
Santrifüj Döküm Teknolojisi için Kesin Kılavuz: Prensipler/Prosesler/Endüstriyel Uygulamalar Analizi
Yayınlanma Tarihi:2025-02-23 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:9123
Makale kataloğu[Gizli]
Santrifüj döküm nedir?

Santrifüj döküm, dönen kalıp tarafından üretilen santrifüj kuvveti (yerçekimi kuvvetinin 150 katına kadar) aracılığıyla, yüksek hızlı dönüşe (genellikle 250 ~ 1500r / dak) sıvı metal dökülecektir, böylece döküm ve katılaşma etkisi altındaki santrifüj kuvveti ve sıvı şekillendirme işleminin döküm oluşumu. Süreç özellikle deniz motoru silindir gömleği, havacılık ve uzay yüksek sıcaklık parçaları ve diğer zorlu çalışma koşulları ürünlerinin üretimi için uygundur - daha fazla ölçülen veri, yukarıdaki 25%'yi geliştirmek için geleneksel kum dökümünden daha çekme mukavemetinin santrifüj döküm Alüminyum alaşımlı parçalarının olduğunu göstermektedir.
Santrifüj döküm nasıl çalışır?
Santrifüj döküm işlemi, sıvı metalin dönen, yüksek sıcaklıktaki bir kalıba enjekte edilmesiyle başlar. Tasarımın özel gereksinimlerine bağlı olarak, kalıp dikey veya yatay olarak döndürülebilir.
Bu işlem sırasında merkezkaç kuvveti, sıvı metali yerçekimi kuvvetinin birkaç katına yakın bir basınçla kalıp içinde eşit olarak dağıtır. Uygulanan bu basınç, dökümde çatlakların yanı sıra mikro ve makro kusurların olmamasını sağlar. Bu, basınç uygulayarak genel ürün kusurlarını da azaltan geleneksel basınçlı döküm işlemine çok benzer.
Kalıp dolduruldukça, daha yoğun olan sıvı metal dönen kalıbın iç duvarına doğru itilir. Buna ek olarak, yoğun metal dış radyal merkezden yönlü olarak katılaşırken, daha az yoğun maddeler ve safsızlıklar dış çapa doğru yüzer.
Katılaşma tamamlandıktan sonra, parçanın tamamı kalıptan çıkarılır ve ardından parçanın kenarlarında kalan yabancı maddeleri gidermek için işlenir. Sonuç, iç boşluk veya kabarcık içermeyen yüksek kaliteli bir malzemedir.
İşte kalıp hazırlandıktan sonra temel santrifüj döküm sürecinin basit adımları:
- Her döküm işleminde olduğu gibi ilk adım, metali erime noktasının üzerinde ısıtmaktır.
- İkinci adım, dökme işlemine hazırlık olarak kalıbın döndürülmesidir. Tipik olarak, dönüş hızı dakikada 300 ila 3000 devir arasındadır, ancak gerçek hız projenin özelliklerine bağlıdır.
- Ardından dökme adımı gelir. Bu işlem nispeten basittir ve özel bir hazırlık gerektirmez, ancak dökme işlemi kalıp dönerken gerçekleştiği için ekstra dikkat gerekir.
- Döküm tamamlandığında, bir sonraki adım otomatik olarak başlar. Rotasyon sadece soğutma işlemine yardımcı olmakla kalmaz, aynı zamanda döküm işlemiyle ilgili herhangi bir kusurun oluşmamasını sağlamak için kalıpta yeterli basınç oluşturur.
- Soğutmadan sonra, bir sonraki adım diğer döküm işlemlerine benzer. Kalıbı döner cihazdan çıkarmanız ve malzemeyi dökümden çıkarmanız yeterlidir.
- Son olarak, nihai ürün tamamlanır. Santrifüj dönüşü malzemedeki yabancı maddeleri kenarlara doğru iter ve bu yabancı maddelerin talaşlı imalatla giderilmesi istenen kalitede bir ürün elde edilmesini sağlar.
İki tip santrifüj döküm makinesi
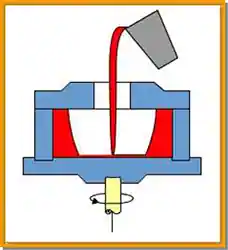
Dikey santrifüj döküm
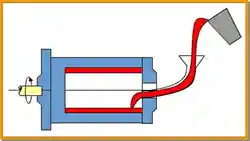
Yatay santrifüj döküm
Dikey santrifüj döküm
Esas olarak çaptan daha küçük yüksekliğe sahip yuvarlak dökümlerin üretimi için kullanılır, bazen bu santrifüj döküm makinesi ile şekilli dökümler dökmek de mümkündür.。Dikey döküm makinesinin stabil kurulumu sayesinde sadece metal türleri değil, kum ve erimiş kalıp kabukları gibi metal olmayan türleri de kullanmak mümkündür.
Yatay santrifüj döküm
Esas olarak çaptan daha büyük uzunluklarda manşon ve boru dökümlerinin üretimi için kullanılır.
Üç tip santrifüj döküm
| TİPOLOJİ | Ürün Kılıfları | Ningbo Hexin Craft Atılımı |
|---|---|---|
| Gerçek Santrifüj Döküm | Dizel silindir gömleği (HT300) | Bimetalik kompozit döküm teknolojisi |
| Yarı santrifüj döküm | Yüksek hızlı demiryolu fren diskleri (ADI malzemesi) | Grafit Soğuk Demir Uyarma Soğutma Sistemi |
| santrifüjleme | Hidrolik valf gövdesi (ZL104) | Vakum destekli döküm teknolojisi |
Santrifüj dökümün özellikleri
(1) Dökümler merkezkaç kuvvetinin etkisi altında kristalleşir, yoğun bir organizasyona sahiptir, büzülme delikleri, büzülme gevşemesi, hava delikleri, cüruf sıkışması vb. kusurlar yoktur ve iyi mekanik özelliklere sahiptir.
(2) Yuvarlak içi boş dökümlerde maça ve döküm sistemi kullanılmayarak süreç basitleştirilebilir ve metal tasarrufu sağlanabilir.
(3) çelik burçlar gibi bimetalik dökümlerin üretimini kolaylaştırmak için bakır astar dökülür, yapıştırma yüzeyi güçlüdür, aşınmaya dayanıklıdır, bakır alaşımından tasarruf edebilir.
(4) santrifüj döküm iç yüzey pürüzlülüğü, boyutun kontrol edilmesi kolay değildir, dökümlerin kalitesini sağlamak için işleme payını artırmanız gerekir ve alaşımın kolay ayrışmasının üretimi için uygun değildir.
Santrifüj dökümün avantajları:
(1) Santrifüj döküm ile içi boş döner gövde dökümleri üretilirken maça, dökme sistemi ve yükseltici ihmal edilebilir.
(2) Ortaya çıkan merkezkaç kuvvetinde sıvı metalin dönmesi nedeniyle, metalin yoğunluğu dış duvara itilirken, gazın yoğunluğu, serbest hareketin serbest yüzeyine cüruf, dışarıdan içeriye yönlü katılaşma oluşumu, böylece koşulların tamamlayıcı büzülmesi, yoğun döküm organizasyonu, iyi mekanik özellikler.
(3) çelik burçlarda olduğu gibi “bi-metalik” burçların ve karoların dökümünü kolaylaştırmak için ince bir bakır burç tabakası dökmek, daha pahalı bakırdan tasarruf sağlayabilir.
(4) İyi doldurma kapasitesi.
(5) Dökme sistemlerinde ve yükselticilerde tüketimin ortadan kaldırılması ve azaltılması.
Santrifüj dökümün dezavantajları:
(1) Dökümün içindeki serbest yüzey pürüzlüdür, büyük boyutsal hatalar ve düşük kalite söz konusudur.
(2) Yüksek yoğunluklu segregasyona sahip alaşımlar (örneğin kurşun bronz) ve alüminyum ve magnezyum gibi hafif alaşımlar için uygun değildir.
Uygulama santrifüj döküm
Santrifüj döküm esas olarak aşağıdakiler için kullanılırBoru ve tüp dökümlerinin seri üretimiÜrünler, demir borular, bakır burçlar, silindir gömlekleri, bimetalik çelik destekli bakır burçlar, ısıya dayanıklı çelik silindirler, dikişsiz çelik boru boşlukları, kağıt makinesi kurutma tamburları vb. gibi geniş bir ürün yelpazesini üretmek için kullanılabilir ve ayrıcaTekerlek dökümlerinin üretimiPompa çarkları ve motor rotorları gibi.
Santrifüj döküm ve diğer döküm proseslerinin karşılaştırılması
| Döküm yöntemi | kum döküm | hassas döküm | metal kalıplama | Yüksek Basınçlı Döküm | düşük basınçlı döküm | santrifüj döküm |
| Uygulanabilir metaller | keyfi olarak | Sınırlandırılmamış, ağırlıklı olarak dökme çelik | Sınırlandırılmamış, ağırlıklı olarak demir dışı alaşımlar | Alüminyum, çinko, magnezyum ve diğer düşük erime noktalı alaşımlar | Ağırlıklı olarak demir dışı alaşımlar, dökme çelik ve dökme demirde de kullanılır | Ağırlıklı olarak dökme demir ve dökme çelik |
| Döküm kalitesi aralığı | sınırsız | Genellikle daha az25kg | Ağırlıklı olarak küçük ve orta ölçekli dökümler | Genellikle daha az10kgDökümler orta ölçekli dökümler için de kullanılabilir. | Ağırlıklı olarak küçük ve orta ölçekli dökümler | sınırsız |
| üretim hacmi | sınırsız | Toplu ve seri üretimin yanı sıra tek parça ve küçük parti üretimi. | Parti, dökme olarak üretim | Parti, dökme olarak üretim | Parti, dökme olarak üretim | Parti, dökme olarak üretim |
| Döküm boyut toleransları (mm) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| Döküm parçaların yüzey pürüzlülüğü | rougher | Ra25~Ra3.2 | Ra25~Ra12.5 | Ra6.3~Ra1.6 | Ra25~Ra6.3 | İç yüzey pürüzlülüğü |
| Döküm halindeki tahıl organizasyonu | iri taneli | iri taneli | tane | İnce taneli, çok sayıda iç gözenekli | tane | |
| tolerans (yani izin verilen hata) | 大 | Küçük veya hiç işlem yapılmamış | 小 | Küçük veya hiç işlem yapılmamış | nispeten küçük | İç yüzeylerde geniş işleme payları |
| Verimlilik (genel mekanizasyon düzeyi) | Düşük, orta | Düşük, orta | Orta ve yüksek | yüce | 中 | Orta ve yüksek |
| Dökümlerin minimum et kalınlığı (mm) | 3.0 | genel olarak0.7 | alüminyum2~3 | 0.5~1.0 | olağan2.0 |
SSSortak sorunlar
S1: İşlenebilecek maksimum santrifüj döküm parça boyutu nedir?
→ çap Φ2,5m × uzunluk 8m (tek parça ağırlığı 20 ton)
S2: Santrifüj dökümde segregasyon sorunu nasıl çözülür?
→ Önerilen program: evlat edinmeDarbeli elektromanyetik alan + gradyan soğutmakompozi̇t süreç
S3: Küçük deneme partileri yapmak ekonomik midir?
→ <50 adet. kum döküm tavsiye edilir, kalıp maliyeti çok yüksektir.























