
Zwaartekrachtgieten van aluminiumlegeringen, veel voorkomende defecten en preventieve maatregelen
Gepubliceerd op:2025-01-21 Categorie:nieuws Weergaven:10554
Catalogus van artikelen
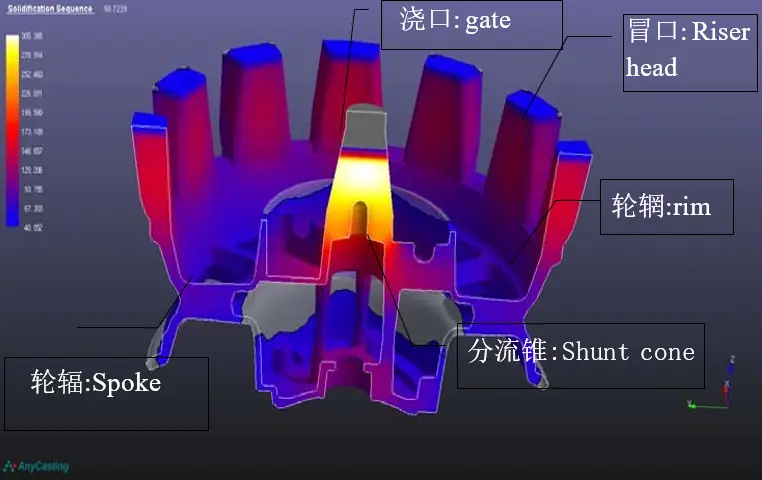
Het ernstafgietsel is in het het gieten proces, de eerste verharding van de metaalvloeistof toe te schrijven aan thermische uitbreiding en contractievolumekrimp, moet zich op het hogere deel van de hard gemaakte metaal vloeibare ernst baseren aan te vullen, om het effect van inkrimping te voltooien. De de verhardingswijze van het ernstafgietsel voor de orde van verharding, is het gehele deel in de verharding van de verharding overeenkomstig een bepaalde opeenvolging van opeenvolgende verharding, kan de relatief achterwaartse verhardingspositie complementaire inkrimping van de relatieve voorzijde van de verhardingspositie zijn, zodat de definitieve het gieten tekorten in de laatste het koelen delen (verhogers, poortenpositie) worden geconcentreerd, om gekwalificeerde productieafgietsels te krijgen. De verhardingsvolgorde van de naafafgietsels van de aluminiumlegering van het zwaartekrachtsafgietsel:
Velg - Spaak - Middennaaf (afgeschuind) - Omloopkegel - Spruitstuk (stijgbuis)
De ontwerpparameters van het gietproces omvatten bewerkingsvergoedingen, procesvergoedingen (verhogingen, enz. om de krimppositie goed te maken), metaalkrimp (krimpcoëfficiënt) en het trekken van de malhelling, koelsysteem (om ervoor te zorgen dat het gieten van de opeenvolgende stolling) enzovoort.
Wanneer de stollingsvolgorde van gietstukken of de procesontwerpparameters niet voldoen aan de productvereisten, zullen er gietfouten ontstaan, veel voorkomende gietfouten van aluminiumlegeringen en preventieve maatregelen zijn:

1. ondercast .
Kenmerken: In het gietvormproces zijn sommige delen van de vulling onvolledig.
Oorzaken van vorming:
a. De vloeibaarheid van aluminium is niet sterk, hoog gasgehalte in de vloeistof, meer oxidehuid;
b. Slecht gietsysteem, de doorsnede van de binnenpoort is te klein;
c. Slechte afzuiging van de mal, slechte afzuiging, te veel verf, de temperatuur van de mal is te hoog waardoor de luchtdruk in de holte te hoog wordt en niet soepel kan worden afgevoerd.
Preventieve maatregelen: 1, verbetering van de vloeibaarheid van aluminium vloeistof, met name raffinage en slakken, op passende wijze verhogen van de temperatuur van de mal of gieten temperatuur (verhoging van de gietsnelheid, aanpassen van de wanddikte toelage, open de hulp bar kanaal); 2, verhoging van de doorsnede oppervlakte van de binnenste poort; 3, verbetering van de uitlaat voorwaarden, volgens de defecte fenomeen in combinatie met de werkelijke situatie van de mal, verhoging van de overloop groef en de uitlaat lijn, diepe holtes aan de uitlaat pluggen toe te voegen, opnieuw spuiten van de verf, zodat de verf is dun en uniform, en wacht tot de mal te drogen en sluit de productie. En wacht tot de verf droog is voor de malproductie.
2. kraakt
Kenmerken: de blanco is beschadigd of gebroken, open in een lange dunne lijnen, onregelmatige status quo, penetratie en niet-penetratie van twee soorten, onder invloed van de externe kracht is de trend van de ontwikkeling, koud, warm scheuren, maar het verschil: koude scheuren op het metaal is niet geoxideerd, hete scheuren op het metaal is geoxideerd.

Oorzaken van vorming:
a. De gietstructuur is niet redelijk, de krimp wordt belemmerd, de gietrondehoek is klein;
b. De uitwerpeenheid is afgebogen en ongelijkmatig geladen;
c. De matrijstemperatuur is te hoog of te laag, en er ontstaan ernstige spanningen en barsten tijdens het openen van de matrijs;
d. Schadelijke elementen in de legering overschrijden de norm en de rek neemt af;
e. Slechte ontluchting;
Preventieve maatregelen: 1, verbetering van de casting structuur, vermindering van de schimmel wanddikte verschil, verhoging van de scheur deel van de afgeronde hoek of boogstraal; 2, corrigeer de schimmel uitwerpsysteem en de bovenste en onderste schimmel klempennen, bussen, om ervoor te zorgen dat de uitwerping van de gladde; 3, de schimmel temperatuur aan te passen aan de normale temperatuur aan de omgekeerde schimmel en ongelijk fenomeen te elimineren, verhoging van de schimmel pick-up helling; 4, controle van de samenstelling van de vloeibare aluminium, met name de samenstelling van de gevaarlijke elementen; 5, trimmen de matrijs uitlaatsysteem 5, reparatie van het uitlaatsysteem van de mal om ervoor te zorgen dat het deel van de mal uitlaat glad.
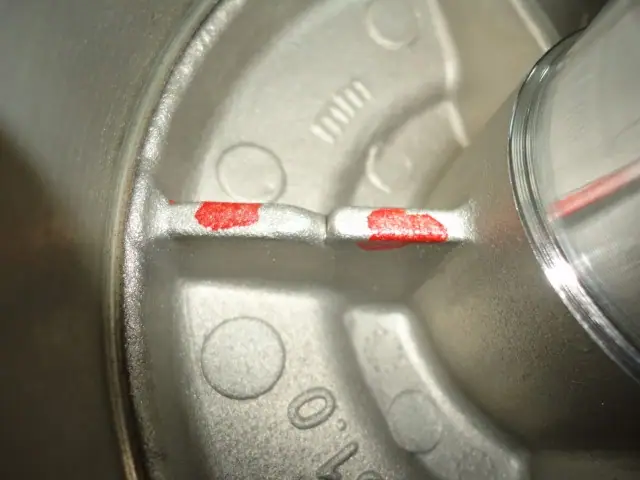
3. koudebarrière
Kenmerken: Sporen aan de stoot of schoot van de vloeistofstroom, met afgeronde randen van hun snijpunten, met de neiging om door te gaan onder externe krachten.
Oorzaken van vorming:
a. Slechte vloeibaarheid van aluminiumvloeistof;
b. De fusie bij het vullen van de vloeibare substrengen is slecht of het proces duurt te lang om aan te sluiten;
c. De temperatuur van de vloeistof (mal) is te laag of er is onvoldoende ontluchting;
Preventieve maatregelen: 1, verhoog de temperatuur van het vloeibare aluminium en de matrijstemperatuur, controleer en pas de samenstelling van de vloeibare aluminiumlegering aan; 2, redelijke opstelling van het overloopkanaal, vergroot het stromingskanaal, verkort het proces, zodat het vloeibare aluminium voldoende gevuld is; 3, verhoog de gietsnelheid of verhoog de temperatuur van de matrijs, verbeter het afzuigsysteem van de matrijs.
4. (van dranken) bruisend
Kenmerken: Onder de huid van het gietstuk worden bellen gevormd door de expansie van de verzamelde gassen.
Oorzaken van vorming:
a. De matrijstemperatuur is te hoog en de temperatuur van de aluminiumvloeistof is te hoog;
b. De vulsnelheid is te hoog en de metaalvloeistof wordt tijdens het vulproces betrokken bij het gas.
c. De verf is vergast, te veel gespoten, niet verdampt voor het gieten, het gas zit in het gietoppervlak;
d. Slechte ontluchting;
e. Onvoldoende retentietijd en voortijdige opening van de matrijs.
Preventieve maatregelen: 1, wijzigen van de mal koelproces, het koelen van de mal temperatuur tot de normale werktemperatuur; wijzigen van het smeltproces om ervoor te zorgen dat de temperatuur van de vloeibare aluminium normaal is; 2, vertragen de snelheid van het vullen, om de werveling pakket gas (kan worden gecontroleerd door de dichtheid van het scherm, de dikte van het scherm, enz.) te voorkomen; 3, de selectie van kleine hoeveelheid gas aan de coating, het spuiten van een dunne en uniforme laag verf, grondig drogen en verdampen na het sluiten van de mal; 4, om de tijd van het verlaten van de mal om ervoor te zorgen dat de stolling van de volledige wijzigen.
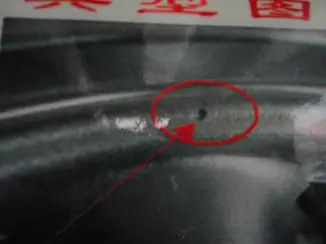
5. Luchtgaten (gas- en slakgaten)
Kenmerken: Regelmatig gevormde gaten met gladde oppervlakken, gevormd door gassen in het inwendige van het gietstuk.
Oorzaken van vorming:
a. Aluminiumvloeistof komt in de holte, positieve impact treedt op, wat resulteert in een vortex; b. Laadsnelheid is te hoog, wat resulteert in een stagnerende stroom;
c. Slechte afzuiging; d. Positie van de vormholte is te diep; e. Te veel verf, niet volledig gedroogd en verdampt voor het vullen;
f. Slechte raffinage van aluminiumvloeistof, onvolledige slakvorming;
h. Er zit vuil in de holte en het filter voldoet niet aan de eisen of is onjuist geplaatst; i. De bewerkingstoeslag is te groot.
Preventieve maatregelen: 1, het gebruik van bevorderlijk zijn voor de afvoer van gas in de holte van de infusie vorm, om de aluminium vloeistof eerste gesloten op het scheidingsvlak van het overloopsysteem te voorkomen; 2, om de vulsnelheid van de vloeibare aluminium (verhoging van de dichtheid van het scherm en andere manieren) te verminderen; 3, in het laatste vulgedeelte van de holte aan de overloop groef en de uitlaat kanaal te openen, en om de sluiting van de vloeibare aluminium te voorkomen; 4, de installatie van de diepe holte van de uitlaat pluggen en het gebruik van het mozaïek structuur om de uitlaat te verhogen; 5, het gebruik van windkanonnen om de holte schoon te maken, en om opnieuw te spuiten verf, om ervoor te zorgen dat de hoeveelheid verf dun en uniform; 6, vloeibaar metaal naast gas, onmiddellijk slakken, gieten, blijf niet te lang om opnieuw absorptie van gas te voorkomen, bovendien legeringen die legeringen bevatten met gas. Spray verf, om ervoor te zorgen dat de hoeveelheid verf dun en uniform; 6, vloeibaar metaal in aanvulling op gas, onmiddellijk slakken, gieten, niet te lang blijven om heropname van gas te voorkomen, bovendien legeringen die aluminium zoveel mogelijk niet aan de levering oven smelten gebruiken; 7, om de behoeften van het geval van redelijke aanpassing van het product bewerking vergoeding te voldoen.
6. Krimp
Kenmerken: Onregelmatig gevormde gaten met ruwe oppervlakken veroorzaakt door onvoldoende interne compensatie tijdens condensatie van gietstukken.

Oorzaken van vorming:
a. De vloeistoftemperatuur van het aluminium is te hoog;
b. Ongelijke wanddikte van de gietstructuur, waardoor hete verbindingen ontstaan;
c. Kleinere binnenpoort;
d. Hoge lokale temperatuur van de mal.
Preventieve maatregelen: 1, in het geval van het voldoen aan de gietvoorschriften, vermindering van de temperatuur van de aluminium vloeistof; 2, verbetering van de gietstructuur, elimineren de accumulatie van metalen onderdelen, langzame overgang; als je niet kunt veranderen de gietstructuur, de lokale impact van krimp van de "koude gewrichten" delen, kan achter de omtrek van het boren en frezen slots, en vervolgens gevuld met adiabatische materialen om de thermische weerstand te verhogen, kan worden aangepast Redelijke temperatuur veld; 3, de lokale hete knoop moet worden genomen om geforceerde koeling (kan lokaal worden gebruikt ingelegd koper en andere manieren), om een redelijke krimp temperatuurgradiënt aan te passen; 4, verhoging van de donkere risers, om de druk te vergemakkelijken om beter over te dragen; 5, pas de dikte van de mal coating, controle van de lokale temperatuur van de mal.
7. decoratief ontwerp
Kenmerken: het gietoppervlak is gladde strepen, zichtbaar met het blote oog, maar niet voelbaar met de hand, de kleur is anders dan de normale basismetaalkorrel, lichtjes gewreven met schuurpapier dat niet is.
Oorzaken van vorming:
a. Te snel opladen;
b. Te veel en ongelijkmatige hoeveelheid verf;
Preventieve maatregelen: 1. Verlaag de vulsnelheid; 2. Breng de verf dun en gelijkmatig aan volgens het principe van dun midden en dikke rand;

8. misvorming
Kenmerken: de gietgeometrie komt niet overeen met de ontwerpvereisten van de algehele vervorming.
Oorzaken van vorming:
a. Slecht ontwerp van het gietstuk, waardoor ongelijkmatige krimp ontstaat;
b. Als de mal te vroeg wordt geopend, is het gietstuk niet stijf genoeg;
c, de mal pick mal helling is te klein, moeilijk om de mal los te laten;
d. Het nemen en plaatsen van gietstukken, onjuiste bediening;
e. Het gietstuk koelt te snel af, waardoor vervorming ontstaat.
Preventieve maatregelen: 1, verbeteren van de casting structuur, zodat de wanddikte uniform is; 2, om te bepalen de beste tijd om de mal te openen, verhoging van de stijfheid van het gieten; 3, om het gieten pick mal helling te verhogen; 4, pick en plaats het gieten, moet het licht te nemen licht te zetten; 5, na de opening van de mal, moet het gieten worden geplaatst in de lucht langzaam afkoelen.
9. Krimp
Kenmerken: Krimp van gietstukken van aluminiumlegeringen komt over het algemeen voor bij de binnenste sprue, het dikke deel van de stijgwortel, de velgwand, het dikke en dunne overslagdeel van de spaken en het dunwandige deel met een groot vlak. De breuk is grijs als de giet billet niet wordt behandeld, en de breuk is grijs en lichtgeel of grijszwart na warmtebehandeling, als röntgenprojectie wordt uitgevoerd, is het troebel op de röntgenfilm, en de ernstige zijn zijdemat, en de bewerkte delen hebben kleine en verspreide speldenprikken na machinale bewerking. Krimp van gietstukken kan worden gevonden met röntgenstralen, breuk en andere inspectiemethoden.
Oorzaken van vorming:
a. Slechte krimp van de stijgbuis; b. Te veel gas in de lading; c. Hoge temperatuur bij de binnenste sprue; d. Te veel vocht in de zandvorm en de zandkern is niet gedroogd;
e. Onjuist spuiten van matrijscoatings; f. Onjuiste vultijd van gietstukken in het gietproces; h. Te hoge temperatuur van aluminiumvloeistof en te hoge gietsnelheid.
Preventieve maatregelen:
1、Aanvullen aluminium vloeistof van de stijgbuis deel, verbetering van de poort ontwerp; 2、 Aluminium vloeistof slakken, ontgassen behandeling moet voldoende en grondig zijn; 3、Spaak krimpen onderdelen set koelsysteem of zet koelring blok (zoals mal inleg koper blok, enz.) en andere vormen van vermindering van de temperatuur van de mal in de buurt van de binnenste sprue; 4、Controle van de vochtigheid van het zand, om ervoor te zorgen dat de zandkern bakken en drogen; 5、Kies de juiste verf, formuleren de bijbehorende verf mengen irrationeel, en veranderen het spuiten van de coating Kies de juiste coating, maken de juiste coating mengen irrationeel, veranderen de coating spuiten methode (hoe dichter de poort, hoe dunner de coating), en zorgen voor een professionele opleiding van het betrokken personeel; 6, verander het gieten in het gieten van de vultijd, en pas de procesparameters; 7, real-time bewaking van de temperatuur van de vloeibare aluminium, en controle van de gietsnelheid (verhoging van het scherm of verander de vorm van het scherm en andere manieren).
10. Verkeerd modelleren:
Kenmerken: Een deel van het gietstuk is verkeerd uitgelijnd met het andere deel bij het deellichaam en er ontstaat een relatieve offset.

Oorzaken van vorming:
a. Verplaatsing van de matrijsinzetstukken (bijv. de vier schuivers zijn niet op hun plaats gegoten);
b. Slijtage van matrijsgeleidende onderdelen (slijtage van matrijsklempennen en -bussen);
c. Slechte nauwkeurigheid bij het maken en assembleren van matrijzen.
Preventieve maatregelen: 1, stel het blok, worden vastgedraaid; 2, vervang de gids onderdelen; 3, corrigeer de mal om fouten te elimineren.
De juiste dienstverlener voor het gieten van zwaartekrachtmatrijzen selecteren
Zwaartekrachtgieten is een eenvoudig en efficiënt metaalgietproces, maar het vereist wel enige kennis en ervaring. Een hogere precisie en kwaliteit kan worden bereikt door te specialiseren in zwaartekrachtgiettechnieken. Daarom is het verstandiger om een professionele dienstverlener zoals Ningbo Hersin te kiezen om uw gietbehoeften uit te besteden.
Bij Ningbo Hexin heeft ons team van ingenieurs vele jaren ervaring in zwaartekrachtgieten en kan u adviseren over het meest geschikte gietproces voor uw project. Als ISO 9001:2015 gecertificeerd bedrijf zijn we uitgerust met de modernste gietapparatuur om de productie van hoogwaardige onderdelen te garanderen. Door uw ontwerpbestanden te uploaden via ons online platform, ontvangt u binnen 12 uur een nauwkeurige offerte en technische analyse, zodat u uw project efficiënter kunt afronden.
Veelgestelde vragen en antwoorden
Oorzaken van porositeitsdefecten?
Slechte ontluchting, slechte raffinage van de aluminiumvloeistof of te hoge gietsnelheden veroorzaken dit.
Redenen voor het verschijnen van patronen in gietstukken van aluminiumlegeringen?
Patronen worden meestal veroorzaakt door te hoge vulsnelheden of ongelijkmatig verf spuiten.
Redenen voor scheuren in gietstukken van aluminiumlegeringen?
Scheuren worden meestal veroorzaakt door een onoordeelkundig ontwerp van de gietstructuur, een onjuiste matrijstemperatuur of te veel schadelijke elementen in de aluminiumvloeistof.
Hoe voorkom je ondergieten bij aluminium zwaartekrachtgieten?
Verbetering van de vloeibaarheid van de aluminiumoplossing (verhoging van de temperatuur van het aluminiumwater, toevoeging van specifieke elementen), vergroting van de doorsnede van de binnenpoort en verbetering van de ontluchtingsomstandigheden van de matrijs (verhoging van de ontluchtingspluggen).























