedarikçileri en iyi tedarikçilerden ayırmak için gerçek eşiklerdir. Kabul için temel olarak Kuzey Amerika Basınçlı Döküm Birliği NADCA tarafından yayınlanan yüzey kalitesi derecelendirme standartlarına (Derece 1-5) başvurabilir.























