
Kum döküm işlemi
Yazar:H.K.X Yayın tarihi:2024-10-08 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntüleme sayısı:18381
Makale kataloğu[Gizli]
Kum döküm nedir?
Kum dökümü olarak da bilinen kum dökümü, dünya çapında geniş bir uygulama yelpazesine sahip, zamanın eskitemediği bir döküm işlemi yöntemidir. Kalıplama malzemesi olarak kille bağlanmış kum (veya kumdan yapılmış alçı, silikon vb. gibi diğer malzemeler) kullanılarak döküm üretme işlemidir. Prensip, kum kalıbının yumuşaklığından ve kalıplama kolaylığından yararlanmak, erimiş metali kum kalıbına dökmek ve metal katılaştığında, istenen dökümü elde etmek için kum kalıbını kırmaktır. Çeşitli metallerde, yaygın alüminyum kum dökümünde, demir kum dökümünde, bakır kum dökümünde uygulanır, şimdi Çin'deki alüminyum alaşımlı döküm tesisine izin verinNingbo HexinKum döküm işlemi ayrıntılı olarak açıklanmıştır.

Kum döküm üretimi için geleneksel proses akışı
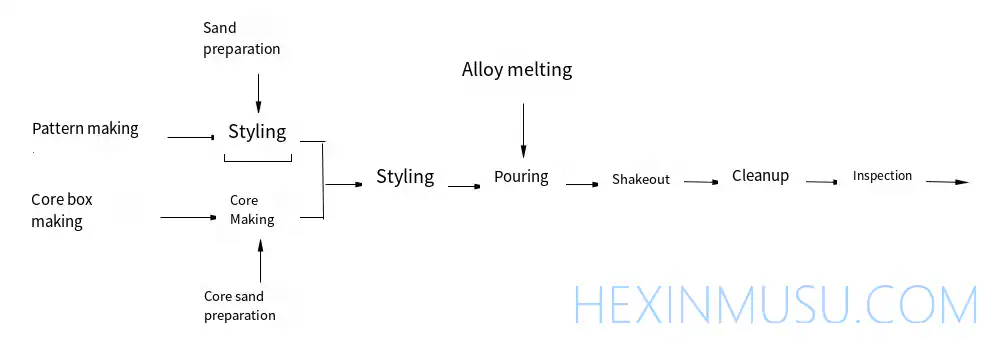
Kum döküm işlemi
(1) Kalıplama kumu ve maça kumunun hazırlanması
Kum döküm için kalıplama malzemeleri esas olarak kum kalıbı yapmak için kullanılan kum ve kum maçası yapmak için kullanılan maça kumudur. Kum genellikle ham kum (dağ kumu veya nehir kumu), kil ve belirli bir oranda karıştırılmış sudan yapılır; bunun yaklaşık yüzde 9'u kil, yaklaşık yüzde 6'sı su, geri kalanı ham kumdur. Bazen kumun ve maça kumunun performansını artırmak için kömür tozu, bitkisel yağ, talaş vb. gibi az miktarda katkı maddesi eklenir. Sıkıştırılmış kumun yapısı şekilde gösterilmiştir.
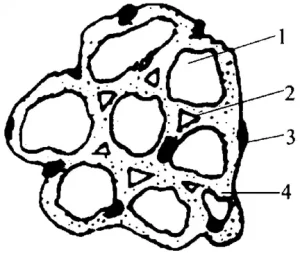
Kum yapısının şematik diyagramı 1 - kum taneleri 2 - boşluklar
3 - Ataşman 4 - Kil membran
Maça kumu, talebin düşük olması nedeniyle genellikle elle hazırlanmaktadır.
Maçanın sert olduğu ortam, bu nedenle maça kumu performans gereksinimleri yüksek kumdan daha yüksekken, maça kumu bağlayıcısı (kil, yağ, vb.) kumdaki bağlayıcı oranından daha büyüktür, bu nedenle geçirgenliği kum kadar iyi değildir, maça nefes alabilen bir kanal (delikler) yapmak için yapılmalıdır; ahşap talaşı gibi katkı maddeleri eklemek için eklenecek maçanın verimini artırmak için.
Bazı zorlu küçük dökümler genellikle yağlı kum çekirdeklerle yapılır (tung yağı + kum, sarımsı kahverengi bir renge kadar pişirilir).
(2) Kum tipinin özellikleri
Kumun kalitesi dökümlerin kalitesini doğrudan etkiler, düşük kum kalitesi kum döküm ürünlerinin gözeneklilik, trahom, yapışkan kum, kum ve diğer kusurları üretmesine neden olur. İyi kum aşağıdaki özelliklere sahip olmalıdır:
- ① Gaz geçirgenliği Kalıp kumunun gaz geçirme performansına gaz geçirgenliği denir. Dökümün içine dökülen yüksek sıcaklıktaki metal, çok sayıda gazla doldurulur, bu gazlar pürüzsüz deşarjın dökümünden dökülmelidir, aksi takdirde döküm gözeneklilik, alt dökme ve diğer kusurları üretecektir. Kum partikül boyutu, kil içeriği, nem içeriği ve kum kompaktlığı ve diğer faktörlere göre döküm hava geçirgenliği. Kum partikül boyutu ne kadar ince olursa, kil ve nem içeriği ne kadar yüksek olursa, kum kompaktlığı ne kadar yüksek olursa, hava geçirgenliği o kadar kötü olur.
- ② Mukavemet Kumun dış hasarlara karşı koyma kabiliyetine mukavemet denir. Kum, kalıplama, taşıma ve kutuyu kapatma sürecinde çökmeye neden olmamak ve dökülürken döküm yüzeyine zarar vermemek için yeterince yüksek mukavemete sahip olmalıdır. Kumun mukavemeti çok yüksek olmamalıdır, aksi takdirde hava geçirgenliğinin ve tavizlerin azalması nedeniyle döküm kusurlu olacaktır.
- Refrakterlik, kumun yüksek sıcaklık ve ısıya dayanma kabiliyetini ifade eder. Refrakterlik zayıfsa, dökümün yapışkan kum üretmesi kolaydır. Kumdaki SiO2 içeriği ne kadar fazla olursa, kum parçacıkları ne kadar büyük olursa, refrakterlik o kadar iyi olur.
- Kumun dış kuvvet etkisi altında deforme olma ve dış kuvvet kaldırıldıktan sonra mevcut şekli koruma yeteneğini ifade eder. İyi plastisite, kolay kalıplama işlemi, doğru şekil ve kum kalıbının net konturu.
- ⑤ İmtiyaz Döküm yoğunlaştırıldığında kalıp kumunun sıkıştırılma kabiliyeti. İmtiyazlılık iyi değilse, döküm iç gerilime veya çatlamaya eğilimlidir. Kum ne kadar sıkı olursa, imtiyazlılık o kadar kötü olur. Kalıp kumuna odun talaşı eklemek imtiyazlılığı artırabilir.
Atölyedeki kum döküm ürün tedarikçilerinin tek parça küçük seri üretiminde, kumun bazı özelliklerini kabaca değerlendirmek için yaygın olarak kullanılan el çimdikleme yöntemi, örneğin bir avuç kum kapmak, çimdik yumuşak ve deforme olması kolay hissetmek; kütle gevşek olmadıktan sonra kumu bırakın, ele yapışmayın ve el izlerini temizleyin; kırın, düz ve eşit bölüm ve çatlama olgusu yok ve aynı zamanda belirli bir güç derecesi hissedin, kumun uygun performans gereksinimlerine sahip olduğu kabul edilir, kum. Şekilde gösterildiği gibi.
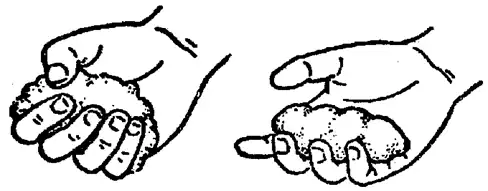
Kumun nemi doğru olduğunda, el serbest bırakıldığında görülebilir.
Elle yoğrularak bir kum topu haline getirilebilir El çizgilerini temizleyin

Parçalı bir şekle sahip kırık boşluklu kırık
Aynı zamanda yeterli güç var
(3) Kalıpların bileşimi
Kum döküm ürünleri için kalıplar, parçanın şekline göre kalıplama malzemesinden yapılır ve kalıplar kum veya metal tipi olabilir. Bir kum kalıbı, kumdan (maça kumu) yapılan kalıplama malzemesinden yapılır. Gerekli şekil, boyut ve kalitede dökümler elde etmek için metal sıvıyı dökmek için kullanılır.
Bir kalıp genellikle sağdaki şekilde gösterildiği gibi bir üst kalıp, bir alt kalıp, bir maça, bir boşluk ve bir dökme sisteminden oluşur.
Kalıp bileşenleri arasındaki bağlantı yüzeylerine ayırma yüzeyleri denir. Kalıpta kalıplama malzemesi ile çevrili boşluğun bir kısmına, yani dökümün gövdesini oluşturan boşluğa, boşluk denir. Sıvı metal, dökme sistemi aracılığıyla boşluğa akar ve boşluğu doldurur ve üretilen gaz, hava çıkışı vb. aracılığıyla kum kalıbından boşaltılır.
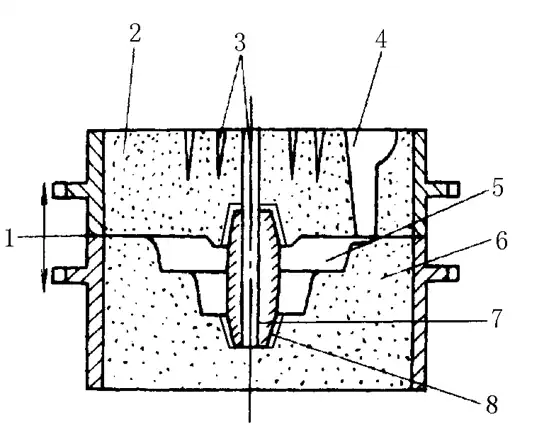
1-Bölme yüzeyi 2-Üst kalıp 3-Hava çıkışı 4-Dökme sistemi 5-Kavite 6-Alt kalıp
7 Çekirdekli 8 Çekirdekli kafa tutucu
(4)Yolluk Sistemleri
- Dökme Sistemi Dökme sistemi, sıvı metalin boşluğa akması için kalıpta bulunan bir dizi kanaldır. İşlevi şudur:
① Metal sıvıyı düzgün ve hızlı bir şekilde enjekte edin;
②Cüruf, kum vb. maddelerin boşluğa girmesini engelleyin;
(iii) Soğutma ve katılaşma sırasında sıvı metalin hacim daralmasını desteklemek için dökümün her bir parçasının sıcaklığını düzenleyin.
Döküm sisteminin doğru şekilde ayarlanması, dökümlerin kalitesini sağlamak ve metal tüketimini azaltmak için büyük önem taşır. Dökme sistemi makul değilse, dökümler kum üfleme, kum delikleri, cüruf delikleri, dökülmeme, gözeneklilik ve büzülme delikleri gibi kusurlara eğilimlidir. Tipik dökme sistemi dört bölümden oluşur: aşağıdaki şekilde gösterildiği gibi dış kapı, düz yolluk, çapraz yolluk ve iç yolluk.
Basit şekilli küçük dökümler için çapraz yolluk kullanılmayabilir.
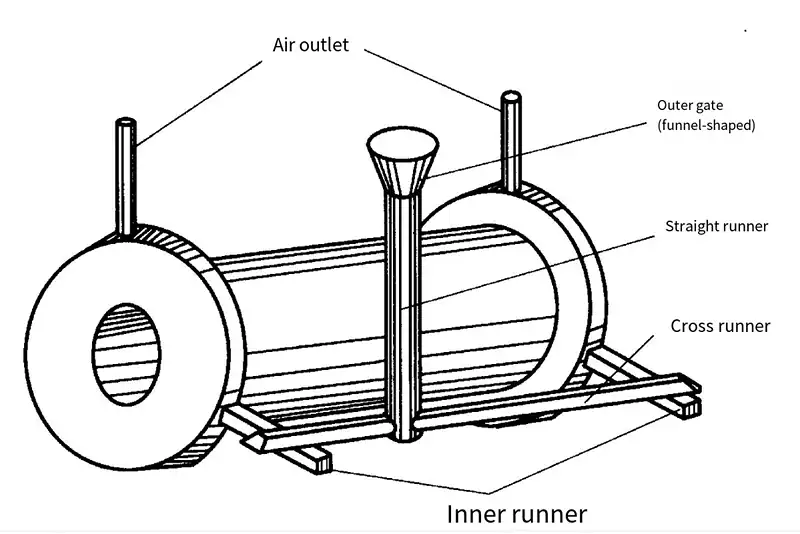
Tipik döküm sistemleri
- İşlevi, enjekte edilen sıvı metali tutmak ve sıvı metalin kum kalıbı üzerindeki etkisini kolaylaştırmaktır. Küçük dökümler genellikle huni şeklindedir (yolluk kabı olarak adlandırılır), daha büyük dökümler ise leğen şeklindedir (yolluk kabı olarak adlandırılır).
- ② Düz yolluk Dış kapıyı yatay yolluk ile bağlayan dikey bir kanaldır. Düz yolluk yüksekliğinin değiştirilmesi sıvı metalin statik basıncını ve sıvı metalin akış hızını değiştirebilir, böylece sıvı metalin doldurma kapasitesini değiştirebilir. Düz yolluk yüksekliği veya çapı çok büyükse, döküm yetersiz dökülecektir. Çubuğun çıkarılmasını kolaylaştırmak için, düz yolluk genellikle büyük bir üst ve küçük bir alt ile konik bir şekle getirilir.
- ③ Çapraz kanal Metal sıvısını düz kanaldan iç kanala sokmak için yatay bir kanaldır, genellikle kum kalıbının ayırma yüzeyinde açılır ve kesit şekli genellikle yüksek trapezoidaldir ve iç kanalın üstünde bulunur. Çapraz kanalın ana işlevi sıvı metali iç kanala dağıtmak ve cürufu bloke etmektir.
- Doğrudan boşluğa bağlıdır ve boşluğa sıvı metal akışının yönünü ve hızını ve dökümün her bir parçasının soğutma hızını düzenleyebilir. İç yollukların enine kesit şekli genellikle düz trapezoidal ve hilal şeklindedir ve üçgen şeklinde de olabilir.
- Yükselticiler Büzülme ve gevşeme gibi yaygın kusurlar, dökümün soğuyup katılaştığında hacimsel olarak daralmasından kaynaklanır. Büzülme ve gevşemeyi önlemek için, genellikle yükselticinin üst veya kalın kısmının dökümünde. Yükselticiler, dökümdeki boşluklar ve boşluklara enjekte edilen metaldir. Yükselticideki sıvı metal, dökümün büzülmesini sürekli olarak yenileyebilir, böylece döküm büzülme deliklerinden ve büzülme gevşemesinden kaçınabilir. Yükselticiler gereksizdir ve temizlik sırasında çıkarılmalıdır. Yükselticiler büzülme rolünü tamamlamanın yanı sıra egzoz ve cüruf toplama rolünü de üstlenir.
(5) Kalıp ve maça sandığı imalatı
Kalıp, döküm üretiminde gerekli proses ekipmanıdır. İç boşluklu dökümler için, kum maça tarafından oluşturulan iç boşluğun dökümü ve dolayısıyla kum maça için maça kutusunun hazırlanması gerekir. Kalıp ve maça sandığı imalatında yaygın olarak kullanılan malzemeler ahşap, metal ve plastiktir. Tek parçada, küçük seri üretim, ahşap kalıp ve maça kutusunda, metal veya plastik kalıp, maça kutusunun seri üretiminde yaygın olarak kullanılmaktadır. Metal kalıp ve maça kutusunun hizmet ömrü 100.000 ila 300.000 kat, plastiğin hizmet ömrü on binlerce kata kadar çıkarken, ahşap olan sadece yaklaşık 1.000 kattır. Dökümlerin kalitesini sağlamak için, kalıpların ve maça kutularının tasarımında ve imalatında, bir döküm işlemi haritası tasarlamak ve daha sonra işlem haritasının şekline ve boyutuna göre kalıplar ve maça kutuları üretmek gerekir. Aşağıdaki şemaya bakınız.
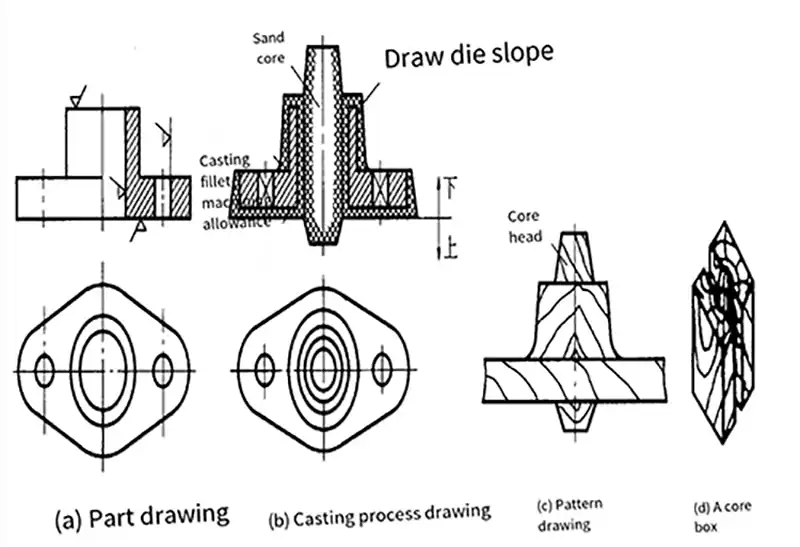
Bir süreç haritası tasarlarken aşağıdakilerden bazılarını göz önünde bulundurun:
- Ayırma yüzeyinin seçimi Ayırma yüzeyi üst ve alt kum arasındaki arayüzdür ve ayırma yüzeyinin seçimi kalıbın kumdan çıkarılmasını sağlamalı ve modellemeyi dökümlerin kalitesini sağlamak için uygun ve elverişli hale getirmelidir.
- Kalıbın kum kalıptan kolayca çıkarılabilmesi için, ayırma yüzeyine dik olan tüm yüzeyler 0,5º~4º kalıp çekme eğimi ile yapılmıştır.
- ③ İşleme payı İşlenecek dökümün yüzeyinde uygun işleme payı bırakılmalıdır.
- ④ Büzülme Döküm soğurken büzülmelidir ve kalıbın boyutu döküm büzülmesinin etkisini dikkate almalıdır. Genellikle dökme demir parçalarda yüzde 1 artış; dökme çelik parçalarda yüzde 1,5 ila yüzde 2 artış; alüminyum alaşımlı parçalarda yüzde 1 ila yüzde 1,5 artış için kullanılır.
- ⑤ Döküm yuvarlatılmış köşeler Modellemeyi kolaylaştırmak ve döküm kalitesini sağlamak için dökümdeki her yüzeyin tüm dönüş noktaları geçişli yuvarlatılmış köşeler haline getirilmelidir.
- (6) Maça kafası Maçalı kum kalıpları için kalıp üzerine uygun bir maça kafası yapılmalıdır.
Modelleme yöntemleri
Kalıplama yönteminin seçimi sadece üretim türüne göre değil, aynı zamanda fabrika ekipman koşullarına, döküm boyutuna ve karmaşıklığına ve kalite gereksinimlerine göre birlikte izlenmelidir. Kalıplama yöntemleri iki kategoriye ayrılabilir: manuel ve makine kalıplama.
El kalıplama esas olarak tek parçalı küçük seri üretim için kullanılırken, makine kalıplama esas olarak büyük seri üretim için kullanılır.
(1). El modellemesi
- (A) Entegre kalıplamanın özellikleri şunlardır: kalıp entegre bir yapıdır, en büyük kesit kalıbın bir ucunda düzdür; ayırma yüzeyleri çoğunlukla düzdür; ve işlem basittir. Bütün kalıp, diskler ve kapaklar gibi basit şekillere sahip dökümler için uygundur.
- (B) Bölünmüş kalıpla kalıplamanın özellikleri şunlardır: kalıplar ayrılır ve kalıpların ayrılmış yüzeyi (ayırma yüzeyi olarak bilinir), kalıp kaldırmayı kolaylaştırmak için kalıpların en büyük kesiti olmalıdır. Bölünmüş kalıpla kalıplama işlemi temelde tam kalıpla kalıplama işlemine benzer, aradaki fark üst kalıbı yaparken iki işlemin eklenmesidir, yani üst kalıbın yerleştirilmesi ve üst yarım kalıbın alınması. Ayrık kalıplama manşonlar, borular ve valf gövdeleri gibi karmaşık şekillere sahip dökümler için uygundur.
- (C) çıkarılabilir veya hareketli parça üzerindeki canlı blok kalıplama kalıbına canlı blok denir. Kalıbın yan tarafında parçayı uzatmak için bir engel olduğunda (küçük bir tırnak gibi), parça genellikle canlı bir blok haline getirilir. Kalıp kaldırıldığında, önce kalıbın ana gövdesi çıkarılır ve daha sonra dökümde kalan canlı blok ayrı olarak çıkarılır, bu yönteme canlı blok kalıplama denir. Canlı blok kalıbı çivilerle bağlanarak kalıplanırken, canlı bloğun etrafındaki kumun önce sıkıca doldurulmasına ve daha sonra çivilerin çekilmesine dikkat edilmelidir.
- (D) kalıplama ihtiyacının yapısal özelliklerine göre döküm yapıldığında, ancak koşullar nedeniyle (kalıp çok ince, kalıp yapmak zor gibi) hala bütün bir kalıp haline getirildiğinde, kalıplamayı kolaylaştırmak için alt ayırma yüzeyinin kavisli bir yüzeye kazılması veya merdivenin şeklinde yüksek ve alçak değişikliklere sahip olması gerekir (düzensiz ayırma yüzeyi olarak adlandırılır), bu yönteme kum kalıplama denir.
- (F) Üç kutu kalıplama Döküm üretmek için üç kum kutusu kullanma işlemine üç kutu kalıplama denir. Yukarıda bahsedilen tüm kalıplama yöntemleri, kullanımı kolay ve yaygın olarak kullanılan iki kum kutusu kullanır. Bununla birlikte, kesit boyutunun iki ucunun orta kesitten daha büyük olması gibi bazı dökümlerde, kalıptan sırasıyla iki yönden üç kum kutusu kullanılması gerekir.
- (G) sıyırıcı kalıplama boyutu 500 mm'den büyük kasnaklar, volanlar, büyük dişliler ve diğer tek üretim gibi dönen gövde dökümleri, ahşaptan, kalıp işleme süresinden ve maliyetten tasarruf etmek için sıyırıcı kalıplama kullanılabilir. Kazıyıcı, döküm bölümünün şekline uygun bir tahta parçasıdır. Kalıplama sırasında, sıyırıcı sabit bir merkezi eksen etrafında döner ve kum kalıbındaki gerekli boşluğu sıyırır.
- (H) Kukla kutu kalıplama, kum kazma kalıplamasında kazılan kumun yerine prefabrik şekilli bir taban plakası veya kukla kutu kullanılmasıdır.
- (I) Çukur kalıplama Dökümhanede doğrudan kum zemin üzerinde veya kum çukurunda kalıplama yöntemine çukur kalıplama denir. Büyük dökümler tek parça halinde üretildiğinde, kum havuzundan tasarruf etmek, döküm yüksekliğini azaltmak ve dökme işlemlerini kolaylaştırmak için genellikle çukur kalıplama kullanılır. Çukur kalıplama yapısı, döküm sırasında çukurdaki gazı zeminden, genellikle kok, cüruf ve diğer nefes alabilen malzemelerin tabanından sorunsuz bir şekilde dışarı çıkarabilir ve gazı demir borudan dışarı çıkarırken kalıplamanın dikkate alınması gerekir.
(2). Makine modellemesi
Manuel kalıplama verimliliği düşüktür, dökümlerin yüzey kalitesi düşüktür, yüksek teknik seviyeye sahip işçi gereksinimi, emek yoğunluğu, bu nedenle seri üretimde genellikle makine kalıplamada kullanılır. Makine kalıplama---- mekanizasyona ulaşmak için kum sıkma ve kalıplama işleminin ana işlemidir. Kum sıkma ve kalıp başlatmanın farklı yollarına göre, pnömatik mikro titreşimli sıkıştırma kalıplama, atış basınçlı kalıplama, yüksek basınçlı kalıplama ve kum atma kalıplama vardır.
- (A) pnömatik mikro titreşim sıkıştırma kalıplama titreşim (frekans 150 ~ 500 kez / dak, genlik 25-80mm) - sıkıştırma - mikro titreşim (frekans 700 ~ 1000 kez / dak, genlik 5 ~ l0mm) sıkıştırılmış kum kullanılır. l0mm) kalıplama kumunu sıkıştırmak için. Bu tür bir kalıplama makinesi daha az gürültüye, kumun eşit şekilde sıkıştırılmasına ve yüksek üretkenliğe sahiptir.
- (B) Enjeksiyon kalıplama, ilk sıkıştırma için boşluğa kum püskürtmek için basınçlı hava kullanımı ile karakterize edilir ve daha sonra sıkıştırma pistonu kum modelini tekrar sıkıştırır, kum modeli başlatıldıktan sonra, ön ve arka iki kum modeli arasındaki temas yüzeyi ayırma yüzeyidir. Enjeksiyon kalıplamanın döküm boyutu doğrudur, yüzey pürüzlülüğü küçüktür ve üretkenlik yüksektir. Saatte 240-300 kalıp üretebilir ve genellikle küçük ve orta ölçekli dökümlerin seri üretiminde kullanılır.
- (C) Yüksek basınçlı kalıplama, kum kalıbını sıkıştırmak için çok yüksek basınç üretmek üzere bir hidrolik sistem kullanır. Hassas döküm boyutları, düşük yüzey pürüzlülüğü ve yüksek verimlilik ile karakterize edilir. Yüksek basınçlı kalıplama, daha karmaşık şekillere sahip küçük ve orta ölçekli dökümler, çoklu çeşitler ve orta ölçekli partiler veya daha fazlası için uygundur.
- (D) Kum fırlatma kalıplama, kum kalıbını sıkıştırmak için konveyör bant tarafından taşınan kumu yüksek hızda aşağı atmak için yüksek hızlı dönen bıçağı kullanmaktır. Kum fırlatma kalıplama güçlü bir uyarlanabilirliğe sahiptir, özel kum kutusu ve şablon gerektirmez ve büyük dökümlerin tek parça ve küçük parti üretimi için uygundur.
karotlama
Dökümün iç boşluğunu veya lokal şeklini elde etmek için, maça kumu veya diğer malzemelerden yapılmış, maça adı verilen döküm elemanlarının içindeki boşluğa yerleştirilir. Maçaların büyük çoğunluğu maça kumundan yapılır. Maçanın kalitesi esas olarak nitelikli maça kumunun hazırlanmasına ve doğru maça yapım sürecinin kullanılmasına bağlıdır.
Kum çekirdeği yüksek sıcaklıktaki sıvı metalin etkisiyle dökülürken ve çevrelenirken, iç boşluğun karşılık gelen şeklinin dökümü ile kum çekirdeğinin gereksinimlerine ek olarak, daha iyi bir geçirgenliğe, refrakterliğe, tavizlere, mukavemete ve diğer özelliklere sahip olmalıdır, bu nedenle çekirdek kumu formüle etmek için az safsızlık ve bitkisel yağ, su bardağı ve diğer bağlayıcılara sahip kuvars kumu seçmeliyiz ve kum çekirdeğinde metal çekirdek kemiğine ve mukavemeti ve geçirgenliği artırmak için havalandırma deliklerini bağlamalıyız.
Basit şekilli büyük ve orta boy maçalar kil kumu ile üretilebilir. Ancak, karmaşık şekillere ve yüksek performans gereksinimlerine sahip maçalar için, bunları formüle etmek üzere yağ kumu, gres kumu ve reçine kumu gibi özel bağlayıcılar kullanılmalıdır.
Buna ek olarak, maça kumunun düşük higroskopiklik (kutuyu kapattıktan sonra maçanın neme dönmesini önlemek için); daha az gazlama (metal döküldükten sonra, maça malzemesi ısıtıldığında mümkün olduğunca az gaz üretmelidir); ve iyi zımparalama (temizlik sırasında maçanın çıkarılmasını kolaylaştırmak için) gibi bazı özel özelliklere de sahip olması gerekir.
Maçalar genellikle maça kutularından yapılır ve açık maça kutusu maça yapımı, yuvarlak kesitli daha karmaşık maçalar için yaygın bir manuel maça yapım yöntemidir.
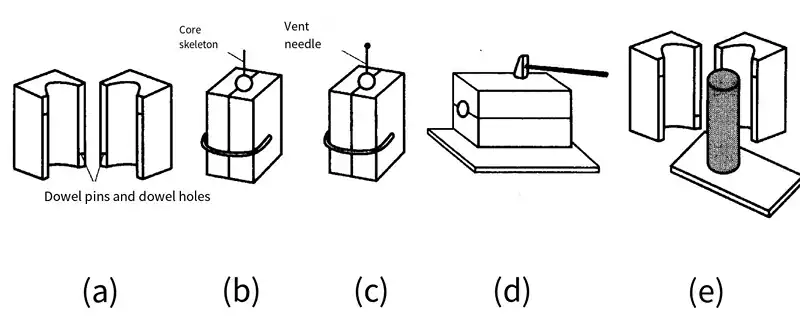
Folyo çekirdek kutu çekirdek yapımı
(a) Maça kutusunu hazırlayın (b) Maça kutusunu kelepçeleyin, sırayla maça kumu ve maça kemiği ekleyin, kumu dövün (c) Havalandırma deliklerini kazıyın ve bağlayın (d) Kelepçeleri gevşetin, maça kutusuna vurun (e) Maça kutusunu açın, kum maçayı çıkarın ve boyayı uygulayın
Modellemenin temel işlemleri
Birçok kalıplama yöntemi vardır, ancak bunların çoğu kum vurma, kalıp başlatma, kalıp onarma ve kutu kapatmayı içerir.
(1) bak
Ahşap, metal veya diğer malzemelerden yapılmış dökümün orijinal şekli topluca kalıp olarak adlandırılır ve dökümün boşluğunu oluşturmak için kullanılır. Ahşap kalıp olarak bilinen ahşap kalıptan yapılmış, metal kalıp veya plastik kalıp olarak bilinen metal veya plastik kalıptan yapılmış. Şu anda çoğu fabrika ahşap kalıp kullanmaktadır. Kalıbın şekli dökümün şekline benzer, aradaki fark, kalıpta delikler gibi dökümün sadece deliksiz katı olması değil, aynı zamanda maça başını yapmak için karşılık gelen konumda olmasıdır.
(2) Kalıplama öncesi hazırlık
- ① Kalıplama aletlerini hazırlayın, düz bir taban plakası ve uygun boyutta bir kum kutusu seçin. Kum kutusu çok büyükse, sadece çok fazla kum tüketmekle kalmayacak, aynı zamanda kum vurma süresini de boşa harcayacaktır. Kum kutusu çok küçükse, ahşap kalıbın etrafındaki kum sıkıca dövülmeyecek ve sıvı metal, dökme sırasında ayırma yüzeyinden, yani ara yüzeyler arasından kolayca dışarı akacaktır. Genellikle, ahşap kalıp ile iç duvar ve kum kutusunun üstü arasındaki mesafe 30 ~ 100 mm olmalıdır, buna kum yeme miktarı denir. Bu mesafe kum yeme kapasitesi olarak adlandırılır. Kum yeme kapasitesinin spesifik değeri ahşap kalıbın boyutuna bağlıdır.
- ② Kalıp kumunun ahşap kalıba yapışmasını ve kalıbı kaldırırken boşluğa zarar vermesini önlemek için ahşap kalıbı temizleyin.
- ③ Ahşap kalıbı yerleştirirken, ahşap kalıp üzerindeki eğimin yönüne dikkat edin ve yanlış yere koymayın.。
(3)yarım kilo kum
- ① Dövme kumu kuma aşamalı olarak eklenmelidir. Küçük kum kutusu için her seferinde yaklaşık 50 ~ 70 mm kum kalınlığı eklenmelidir. çok fazla kum dövmek sıkı değildir ve çok az kum ve çalışma saati maliyeti. İlk kez kum eklerken, ahşap kalıbın kum kutusundaki konumunun hareket etmesini önlemek için ahşap kalıbın etrafındaki kum elle sıkıca bastırılmalıdır. Daha sonra kum vurma çekicinin sivri ucunu kullanarak aşamalı olarak sıkıca vurun ve son olarak kum vurma çekicinin düz ucunu kullanarak kumun üst katmanını sıkıca vurun.
- ② Kuma vurma işlemi belirli bir rotada gerçekleştirilmelidir. Sıkışıklığın farklı kısımlarından kaçınmak için biraz doğuya, biraz batıya kaotik bir vuruş yapmayın.
- Kuma vurma uygun olmalıdır. Çok fazla kuvvet, kum çok sıkıdır, gazın boşluğunu dökerek dışarı akamaz. Çok az kuvvet, kum çok gevşektir ve kutunun çökmesi kolaydır. Aynı kumun her bir parçasının sıkılığı farklıdır, kum kutusunun iç duvarına yakın olan kum, kutunun çökmesini önlemek için sıkıca dövülmelidir. Boşluk kısmının yakınında, kum sıvı metal basıncına dayanmak için biraz daha sıkı olmalıdır. Hava geçirgenliğini kolaylaştırmak için kum tabakasının boşluğundan uzakta uygun şekilde gevşek olmalıdır.
- ④ Kumu döverken, çekicin ahşap kalıba çarpması önlenmelidir. Genellikle çekiç ile ahşap kalıp arasındaki mesafe 20-40 mm'dir, aksi takdirde ahşap kalıba zarar vermek kolaydır.
(4) kum serpin
Kum modelini oluşturmadan önce, üst ve alt kum kutularının birbirine yapışmasını ve kutunun açılmamasını önlemek için ayırma yüzeyine ince taneli, kil içermeyen kuru kum (yani kum) serpilmelidir. Kum serpilirken, el kum kutusundan biraz daha yukarıda olmalı, dönerken, sallanırken, böylece kum parmak çatlaklarından yavaşça ve eşit bir şekilde aşağıya doğru dağılmalı, ayırma yüzeyinde ince bir şekilde kaplanmalıdır. Son olarak, ahşap kalıp ayırma kumundan üflenmelidir, böylece kum modelinde yapmamak için, ayırma kumu kum modelinin yüzeyine yapışır ve sıvı metalin dökülmesinde dökümün içine yıkanır, böylece kusurlar üretir.
(5)bir delik açmak
Kumun iyi hava geçirgenliğine sahip olmasını sağlamanın yanı sıra, aynı zamanda kumda havalandırma deliklerini bağlamak için bir havalandırma iğnesi ile düz bir şekilde dövülmüş ve kazınmıştır, böylece dökülürken gazın kaçması kolaydır. Havalandırma delikleri dikey ve eşit dağılımlı olmalıdır.
(6)açık kapı
Dış kapı, büyük ucunda 60-80 mm çapa sahip 60°'lik bir koni şeklinde kazılmalı ve kapının yüzeyi parlatılmalı ve sıvı metalin kum kalıbına düzgün bir şekilde akmasını sağlamak için düz yollukla bağlantı yuvarlak bir geçiş şeklinde yapılmalıdır. Dış kapı çok sığ kazılır ve disk şekline dönüşürse, sıvı metal etrafa sıçrayacak ve dökme sırasında insanlara zarar verecektir.
(7)Kapanış konuşmasını yapmak
Üst ve alt kum havuzlarının yerleştirme pimleri yoksa, üst ve alt kum kalıpları açılmadan önce kum havuzunun duvarına bir kapanış çizgisi çizilmelidir. Bunun en basit yolu, kutunun duvarına tebeşir tozu sürmek ve ardından ince bir çizgi çizmek için bir iğne kullanmaktır. Kum kutusunu pişirmek için fırına girmeniz gerekir, kum kili kum kutusu duvarına yapıştırmak için kullanılır, bir sıvacı bıçağı ile çorap düzleştirilir ve ardından çamur numarası olarak bilinen çizgi oyulur. Çizgi, x ve y yönlerinin konumlandırılabilmesini sağlamak ve kumun dönüşünü sınırlayabilmek için kum kutusunun duvarındaki iki dik açılı kenarın en uzak noktasına yerleştirilmelidir. Kutuyu kapatırken hata yapmamak için iki yerdeki çizgi sayısı eşit olmamalıdır. Çizgi bittiğinde, kalıbı başlatmak için kutuyu açabilirsiniz.
(8)bir kalıp almak
- ① Kalıbı almadan önce, su fırçasını bir miktar suya batırın ve kalıbı alırken kum boşluğunun zarar görmesini önlemek için ahşap kalıbın etrafındaki kumu fırçalayın. Fırça suyu bir fırça olmalı, aşırı yerel sudan kaçınmak ve döküm sırasında büyük miktarda su buharı üretmek için su fırçasının belirli bir yerde kalmasını sağlamayın, böylece döküm gözeneklilik kusurları üretir.
- ② Kalıp başlatma piminin konumu mümkün olduğunca ahşap kalıbın ağırlık merkezi ile çakışmalıdır. Kalıbı başlatmadan önce, ahşap kalıbı gevşetmek ve kalıbı başlatmayı kolaylaştırmak için kalıp başlatma piminin alt kısmına hafifçe vurmak için küçük bir çekiç kullanın.
- ③ Kalıbı kaldırırken, ahşap kalıbı yavaşça dikey olarak kaldırın, ahşap kalıp tamamen kaldırılmak üzereyken hızlıca çıkarın. Kalıbı kaldırırken eğilmemesine ve sallanmamasına dikkat edin.
(9) manikür
Kalıp çıkarıldıktan sonra, boşluk hasar görmüşse, boşluğun şekline ve hasarın derecesine göre her türlü onarım aleti doğru şekilde kullanılmalıdır. Boşluğun hasarı büyükse, ahşap kalıp onarmak için boşluğa geri konulabilir ve ardından tekrar çıkarılabilir.
(10)bir dosyayı kapatın
Kutunun kapatılması, kum kalıbının kalitesinde önemli bir rol oynayan son kalıplama işlemidir. Kutuyu kapatmadan önce, kum kalıbında herhangi bir hasar ve gevşek kum olup olmadığı ve kapının kesilip kesilmediği dikkatlice kontrol edilmelidir. Maçayı yerleştirmek istiyorsanız, maçanın kuru olup olmadığını, herhangi bir hasar olup olmadığını ve havalandırma deliklerinin tıkalı olup olmadığını kontrol etmelisiniz. Maçanın kum kalıbındaki konumu, dökümün doğruluğunu etkilememek ve dökme sırasında sıvı metal tarafından yıkanmasını önlemek için doğru ve sabit olmalıdır. Kutuyu kapatırken, seviyeyi aşağıda tutmak için üst kum kutusuna dikkat edilmeli ve yanlış kutuyu önlemek için kapatma çizgisi ile hizalanmalıdır. Kutuyu kapattıktan sonra, yolluk içine kum veya döküntü düşmesini önlemek için yolluk üzerini kağıt veya tahta parçası ile örtmek daha iyidir.
Döküm dökme pozisyonu ve ayırma yüzeyi seçimi
dökümlerDökümün dökülme pozisyonu, döküm sırasında dökümün kalıp içindeki pozisyonudur.
Ayırma yüzeyi, dökümün iki yarısının birbiriyle temas ettiği yüzeydir.
Bunların seçim prensibi temel olarak döküm kalitesini sağlamak ve kalıplama sürecini basitleştirmektir. Genel olarak, döküm pozisyonu önce ayırma yüzeyine karar verdikten sonra seçilmelidir, ancak üretimde, döküm pozisyonunun seçimi ve ayırma yüzeyinin belirlenmesi bazen birbiriyle çeliştiğinden, çeşitli seçeneklerin avantaj ve dezavantajlarını kapsamlı bir şekilde analiz etmek ve en iyi seçeneği seçmek gerekir.
(1) .Döküm pozisyonu seçim prensibi
- (A) Dökümün önemli işleme yüzeyi aşağı bakmalıdır, hava delikleri, kum delikleri, cüruf, büzülme deliklerinin üst yüzeyde görünmesi muhtemeldir, metal sıvının alt kısmı nispeten safken, metal organizasyonu nispeten yoğundur. Bazen önemli işleme yüzeyi bazı nedenlerden dolayı aşağı bakarken, mümkün olduğunca örnek yüzey konumunda yapılmalıdır.
- (B) Dökümün büyük düzlemi aşağıya bakmalıdır Dökme sırasında ısı radyasyonu etkisi nedeniyle, döküm boşluğunun üst yüzeyindeki kum kavislenmeye ve çatlamaya eğilimlidir, bu da dökümün üst yüzeyinde kum sıkışmasına ve kalıntı kusurlarına neden olur, bu nedenle büyük düzlem aşağıya bakmalıdır.
- (C) döküm ince duvarlı parça ince duvarlı parçanın alt kısmına yerleştirilmelidir, yetersiz dökme ve soğuk ayrışma üretmek kolaydır, bu nedenle alt kısımda doldurma basıncını artırabilir, metal doldurma kapasitesini artırabilir.
- (D) dökümün yönlü katılaşma elde etmesini sağlamalıdır Alaşım büzülmesi için, dökümün et kalınlığı tek tip değildir, dökümün büyük kısmının kalınlığı, yükselticilerin yerleştirilmesini kolaylaştırmak için en üstteki veya ayırma yüzeyinin yakınındaki döküme yerleştirilmelidir, yönlü katılaşma elde etmek için
- (F) Maça sabitleme, montaj ve havalandırma için kolay olmalı ve kalıbı kapatmak kolay olmalıdır.
(2).Ayırma yüzeylerinin seçim prensibi
- (A) Kalıp alma işlemini kolaylaştırmak için ayırma yüzeyi kalıbın en büyük kesitinde seçilmeli ve özellikle kazma kum kalıplamaya dikkat edilmelidir.
- (B) Parçalama yüzeylerinin sayısı en aza indirilmeli ve seri üretim için üç kutulu modellemeden kaçınılmalıdır.
- (C) Yanlış kutulamayı, uçan kenarları ve çapakları azaltmak ve dökümlerin doğruluğunu artırmak için dökümlerin tamamı veya çoğu aynı kum kalıbında yapılacaktır.
- (D) Kalıplama ve maça yapım sürecini basitleştirmek ve verimliliği artırmak için maça ve canlı blok sayısı mümkün olduğunca azaltılmalıdır.
Süreç parametrelerinin seçimi
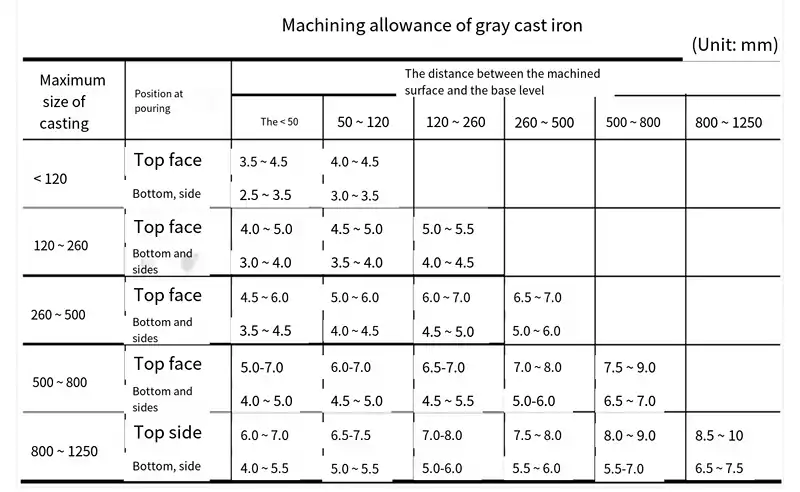
(1) İşleme ödeneği
Dökümlerin yüzeyde kesilmesi gerekir, önceden belirli bir miktarda işleme payı ayrılmalıdır, bunun boyutu döküm alaşımının türüne, modelleme yöntemlerine, döküm boyutuna ve birçok faktörün dökümündeki işleme yüzeyine bağlıdır. Dökme çelik yüzey pürüzlülüğü, deformasyon, işleme payı; demir dışı alaşım yüzeyi daha cilalı, işleme payı küçük; makine modelleme yüksek hassasiyet, işleme payı daha küçük seçilebilir; tek parça küçük seri üretim işleme payını etkileyen daha fazla faktör artırılacak; döküm daha büyük, daha karmaşık, işleme payı daha büyük; üst yüzeyin alttan ve işleme payının yanından dökümü büyüktür.
Küçük dökme demir parçaların tek parça küçük parti üretimi 4,5 ~ 5,5 mm işleme payı; küçük demir dışı metal dökümler 3 mm işleme payı; işleme payı değerinin gri dökme demir parçaları JB2854-80'e başvurabilir.
Buna ek olarak, çapı 35 mm'den az olan çelik döküm parçalar ve çapı 25 mm'den az olan dökme demir parçalar genellikle dökülmez, bu da işlemeyi daha ekonomik ve kullanışlı hale getirir. Küçük parçaların makine modellemesi için delik dökülmez, daha küçük olabilir. İşleme gerektirmeyen özel şekiller için, delikte, yuvada işleme zorlukları, dökülmelidir.
(2) Kalıplama eğimi
Prova dökümden kolay çıkarılabilmesi için, ayırma yüzeyine dik olan dikey duvara eklenen eğim kalıp başlangıç eğimidir. Kalıp ne kadar yüksekse, eğimin değeri o kadar küçüktür ve iç duvarın eğimi dış duvarınkinden daha büyüktür. İç duvar eğimi dış duvar eğiminden daha büyüktür. El kalıplama eğimi makine kalıplama eğiminden daha büyüktür. Kalıp kısa olduğunda (≤100mm), yaklaşık 3º'dir ve kalıp yüksek olduğunda (101~160mm), 0,5°~1°'dir.
(3) Yuvarlatılmış köşelerin dökümü
Dökümün cidar bağlantı ve köşelerinde gerilme ve çatlakların oluşmasını önlemek ve dökümün keskin köşelerinin zarar görmesini ve kum deliklerinin oluşmasını engellemek için dökümün tasarımında cidar bağlantı ve köşe kısımları dört köşeli olacak şekilde tasarlanmalıdır.
(4) Çekirdek Başkanlar
Maçanın döküm kalıbına yerleştirilmesini, sabitlenmesini ve havalandırılmasını sağlamak için hem kalıp hem de maça bir maça kafası ile tasarlanmıştır.
Maça başı, döküm modelinin maça yuvasına düşen ve maçayı yerleştirmeye ve desteklemeye yarayan maçanın uzanmış kısmıdır.
Maça başlığının şekli maça tipine bağlıdır, maça başlığının yeterli yüksekliğe (h) veya uzunluğa (l) ve uygun eğime sahip olması gerekir, böylece maça döküm kalıbında uygun, doğru ve sıkıca sabitlenir, böylece maçanın yüzmesi, sapması ve dökme sırasında hareket etmesi önlenir.
(5) Küçülme payı
Döküm, döküldükten sonra soğuma büzülmesinde olduğu gibi, kalıpların üretimi de büzülme boyutunun bu kısmına eklenmelidir. Genel gri dökme demir büzülme payı yüzde 0,8 - yüzde 1,0, dökme çelik için yüzde l,8 - yüzde 2,2, dökme alüminyum alaşımı için yüzde 1,0 - yüzde 1,5'tir. Büzülme payının boyutu, alaşım türüne ek olarak, aynı zamanda döküm işlemi, blokaj durumunun daralmasındaki dökümler vb. ile de ilgilidir.
| Alaşım Tipi | Döküm Çekmesi | ||
| serbest daralma | büzülme | ||
| 灰 铸 铁 | Küçük ve orta boy dökümler | 1.0 | 0.9 |
| Orta ve büyük dökümler | 0.9 | 0.8 | |
| Ekstra büyük dökümler | 0.8 | 0.7 | |
| sfero döküm | 1.0 | 0.8 | |
| Karbon ve düşük alaşımlı çelik | 1.6~2.0 | 1.3~1.7 | |
| kalay bronz | 1.4 | 1.2 | |
| Wuxi Bronz | 2.0~2.2 | 1.6~1.8 | |
| si̇li̇kon pi̇ri̇nç | 1.7~1.8 | 1.6~1.7 | |
| Alüminyum-silikon alaşımları | 1.0~1.2 | 0.8~1.0 | |
Kum dökümün avantajları ve dezavantajları
Kum dökümün avantajları
- Düşük üretim maliyetleri: Kum dökümde düşük maliyetli hammaddeler (örn. kum, kil, vb.) kullanılır ve üretim süreci nispeten basittir, bu nedenle üretim maliyetleri nispeten düşüktür.
- Yüksek üretim esnekliği: Kum döküm, birkaç gramdan birkaç ton parçaya kadar çok çeşitli şekil ve boyutlarda dökümlerin kolaylıkla ve büyük bir uygulanabilirlikle üretilmesini sağlar.
- Kısa üretim döngüsü: Kum döküm işlemi nispeten basittir ve daha az kuruma ve sertleşme süresi gerektirir, bu da nispeten kısa bir üretim döngüsü ile sonuçlanır.
- Geniş hammadde kaynakları yelpazesi: Kum döküm geniş bir hammadde kaynağı yelpazesine sahiptir, kum, kil vb. kalıplama malzemesi olarak kullanılabilir ve ucuzdur.
Kum dökümün dezavantajları
- Dökümlerin ortalama yüzey kalitesi: Kum döküm dökümlerin yüzey kalitesi, kum delikleri, kum delikleri, yapışkan kum ve benzeri gibi bazı kusurlara sahip olabilir.
- Kum çekirdeği çökmeye meyillidir: Kum dökümde, karmaşık şekillere sahip dökümler üretmek için kum maçalar gerekebilir. Kum maçalar deformasyona ve çökmeye yatkındır, bu da yüksek oranda ıskarta ile sonuçlanır.
- Daha düşük üretkenlik: Kum dökümün verimliliği nispeten düşüktür çünkü her bir kum kalıbının elle yapılması gerekir ve dökümler yalnızca bir kez kullanılabilir.
- Yüksek enerji tüketimi ve yüksek kirlilik emisyonları: Kum dökümü, üretim sürecinde yüksek enerji tüketir ve toz ve egzoz gazları gibi bazı kirletici emisyonlar üretebilir. Bunun çevre ve işçi sağlığı üzerinde bazı etkileri olabilir.























