
Alüminyum alaşımlı kokil dökümde sık karşılaşılan kusurlar ve önleyici tedbirler
Yayınlanma Tarihi:2025-01-21 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:11124
Makale kataloğu[Gizli]
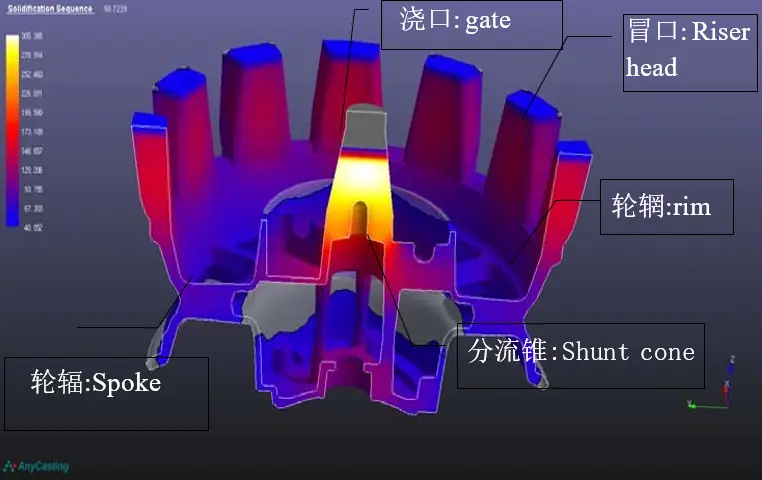
Yerçekimi dökümü, döküm işleminde, termal genleşme ve büzülme hacmi daralması nedeniyle metal sıvının ilk katılaşmasıdır, büzülme etkisini tamamlamak için katılaşmış metal sıvı yerçekiminin üst kısmına güvenmesi gerekir. Katılaşma sırası için yerçekimi döküm katılaşma modu, belirli bir ardışık katılaşma sırasına göre katılaşmanın katılaşmasındaki tüm kısımdır, nispeten geriye doğru katılaşma pozisyonu, katılaşma pozisyonunun göreceli önünün tamamlayıcı büzülmesi olabilir, böylece son döküm kusurları, nitelikli üretim dökümleri elde etmek için son soğutma parçalarında (yükselticiler, kapılar konumu) yoğunlaşır. Yerçekimi döküm alüminyum alaşımlı göbek dökümleri katılaşma sırası:
Jant - Jant teli - Orta göbek (eğimli) - Yönlendirme konisi - Yolluk (yükseltici)
Döküm işlemi tasarım parametreleri arasında işleme payları, işlem payları (büzülme pozisyonunu telafi etmek için yükselticiler vb.), metal büzülmesi (büzülme katsayısı) ve kalıp eğiminin çekilmesi, soğutma sistemi (sıralı katılaşmanın dökümünü sağlamak için) vb. yer alır.
Dökümlerin katılaşma sırası veya proses tasarım parametreleri ürün gereksinimlerini karşılamadığında, döküm hataları ortaya çıkacaktır, alüminyum alaşımlı dökümlerde yaygın döküm hataları ve önleyici tedbirler şunlardır:

1. undercast .
Özellikleri: Döküm şekillendirme işleminde, dolgunun bazı kısımları eksiktir.
Oluşum nedenleri:
a. Alüminyum sıvı akışkanlığı güçlü değildir, sıvı içinde yüksek gaz içeriği, daha fazla oksit kabuğu;
b. Kötü döküm sistemi, iç kapı kesiti çok küçük;
c. Kötü kalıp egzoz koşulları, zayıf egzoz, çok fazla boya, kalıp sıcaklığı çok yüksektir, bu da boşlukta yüksek hava basıncına neden olur ve düzgün bir şekilde boşaltılamaz.
Önleyici tedbirler: 1, alüminyum sıvısının akışkanlığını iyileştirin, özellikle rafine etme ve cüruflaşma, kalıp sıcaklığını veya döküm sıcaklığını uygun şekilde artırın (döküm hızını artırın, duvar kalınlığı marjını ayarlayın, yardımcı çubuk kanalını açın); 2, iç kapının kesit alanını artırın; 3, kalıbın gerçek durumu ile birlikte kusurlu fenomene göre egzoz koşullarını iyileştirin, taşma oluğunu ve egzoz hattını artırın, egzoz tapalarını eklemek için derin içbükey boşluklar, boyayı yeniden püskürtün, böylece boya ince ve homojen olur ve kalıbın kurumasını bekleyin ve üretimi kapatın. Ve kalıp üretiminden önce boyanın kurumasını bekleyin.
2. Çıtırtılar
Özellikleri: Boşluk hasar görmüş veya kırılmış, uzun ince çizgilere açılmış, düzensiz durum quo, penetrasyon ve iki çeşit penetrasyon olmayan, dış kuvvetin etkisi altında gelişme eğilimi, soğuk, sıcak çatlaklar, ancak fark: metaldeki soğuk çatlaklar oksitlenmez, metaldeki sıcak çatlaklar oksitlenir.

Oluşum nedenleri:
a. Döküm yapısı makul değildir, daralma engellenmiştir, döküm yuvarlak açısı küçüktür;
b. Ejektör ünitesi sapmış ve eşit olmayan şekilde yüklenmiş;
c. Kalıp sıcaklığının çok yüksek veya çok düşük olması ve kalıbın açılması sürecinde ciddi zorlanma ve çatlama;
d. Alaşımdaki zararlı elementler standardı aşar ve uzama oranı azalır;
e. Kötü havalandırma;
Önleyici tedbirler: 1, döküm yapısını iyileştirin, kalıp duvar kalınlığı farkını azaltın, yuvarlak köşenin veya yay yarıçapının çatlak kısmını artırın; 2, pürüzsüz fırlatmayı sağlamak için kalıp ejektör sistemini ve üst ve alt kalıp sıkıştırma pimlerini, burçları düzeltin; 3, ters kalıp ve düzensiz fenomeni ortadan kaldırmak için kalıp sıcaklığını normal sıcaklığa ayarlayın ve kalıp toplama kalıbı eğimini uygun şekilde artırın; 4, sıvı alüminyumun bileşimini, özellikle tehlikeli elementlerin bileşimini kontrol edin; 5, kalıp egzozunun bu kısmının pürüzsüz olmasını sağlamak için kalıp egzoz sistemini düzeltin 5, kalıbın egzoz kısmının pürüzsüz olmasını sağlamak için kalıbın egzoz sistemini onarın.
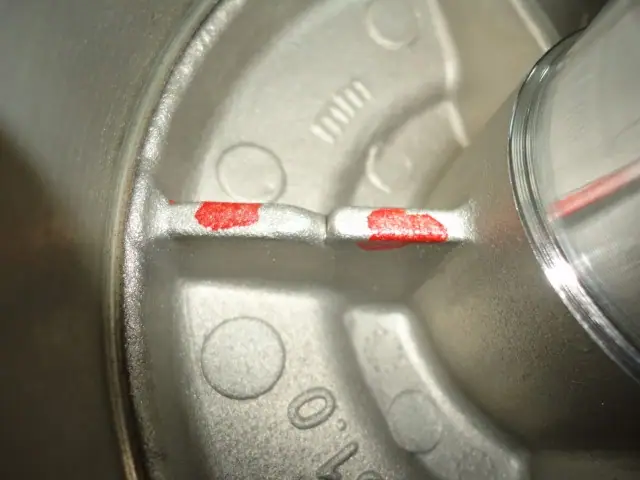
3. soğuk bariyer
Özellikleri: Dış kuvvetler altında devam etme eğilimi olan, kesişme noktalarının kenarları yuvarlatılmış, akışkan akışının kıçında veya kucağında izler.
Oluşum nedenleri:
a. Alüminyum sıvısının akışkanlığının zayıf olması;
b. Sıvı alt tel dolum füzyonu zayıftır veya işlem bağlanmak için çok uzundur;
c. Sıvı (kalıp) sıcaklığı çok düşük veya yetersiz havalandırma var;
Önleyici tedbirler: 1, sıvı alüminyumun sıcaklığını ve kalıp sıcaklığını uygun şekilde artırın, sıvı alüminyum alaşımının bileşimini kontrol edin ve ayarlayın; 2, taşma kanalının makul şekilde düzenlenmesi, akış kanalının artırılması, işlemin kısaltılması, böylece sıvı alüminyumun yeterli miktarda doldurulması; 3, döküm hızını artırın veya kalıbın sıcaklığını artırın, kalıp egzoz sistemini iyileştirin.
4. (içeceklerin) köpüklü
Özellikleri: Döküm derisinin altında, toplanan gazların genleşmesiyle kabarcıklar oluşur.
Oluşum nedenleri:
a. Kalıp sıcaklığı çok yüksek ve alüminyum sıvısının sıcaklığı çok yüksek;
b. Doldurma hızı çok yüksektir ve metal sıvı doldurma işlemi sırasında gaza karışır.
c. Boya gazlanmış, çok fazla püskürtülmüş, dökümden önce buharlaştırılmamış, gaz döküm yüzeyine sarılmış;
d. Kötü havalandırma;
e. Yetersiz tutma süresi ve erken kalıp açılması.
Önleyici tedbirler: 1, kalıp soğutma işlemini değiştirin, kalıp sıcaklığını normal çalışma sıcaklığına soğutun; sıvı alüminyumun sıcaklığının normal olmasını sağlamak için eritme işlemini değiştirin; 2, girdap paketi gazını önlemek için doldurma hızını yavaşlatın (ekranın yoğunluğu, kalınlığı vb. ile kontrol edilebilir); 3, kaplamaya az miktarda gaz seçimi, ince ve düzgün bir boya tabakası püskürtme, kalıptan sonra iyice kuruma ve buharlaşma; 4, tam katılaşmayı sağlamak için kalıptan çıkma süresini değiştirin.
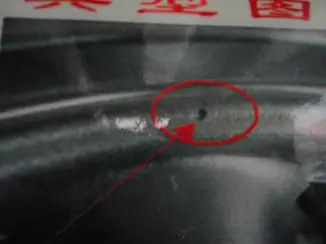
5. Hava delikleri (gaz ve cüruf delikleri)
Özellikleri: Dökümün iç kısmında yer alan gazlar tarafından oluşturulan pürüzsüz yüzeylere sahip düzenli şekilli delikler.
Oluşum nedenleri:
a. Alüminyum sıvı boşluğa girer, pozitif etki oluşur ve girdap oluşur; b. Şarj hızı çok hızlıdır, durgun akışa neden olur;
c. Kötü egzoz; d. Kalıp boşluğu konumu çok derin; e. Çok fazla boya, doldurmadan önce tamamen kurumamış ve buharlaşmamış;
f. Alüminyum sıvısının zayıf rafine edilmesi, eksik cüruflaşma;
h. Boşlukta kalıntılar var ve filtre gereksinimleri karşılamıyor veya yanlış yerleştirilmiş; i. İşleme payı çok büyük.
Önleyici tedbirler: 1, infüzyon şeklinin boşluğundaki gazın boşaltılması için elverişli kullanımı, alüminyum sıvının ilk önce taşma sisteminin ayırma yüzeyinde kapanmasını önlemek için; 2, sıvı alüminyumun doldurma hızını azaltmak için (ekranın yoğunluğunu ve diğer yolları artırın); 3, taşma oluğunu ve egzoz kanalını açmak ve sıvı alüminyumun kapanmasını önlemek için boşluğun son doldurma kısmında; 4, egzoz tapalarının derin boşluğunun montajı ve egzozu artırmak için mozaik yapının kullanılması; 5, boşluğu temizlemek için rüzgar tabancalarının kullanılması ve yeniden Sprey boya, boya miktarının ince ve düzgün olmasını sağlamak için; 6, gaza ek olarak sıvı metal, hemen cüruf, dökme, gazın yeniden emilmesini önlemek için çok uzun süre kalmayın, ayrıca alüminyum içeren alaşımlar mümkün olduğunca tedarik fırını eritme kullanmamak; 7, ürün işleme ödeneğinin makul şekilde ayarlanması durumunun ihtiyaçlarını karşılamak için.
6. Büzülme
Özellikleri: Dökümlerin yoğunlaşması sırasında yetersiz iç dengelemeden kaynaklanan pürüzlü yüzeylere sahip düzensiz şekilli delikler.

Oluşum nedenleri:
a. Alüminyum sıvı sıcaklığı çok yüksek;
b. Döküm yapısının eşit olmayan et kalınlığı, sıcak bağlantılara neden olur;
c. Daha küçük iç kapı;
d. Kalıbın yüksek yerel sıcaklığı.
Önleyici tedbirler: 1, dökme gereksinimlerinin karşılanması durumunda, alüminyum sıvının sıcaklığını düşürün; 2, döküm yapısını iyileştirin, metal parçaların birikmesini ortadan kaldırın, yavaş geçiş; döküm yapısını değiştiremezseniz, “soğuk bağlantı” parçalarının büzülmesinin yerel etkisi, delme ve frezeleme yuvalarının çevresinin arkasında olabilir ve daha sonra termal direnci artırmak için adyabatik malzemelerle doldurulabilir, ayarlanabilir Makul sıcaklık alanı; 3, makul bir büzülme sıcaklığı gradyanını ayarlamak için yerel sıcak düğüm zorla soğutmaya alınmalıdır (yerel olarak kakma bakır ve diğer yollarla kullanılabilir); 4, basıncın daha iyi aktarılmasını kolaylaştırmak için karanlık yükselticileri artırın; 5, kalıp kaplamasının kalınlığını ayarlayın, kalıbın yerel sıcaklığını kontrol edin.
7. dekorati̇f tasarim
Özellikleri: Döküm yüzeyi çıplak gözle görülebilen, ancak elle hissedilmeyen pürüzsüz çizgilerdir, renk normal temel metal tanesinden farklıdır, olmayan zımpara kağıdı ile hafifçe ovulur.
Oluşum nedenleri:
a. Çok hızlı şarj oluyor;
b. Çok fazla ve eşit olmayan miktarda boya;
Önleyici tedbirler: 1. Doldurma hızını azaltın; 2. İnce orta ve kalın kenar prensibini izleyerek ince ve düzgün boya dozajı uygulayın;

8. deformite
Özellikler: Döküm geometrisi, genel deformasyonun tasarım gereklilikleriyle eşleşmiyor.
Oluşum nedenleri:
a. Eşit olmayan büzülmeye neden olan kötü döküm tasarımı;
b. Kalıbın çok erken açılması, dökümün yeterince sert olmaması;
c, kalıp alma kalıbı eğimi çok küçüktür, kalıbı serbest bırakmak zordur;
d. Dökümlerin alınması ve yerleştirilmesi, yanlış işlem;
e. Döküm çok hızlı soğuyarak deformasyona neden olur.
Önleyici tedbirler: 1, döküm yapısını iyileştirin, böylece duvar kalınlığı eşit olur; 2, kalıbı açmak için en iyi zamanı belirlemek, dökümün sertliğini artırmak; 3, döküm alma kalıbı eğimini artırmak; 4, dökümü alın ve yerleştirin, koymak için hafif almak için hafif olmalıdır; 5, kalıbın açılmasından sonra, döküm yavaşça soğuması için havaya yerleştirilmelidir.
9. Büzülme
Özellikleri: Alüminyum alaşımlı dökümlerde büzülme genellikle iç yolluk, yükseltici kökünün kalın kısmı, jant duvarı, jant tellerinin kalın ve ince transfer kısmı ve büyük bir düzleme sahip ince duvar kısmının yakınında meydana gelir. Döküm kütüğü işlenmediğinde kırık gri renktedir ve ısıl işlemden sonra kırık gri ve açık sarı veya gri-siyah renktedir. X-ışını projeksiyonu yapıldığında, X-ışını filminde bulutludur ve ciddi olanlar ipek ağıdır ve işlenmiş parçalar işlemeden sonra küçük ve dağınık iğne delikleridir. Dökümlerin büzülmesi X-ışını, kırılma ve diğer muayene yöntemleri ile bulunabilir.
Oluşum nedenleri:
a. Yetersiz yükseltici büzülmesi; b. Şarjda çok fazla gaz; c. İç yolluk yakınında çok yüksek sıcaklık; d. Kum kalıbında çok fazla nem olması ve kum çekirdeğin kurutulmaması;
e. Kalıp kaplamalarının yanlış püskürtülmesi; f. Döküm işleminde dökümlerin yanlış doldurma süresi; h. Çok yüksek alüminyum sıvı sıcaklığı ve çok hızlı dökme hızı.
Önleyici tedbirler:
1 、 Yükseltici kısımdan alüminyum sıvı takviyesi yapın, kapı tasarımını iyileştirin; 2 、 Alüminyum sıvı cürufu, gaz giderme işlemi yeterli ve eksiksiz olmalıdır; 3 、 Küçülen parçaları soğutma sistemi ayarlayın veya soğutma halkası bloğu (kalıp kakma bakır blok vb.) ve iç yolluk yakınındaki kalıbın sıcaklığını düşürmenin diğer biçimlerini koyun; 4 、 Kum çekirdeğinin pişirilmesini ve kurumasını sağlamak için kumun nemini kontrol edin; 5 、 Doğru boyayı seçin, ilgili boyayı mantıksız bir şekilde karıştırın ve kaplamanın püskürtülmesini değiştirin Doğru kaplamayı seçin, uygun kaplama karışımını mantıksız hale getirin, kaplama püskürtme yöntemini değiştirin (kapı ne kadar yakınsa, kaplama o kadar ince olur) ve ilgili personele profesyonel eğitim verin; 6, doldurma süresinin dökümünde dökümü değiştirin ve işlem parametrelerini ayarlayın; 7, sıvı alüminyumun sıcaklığının gerçek zamanlı olarak izlenmesi ve dökme hızının kontrol edilmesi (ekranı artırın veya ekranın şeklini ve diğer yolları değiştirin).
10. Yanlış modelleme:
Özellikler: Dökümün bir parçası, ayırma yüzeyindeki diğer parça ile yanlış hizalanır ve göreceli bir kayma meydana gelir.

Oluşum nedenleri:
a. Kalıp eklerinin yer değiştirmesi (örn. dört sürgü yerinde kalıplanmamıştır);
b. Kalıp kılavuz parçalarının aşınması (kalıp sıkıştırma pimlerinin ve manşonların aşınması);
c. Kalıp üretimi ve montajında zayıf doğruluk.
Önleyici tedbirler: 1, sıkılacak bloğu ayarlayın; 2, kılavuz parçaların değiştirilmesi; 3, hataları ortadan kaldırmak için kalıbın düzeltilmesi.
Doğru kokil döküm hizmet sağlayıcısının seçilmesi
Kokil döküm basit ve verimli bir metal döküm işlemidir, ancak yine de biraz bilgi ve deneyim gerektirir. Yerçekimi döküm tekniklerinde uzmanlaşarak daha yüksek hassasiyet ve kalite elde edilebilir. Bu nedenle, döküm ihtiyaçlarınızı dışarıdan temin etmek için Ningbo Hersin gibi profesyonel bir hizmet sağlayıcı seçmek daha akıllıca olacaktır.
Ningbo Hexin'de mühendis ekibimiz kokil döküm konusunda uzun yıllara dayanan deneyime sahiptir ve projeniz için en uygun döküm süreci konusunda size tavsiyelerde bulunabilir. ISO 9001:2015 sertifikalı bir şirket olarak, yüksek kaliteli parçaların üretimini sağlamak için son teknoloji döküm ekipmanlarıyla donatılmış durumdayız. Tasarım dosyalarınızı çevrimiçi platformumuz üzerinden yükleyerek, 12 saat içinde doğru bir fiyat teklifi ve teknik analiz alacak ve projenizi daha verimli bir şekilde tamamlamanıza yardımcı olacaksınız.
Sıkça Sorulan Sorular ve Yanıtları
Porozite kusurlarının nedenleri?
Yetersiz havalandırma, alüminyum sıvısının yetersiz rafine edilmesi veya çok hızlı dökme hızları ortaya çıkar.
Alüminyum alaşımlı dökümlerde desenlerin ortaya çıkma nedenleri?
Desenler genellikle çok yüksek dolum hızlarından veya düzensiz boya püskürtülmesinden kaynaklanır.
Alüminyum alaşımlı dökümlerde çatlakların nedenleri?
Çatlaklar genellikle döküm yapısının mantıksız tasarımı, uygun olmayan kalıp sıcaklığı veya alüminyum sıvısındaki aşırı zararlı elementlerden kaynaklanır.
Alüminyum kokil dökümde düşük döküm nasıl önlenir?
Alüminyum çözeltisinin akışkanlığının iyileştirilmesi (alüminyum suyunun sıcaklığının artırılması, belirli elementlerin eklenmesi), iç kapının kesitinin artırılması ve kalıp havalandırma koşullarının iyileştirilmesi (havalandırma tapalarının artırılması)























