
Diferansiyel basınçlı döküm süreci ve prensibi
Yayınlanma Tarihi:2024-11-27 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:12649
Makale kataloğu[Gizli]
- Diferansiyel basınçlı döküm nedir?
- Diferansiyel basınçlı döküm çalışma prensibi.
- Diferansiyel basınçlı döküm prosesi özellikleri:
- Alüminyum alaşımlarının mekanik özelliklerinin diferansiyel basınçlı döküm ve alçak basınçlı döküm arasında karşılaştırılması
- Diferansiyel basınçlı döküm ekipmanlarının yapısal tasarımı
- Diferansiyel basınçlı döküm döküm prosesi tasarımı
- Diferansiyel basınçlı döküm dökme işlemi
- Diferansiyel Basınçlı Döküm Uygulamaları
Diferansiyel basınçlı döküm nedir?
Diferansiyel basınçlı döküm (karşı basınçlı döküm olarak da bilinir), diferansiyel basınçtaki sıvı metalin, döküm öncesinde belirli bir basınca kadar doldurulması, kristalleştirilmesi, katılaştırılması ve döküm elde edilmesi işlemidir. Düşük basınçlı döküm ve basınçlı kristalizasyon ve katılaşmanın bir kombinasyonudur.。
İşlem, dökümün şekline, işlem gereksinimlerine ve döküm özelliklerine dayanabilir, boşluktaki basıncı ayarlayabilir, böylece sıvı metal dökümün içine akacak şekilde kontrol edilir ve döküm kuvveti durumunu değiştirmeme koşulu altında, böylece döküm daha yüksek bir basınçta katılaşır, döküm döküm teknolojisini çözmek için karmaşık, ince duvarlı, bütün alüminyum dökümler üretmek için diğer şekillendirme yöntemlerini kullanmak zordur, önemli bir anahtar!。
Diferansiyel basınçlı döküm çalışma prensibi.
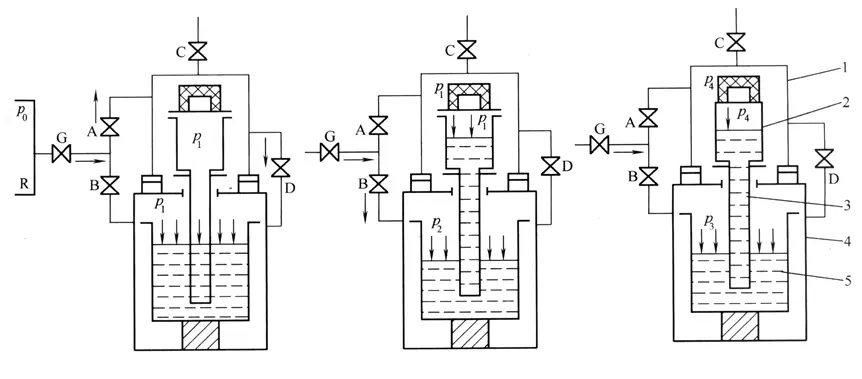
A. Şişirilebilir
B. Basınçlandırma
C. Stres Azaltma
Kalıp üst basınç silindirine yerleştirilir, pota fırını alt basınç silindirine yerleştirilir, üst ve alt basınç silindirleri bir ara parça ile ayrılır ve sıvı yükseltme borusu kalıbı tutma fırınına bağlar.
Metal sıvı dolum yöntemleri şunlardır:
1) Basınçlandırma yöntemi:
2) Stres Azaltma Yasası:
Diferansiyel basınçlı döküm prosesi özellikleri:
Diferansiyel basınçlı döküm metal sıvısı belirli bir basınç dolumu altında olduğundan, yüksek kaliteli dökümler elde etmeye elverişli bir dizi faktör getirir.
(1) Şarj hızı kontrol edilebilir; optimum şarj hızını elde etmek için farklı basınç farkı ⊿P-şarj hızı elde edilebilir;
(2) En iyi kalitede kalıp dolum sıvısı elde edilebilir ve kalıba yabancı maddelerin girmesi önlenebilir.
(3) Yüksek basınç altında kristalleşme ve katılaşma nedeniyle, döküm koşulları iyileştirilir, böylece dökümün yoğunluğu büyük ölçüde artar; döküm yerel olarak 0,25 mm kalınlığa kadar olabilir ve net bir kontura sahiptir.
(4) basınç koruma döneminde, döküm hala yüksek basınç durumundadır, dış basıncın etkisi altında, az miktarda plastik deformasyon üretecek, böylece “mikro büzülmeyi” azaltacak, dökümün mekanik özelliklerini iyileştirecektir; düşük basınçlı döküm ile karşılaştırıldığında, diferansiyel basınçlı döküm çekme mukavemeti yüzde 10-50, uzama yüzde 25-50 artırılabilir.
(5) Yüksek basınç altında kristalleşme ve katılaşma, metal sıvıdaki gazın çözünürlüğünü artırabilir, bu da “gözeneklilik” ve “iğne deliği” kusurlarının dökümünü büyük ölçüde azaltabilir.
(6) Döküm yüzey kalitesinin iyileştirilmesi ---- Diferansiyel basınç ⊿P'nin ayarlanabilir olması nedeniyle, diferansiyel basınç ⊿P aracılığıyla “soğuk ayrışma” ve “mekanik kum yapışmasını” azaltmak mümkündür;
(7) Kontrollü atmosfer dökümü mümkündür;
(8) Mekanizasyon ve otomasyonu kolaylaştırır, işgücü verimliliğini artırır, temizlik çalışmalarını azaltır ve çalışma koşullarını iyileştirir.
Alüminyum alaşımlarının mekanik özelliklerinin diferansiyel basınçlı döküm ve alçak basınçlı döküm arasında karşılaştırılması
| Döküm yöntemi | mekanik özellik | ZL101 | ZL102 | ||
| Duvar kalınlığı 5mm | Duvar kalınlığı 20mm | Duvar kalınlığı 5mm | Duvar kalınlığı 20mm | ||
| diferansiyel döküm | Çekme mukavemeti σb/Mpa | 171 | 190 | 190 | 184 |
| Kopma uzaması δ/% | 8.0 | 7.2 | 6.5 | 6.5 | |
| düşük basınçlı döküm | Çekme mukavemeti σb /Mpa | 171 | 132 | 168 | 143 |
| Kopma uzaması δ/% | 4.0 | 2.0 | 4.0 | 2.0 | |
Diferansiyel basınçlı döküm ekipmanlarının yapısal tasarımı
Diferansiyel basınçlı döküm ekipmanının üç ana bileşeni vardır: ana çerçeve, basınç kontrolü, hava beslemesi

Diferansiyel basınçlı döküm ekipmanı profili
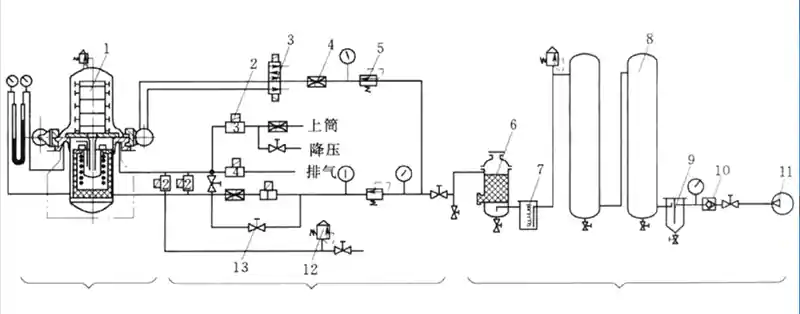
Ana ekipman bölümü
Basınç kontrol bölümü
hava besleme bileşeni
1) Basınç tankı tasarımı: Baş bölümü
2) Kilitleme mekanizması
3) Şişirme yöntemi: pnömatik kontrol sistemi ve yardımcı cihazları
Diferansiyel basınçlı döküm döküm prosesi tasarımı
1) Döküm pozisyonunun seçimi
Döküm sırası katılaşmasını sağlamak için dökümü yolluktan uzakta ilk katılaşma, yolluk son katılaşma yapmak için döküm pozisyonunu belirleyin, genellikle ince duvarlı parçaların yolluktan uzağa dökülmesi, böylece sıvı metal kalın duvarlı ve düşük basınçlı dökümden sokulur döküm pozisyonu, dökme yerinin seçimi ile aynıdır.
2) İşleme ödeneği ve işlem ödeneği
Üniform et kalınlığına sahip dökümler için, yolluk yönünde sıralı katılaşma elde etmek amacıyla, işleme payını artırmak mümkündür ve işlenmemiş düzlemler bir işlem payı ile kullanılabilir, böylece dökümün et kalınlığı yolluk yönünde artar.
3) Döküm sistemi seçimi
(1) Makul bir döküm sistemi tarafından karşılanması gereken şartlar
① Metal sıvının düzgün bir şekilde doldurulmasını sağlamak için dolum hızlı olmalıdır.
② Cüruf engelleme ve egzoz için faydalıdır.
(iii) Dökümlerin sıralı katılaşmasını destekler.
(2) Döküm sisteminin şekli
Genellikle alttan enjeksiyonlu dökme sistemini kullanın, alüminyum, magnezyum alaşımlı dökümler genellikle açık dökme sistemini kullanır, 300 mm'den büyük dökümlerin yüksekliği için yarık tipi dökme sistemini seçebilirsiniz.
4) Yükselticiler ve Soğuk Demir
Diferansiyel basınçlı döküm, yükselticinin tamamlayıcı büzülmesini etkili bir şekilde güçlendirir, bu nedenle, bireysel kalın sıcak bağlantılar için genellikle sadece koyu yükselticinin kullanılması gerekir. Soğuk demir genellikle yerel sıcak bağlantı noktalarında dökümün soğuma hızını hızlandırmak için yükselticiler ve yolluklarla birlikte kullanılır, böylece tüm döküm sıralı katılaşma amacına ulaşmak için sıcak bağlantı noktaları ve bitişik bağlantı duvarı aynı anda katılaşır.
Diferansiyel basınçlı döküm dökme işlemi
(1) Diferansiyel basınçlı dökümün dökme işleminin özellikleri
Diferansiyel döküm basınçlandırma 6 aşamaya ayrılır
0 ila t1: enflasyon aşaması
t1 ila t2: Basınç dengesi fazı
t2 ila t3: Sıvı kaldırma aşaması
t3 ila t4: Şarj fazı
t4 ila t5: Tutma basıncı kademesi
t5 ila t6: Ara bağlantı aşaması
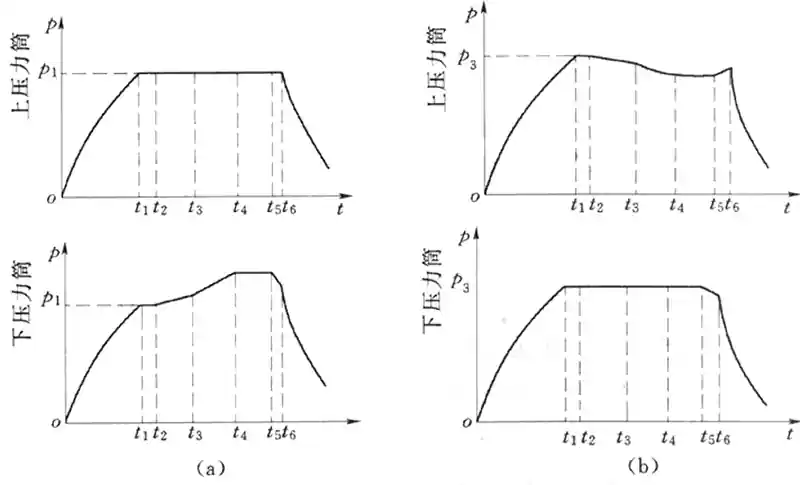
BASINÇLANDIRMA
dekompresyon programı
Basınç artırıcı ve basınç düşürücü yöntemlerin karşılaştırılması
Güçlendirme yöntemi: Karakteristik eğriden, a'b' güçlendirme eğrisinin zayıf bir segmentasyona sahip olduğu ve sıvı metalin dolum hızının dalgalanacağı görülebilir.
Dekompresyon yöntemi: Ab bölümü tüm eğrinin küçük bir kısmını oluşturur ve düz bir çizgiye çok yakındır, bu nedenle dekompresyon yönteminde metal sıvı düzgün bir şekilde yükselir.
Süreç parametrelerinin seçimi
(1) Yük basınç farkı Δp
p=HρK/10200 olarak hesaplanabilir
(2) Kristalleşme basıncı
Kristalleşme basıncı ne kadar yüksek olursa, döküm o kadar yoğun olur ve dökümün mekanik özellikleri o kadar iyi olur. Kristalleşme basıncı ve döküm yapısı, alaşım kristalleşme özellikleri ve diğer faktörler.
(3) Kaldırma hızı
Metal sıvının düzgün ve yavaşça yükselmesini sağlamak için. Sıçramayı önlemek için sıvı yavaşça kaldırılmalıdır.
(4) Şarj hızı
Doldurma hızı, yükselen sıvının hızından daha hızlı olmalı, ancak ikincil inklüzyonların oluşmasını önlemek için çok hızlı olmamalıdır. Dolum hızı ve döküm karmaşıklığı, et kalınlığı, boyut ve alaşım tipi kullanılan döküm tipiyle ilgilidir.
(5) Bekleme süresi
Bekletme süresi yaklaşık olarak dökümün katılaşma süresi ile aynı olmalıdır. Bekletme süresi ve döküm boyutu, et kalınlığı, alaşım tipi ve kristalleşme basıncı. Döküm et kalınlığı ne kadar kalınsa, alaşım kristalleşme sıcaklık aralığı o kadar geniş, bekletme süresi o kadar uzun olur.
(6) Dökme sıcaklığı
Diferansiyel basınçlı döküm dökme sıcaklığı, genel yerçekimi dökümünden daha düşük olabilir. Alüminyum alaşımı, dökme sıcaklığı 306 ~ 0 ℃ daha düşük olabilir.
Diferansiyel Basınçlı Döküm Uygulamaları
Diferansiyel basınçlı döküm, mevcut kumun yanı sıra metal tipi için de kullanılabilir. Tek parça, küçük parti üretiminde kum, büyük miktarlarda üretimde metal tipi kullanılabilir. Dökümlerin ağırlığı 1 kg'dan az ila 100 kg'dan fazla olabilir.
Şu anda, Çin'in en büyük döküm çapı 540mm, yüksekliği 890mm, et kalınlığı 8 ~ 10mm büyük karmaşık ince duvarlı tüm kabin dökümleri. Döküm için mevcut alaşımlar arasında alüminyum alaşımı, çinko alaşımı, magnezyum alaşımı, bakır alaşımı ve dökme çelik bulunmaktadır. Üretilen dökümler arasında motor gövdeleri, valfler, pervaneler, silindirler, tekerlek göbekleri, tank kılavuz tekerlekleri, gemi gövdeleri vb. bulunmaktadır.
Bir basınçlı döküm makinesinde projeksiyon alanı veya et kalınlığı ile sınırlı olan dökümler, diferansiyel basınçlı döküm ile üretilebilir.。























