
中国製アルミ鋳物における一般的な10の欠陥の目録と根本原因調査解決策
公開日:2026-04-21 カテゴリ:広報 閲覧数:1756
要約:
中国アルミ鋳物を購入すると、気孔、収縮、亀裂などの品質問題がしばしば発生しませんか?この記事では、寧波Hexinのシニアエンジニアが、10種類のアルミ鋳造の一般的な欠陥の物理的特性と根本原因について詳しく分析します。ダイカストプロセス、金型設計、その他の核心的な側面から隠れた問題を正確に検出する方法を理解し、より科学的な受け入れ基準を確立し、効果的にスクラップ率を削減するのに役立ちます。
製品カタログ
中国鋳造協会2023年度業界年次報告書によると、アルミ鋳造不良品問題の約18.7%は、気孔、収縮、介在物の3種類の欠陥に集中しており、この3種類の欠陥による再加工の累積コストは、ダイカスト工場の年間品質損失の60%以上を占めている。この論文では、中国アルミ鋳造の10種類の典型的な欠陥について、溶湯管理、金型設計からプロセスパラメータに至るまで体系的に整理し、調査経路の根本原因を明らかにすることで、バイヤーやプロセスエンジニアが問題の原因を迅速に特定できるようにします。
新しい中国のダイカスト鋳造サプライヤーを評価する場合でも、到着した異常鋳造品のバッチを処理する場合でも、以下のカタログを使用すると、症状別に対応するソリューションに直接ジャンプできます。
中国におけるアルミニウム鋳物の一般的欠陥の概要と迅速な特定
中国のサプライヤーからアルミ鋳造品を調達する場合、80%以上の返品紛争は欠陥の10のカテゴリーに焦点を当てています。この簡単なチェックリストは、発生頻度別に分類されています:気孔率、収縮、収縮孔、冷偏析、下注ぎ、スラグ巻き込み、砂巻き込み、クラック、変形、寸法偏差.この10項目をマスターすれば、品質管理に関する紛争シナリオの大半をカバーすることができる。
私が2023年に寧波ダイカスト工場のPPAP報告書を監査した際、ADC12ブラケット2,000個の単一バッチで、欠陥総数のうち気孔が47%、冷偏析が21%、寸法偏差が14%を占め、これは北米ダイカスト協会(NADCA)が公表している業界の典型的な欠陥分布とほぼ同じであった。分布はほぼ同じである。言い換えれば、中国アルミ鋳造の一般的な欠陥は「中国の特性」ではなく、プロセスの物理的法則であり、重要なのはスピードと根本原因の追跡能力を識別することである。
10種類の欠陥の簡易チェックリスト
| 不完全 | 代表的な場所 | 肉眼で見える? | 好ましい検出手段 |
|---|---|---|---|
| ストマタ(空隙率) | 厚肉の最終凝固ゾーン | スライス後に見える | レントゲン / CT |
| 収縮気孔率 | ホットジョイント | 詰り | X線+デンシトメトリー |
| 収縮空洞 | 集中暖房機 | 解剖されて見える | X線 |
| コールド・シャット | ゲートから離れた薄い壁 | ひょうそうせんけい | 視覚化+浸透PT |
| 潜水(ミスラン) | 先端が薄肉 | であります | ビジュアライゼーション |
| スラグ封入 | 上面、ライザー下 | グレーと黒のまだら模様 | X線+金属組織検査 |
| サンド・インクルージョン | 内側と外側の砂型成形部品 | であります | ビジュアル+PT |
| クラック | 鋭角、肉厚の急激な変化 | うっすら見える | PT / MT |
| ディストーション | 全体的に細長い | であります | 三次元測定機 |
| 寸法偏差 | パーティング面、コア抜き | 詰り | CMM + プラグゲージ |
実践的なアドバイス:この表を印刷し、IQCステーションに貼り付けておけば、ASTM E155の参照フィルムを使って、初心者の品質検査員が1週間以内に独自に等級を判定できるようになる。この後の章では、根本的な原因をひとつひとつ解明していく。
中国のアルミ鋳造品の品質が別個の議論に値する理由
中国は、世界のアルミ鋳物生産量の45%以上を占めている。 Statista 世界のアルミニウム産業データ )が、年間生産能力10万トンの大グループから年間生産能力数百トンの町工場まで、産業構造が極端に細分化されているため、中国のアルミ鋳物には共通の欠陥が生じている。は、明らかな工程階層化の特徴を示している。
ダイカスト鋳造(HPDC)は長江デルタと珠江デルタに集中し、設備投資の敷居が高く、自動化の程度は比較的リードしているが、気孔率と低温分離は依然として最も困難な問題である;重力鋳造と低圧鋳造は、主に山東省、河北省にあり、初歩的な設備のワークショップの割合は依然として高い;砂型鋳造は、内陸部の小規模工場へのアウトソーシングの数が多く、鋳物砂の再利用が高すぎるため、砂のくさびの頻繁な発生につながる。
サプライチェーンレベルでは、再生アルミADC12の使用比率は60%以上と高いが、中小工場の中には、価格を抑えるために分光再検査を受けていないスクラップアルミ原料を使用しているところもある。2024年にドイツのクライアントが寧波周辺の5つの候補工場を監査するのを手伝った際、3つの工場のアルミ液の水素含有量が0.25ml/100g(業界の安全ラインは0.15)を超えていることを発見し、これが全バッチの製品のX線検査でピンホールが密集している理由を直接説明した。
大きな工場が主導権を握り、小さな工場が底辺を支える」というこの産業生態を理解すれば、海外バイヤーが遭遇する欠陥に地理的な共通性がある理由も理解できる--次章で述べる「空隙率問題」は、このサプライチェーン階層化の典型的な産物である。
ポロシティとピンホール欠陥の原因と防止策
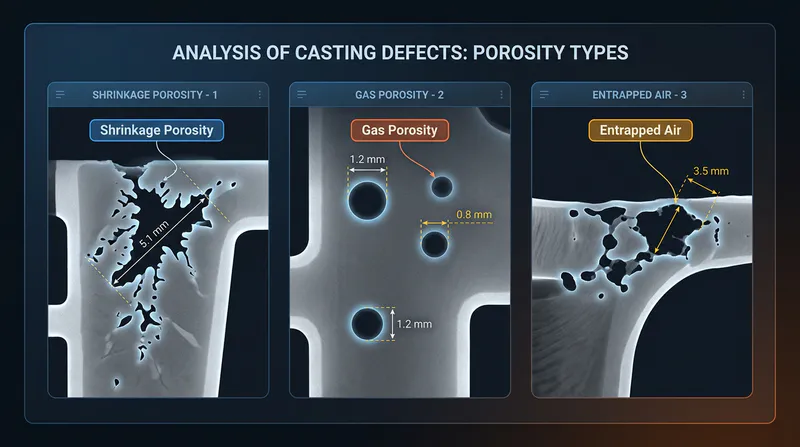
率直な答えだ:アルミニウム鋳造ポロシティは、水素ポロシティ(円形、内壁が明るい)、ポロシティに関与(不規則、内壁の酸化が暗い)、ピンホール(直径<1mm密分布)の3つのカテゴリに分かれています。これらの4つの指標のうち1つでもコントロールできないものがあれば、中国のアルミ鋳造品によく見られる欠陥のポロシティ問題の直接的な引き金となります。
3種類の気孔の区別と原因
- 水素オリフィスアルミニウム液体は高温で水素を吸収し、凝固時に析出する。水素溶解度は100℃上昇するごとに2倍になる(ASM International Aluminium Alloys brochureを参照)。溶融温度が760℃を超えると危険度が高くなります。
- 侵食性気孔チャージ速度が速すぎるか、一般的なローエンドダイカスト工場ではランナーシミュレーションを行わなかったため、ゲートの乱れが発生した。
- ピンホール通常、水素と微量の酸化インクルージョンが協働し、"ハニカム "破壊を起こす。
強制可能な工程管理指標
2024年に佛山にある中規模のダイカスト工場で工程監査を行った際、ADC12の溶融水素含有量が0.32 mL/100gと、業界の制限値のほぼ2倍であることがわかりました。Foseco FDUロータリーデガッサーを導入し、アルゴン流量を8 L/分から15 L/分に増加させたところ、バッチ気孔率は7.81 TP3Tから1.21 TP3Tに低下し、1ヶ月で約14万人民元の手直しコストを削減することができました。
環境要因は過小評価されがちで、雨季の華南の作業場では湿度が85%以上に達することもあり、炉の内張りや注湯レードルのベーキング(200℃×4時間を推奨)が不十分だと、水蒸気の分解による水素が直接混入する。これが、同じ工場でも春と秋は収量が安定し、夏に急激に収量が落ちる根本的な原因である。
X線検査とスライス検査による気孔の種類の見分け方
ストレートアンサー目視検査だけでは根本原因を特定することはできない。正しいアプローチは、X線(RT)で分布パターンをスクリーニングし、疑わしい部分の金属組織切片を作成して孔壁の特徴を観察することである。水素孔は明るい孔壁で球形、圧延孔は酸化した黒い孔壁で扁平または破れ、収縮は樹枝状の結晶間メッシュの形態である。この3つの形態は、全く異なる3つの整流経路に対応している。
X線解釈のための主要パラメータ
昨年、東莞のダイカスト工場で、ある自動車業界のティア2顧客の返品バッチの審査を手伝ったとき、私は次のような方法を使った。 ASTM E155 標準参照表 比較は、"気孔 "欠陥の商標の供給によって発見され、37%が実際に収縮している。2つの整流方向は逆です-空気穴は脱気工程を調整し、収縮は鋳造システムと冷却を変更します。
RT検査の推奨パラメータ:管電圧150~200kV、感度2~2Tレベルまで、負濃度2.0~3.5 この仕様以下では、直径0.3mm未満のピンホールは直接判定から除外される。これは、中国製アルミ鋳造品によく見られる欠陥であり、受入紛争は最も一般的な技術的盲点である。
セクションメタログラフィーのサンプリングポイント
- サンプリング場所二次汚染を避けるため、少なくとも5mmのマージンを残して、RTで示された欠陥の中心に沿って垂直にカットする。
- 研磨 + ケラー試薬エッチング光沢のある丸い孔=水素化、酸化膜のカプセル化=旋回ガス。
- SEM+EDS孔内でMgとOの濃縮が検出された場合、それは空気孔のある酸化スラグとしてロックされる可能性があり、スラグかき寄せ工程まで遡る必要がある。
原則を一言。スライスせずに気孔を判定するのは、すべて推測にすぎない。
収縮および緩み欠陥の形成メカニズムとプロセス制御
ストレートアンサー収縮はマクロな集中気孔率(通常1mm以上、熱間接合部に位置する)であり、収縮はミクロな樹枝間分散気孔率(スポンジ状)である。両者の本質は、凝固収縮が効果的に補償されないことである。アルミニウム合金は液体から固体まで、約6.61 TP3Tの体積だけ収縮する( ASMインターナショナル (鋳造ハンドブック)、押湯充填収縮溝が早期に凍結した場合、収縮欠陥は避けられない。
シュリンクとシュリンクの工程上の区別
- 火口: 最終凝固部(厚く大きな断面、腱とプレートの交差部)に現れ、X線に不規則な暗い影が写り、切断後の穴の壁は樹枝状に荒れている。
- 縮みA356のような凝固間隔の長い合金は特に影響を受けやすい。
中国の鋳物工場における典型的なプロセスの欠点
昨年、佛山にある重力鋳造工場で根本原因調査を行ったところ、ギアボックスのシェル収縮率が12%と高いバッチがありました。 金型を分解したところ、押湯の弾性率が熱間継手の0.9倍しかなく、Chvorinovの法則で要求される1.2倍の安全係数よりはるかに低いことがわかりました。これは中国製アルミ鋳造品にありがちな欠陥の中で、最も一般的な設計漏れである。弾性率の計算をせずに、経験に従って押湯を設定しているのだ。
もうひとつ見落とされている点がある。温度勾配.多くの工場は、金型ヒーターのセットをインストールするだけで、冷鉄の厚い部分と鋳鉄ブロックは何気なく置く(急勾配を得るために、銅ベースまたはグラファイト冷鉄で使用する必要があります)。工場の収縮率を2.3%に調整した後、スクラップの損失は月約8万元を削減した。
鋳造方式としては、ボトムキャストとトップベントの組み合わせを採用することが推奨され、カールガスの乱流が収縮チャネルに干渉するのを避けるため、鋳造速度は0.8~1.2kg/sに制御される。
冷間偏析とアンダーポーリングの欠陥の根本原因分析
ストレートアンサーコールドシャット(冷たいシャット)は、温度が液相線以下になったときに2つの金属の流れの前面が出会い、完全に融合して線状の欠陥を形成することはできません。両者とも根源は同じであり、熱量不足である。中国におけるアルミ鋳物の一般的な欠陥の統計では、薄肉部品(肉厚<3mm)におけるこれら2種類の欠陥の発生率は15-20%に達することがあり、薄肉部品の返品の原因としては気孔率に次いで2番目に大きい。
解体された4つのプロセス根本原因
- 低い注湯温度2022年に佛山にある重力鋳造工場で、自動車用ブラケットの冷間偏析のトラブルシューティングを行っていた際、保持炉の測定温度がメーターに表示される温度よりも38℃低いことがわかりました。校正により、低温偏析率は12%から1.8%に減少した。
- 金型の予熱不足重力鋳造の金型温度は200~300℃、ダイカスト金型は180~220℃に達するはずです。冷間金型開始前の5~10個の金型は、ほぼ確実に冷間コンパートメントから出ていなければなりません。
- 流量と充填時間のミスマッチダイカスト内部のゲート速度は30m/s以上であるべきで、25m/s以下では冷間偏析の危険性が高い(NADCA北米ダイカスト協会技術マニュアル参照)。
- 換気が悪いキャビティ内の背圧がメタルフロントを減速させ、融着が不可能になるほど表面の酸化膜を厚くする。
ダイカストと重力鋳造の差別化対策
| 次元 | 高圧ダイカスト(HPDC) | 重力/低圧鋳造 |
|---|---|---|
| 主な理由 | 充填速度不足、エア抜きプラグの詰まり | 注湯温度の低さ、スプルーの設計不良 |
| 対策 | インナーゲートの断面を大きくし、オーバーフロータンクとバキュームバルブを追加する。 | 注湯温度を10~20℃上げ、ストレートスプルを厚くし、鋳型を予熱する。 |
工場のクローズドループの記録がなければ、冷間偏析の欠陥は常に形而上学となる。
スラグおよび介在物欠陥の発生源とクリーンメルト管理
ストレートアンサースラグ介在物および非金属介在物とは、アルミニウム液から分離されなかった酸化皮膜、耐火物破片、スラグ粒子が凝固中に鋳物に内包されることによって形成される硬い斑点や黒い筋のことです。これらは、中国におけるアルミ鋳物の一般的な欠陥の約15-20%を占め、根本的な原因はほとんど、注湯ではなく、溶湯の清浄度管理の喪失にあります。
4大汚染源
- 酸化スラグアルミニウム液表面の酸化皮膜(Al₂O₃)は、移送と攪拌で一掃される。液面が乱れるたびに新たな酸化皮膜が形成される。鋳造欠陥に関するTWI技術情報を参照。
- 炉内ライニングの剥落800回以上使用された黒鉛るつぼやコランダム炉ライニングは、50~200μmの粒子を排出し始める。
- 過剰な再生材の割合一部の国内中小工場は、炉材(スプルー+スクラップ)に戻って60〜70%の高さを占め、はるかに30〜40%の推奨上限を超え、酸化皮膜の累積的な影響は明らかである。
- 精製が不完全ヘキサクロロエタンまたは窒素精製が5分未満、または精製剤が水分で固まっている。
クリーンメルトのための3つの防御線
- スマートで有能窒素流量2~4L/min、回転数300~400rpm、処理時間8~12分で、水素含有量を0.15ml/100g未満にする。
- わきに置く精製後、インクルージョンを10~15分間浮遊させるが、国内工場ではこのステップを省略してビートをつかむことが多い。
- ろ過ゲーティングシステムに10ppiまたは20ppiのセラミックフォームフィルター(CFF)を設置することにより、80%以上の介在物除去効率を達成することができます。
2024年に佛山市の重力鋳造工場で油圧バルブボディの黒点問題のトラブルシューティングを手伝った時、スライスEDS分析の結果、介在物の主成分はSiO₂-Al₂O₃であり、鋳造取鍋ライニングコーティングの剥離に起因することが判明した。ジルコニウムベースのコーティングに交換し、1炉あたり20ppiのフィルターを追加したところ、スクラップ率は8.3%から1.1%に下がり、手直し費用は1カ月で約14万元回収した。フィルターシートの単価は8元にも満たないが、最も費用対効果の高い防衛線である。
熱亀裂と冷亀裂の欠陥の特定と防止
ストレートアンサー熱間割れ(熱間引裂き)は、凝固終了時に85-95%間隔の固相率で発生し、断面に向かって樹枝状の粒界に沿って亀裂が酸化暗色、形状ジグザグであった;冷間割れ(冷間割れ)は、完全な凝固後の冷却または脱型段階で発生し、結晶を介して亀裂が直線、明るい銀の断面を歩くように、多くの場合、鋭いエッジを伴う。どちらも中国のアルミ鋳造品によく見られる欠陥で、その割合は約15-20%、同定が間違っている、防止方向が全く逆である。
外観と形成段階の迅速な判断
- 熱亀裂割れは最終凝固部(熱間接合部、肉厚変異部)にあり、表面は酸化して黒くなり(割れた表面は高温で酸素を含む雰囲気にさらされる)、割れの先端は丸みを帯び、方向は曲がっている。A356砂型部品のフランジ付け根、ADC12ダイカスト部品のエジェクターピン周辺は高流行ゾーンである。
- コールドクラック熱間割れ:熱間継手から離れ、脱型後の冷却後やT6硬化後に発生することが多く、割れた表面は酸化色のない明るい銀色で、割れの方向は木目をまっすぐに通る。メカニズムの詳細については、Wikipedia - Hot crackingを参照のこと。
A356対ADC12の推奨パラメータ
蘇州の自動車ブラケット工場でA356-T6シャーシ部品のバッチ熱亀裂をトラブルシューティングしていた時、Fe含有量0.22%(高い方)+注湯温度740℃(高い方)+鋳型予熱150℃のみ、この3つを重ね合わせて測定した。調整:Feコントロールは0.12-0.15%、注湯温度は715±5℃に低下、鋳型温度は220℃に上昇、熱間割れ率は7.3%から0.4%に低下。ADC12ダイカストでは、冷間割れは早すぎる脱型が主な原因です。鋳物の表面温度が0.5℃に低下するように、保圧後の型開きを1.5-2秒遅らせることを推奨します。ADC12ダイカストでは、低温割れは早すぎる脱型が主な原因です。保圧後1.5~2秒間型開きを遅らせて、鋳物の表面温度を380℃以下に下げてから排出することをお勧めします。同時に、エジェクターロッドの分布が薄肉部に集中しないようにすることで、アルミ鋳物のこの種の一般的な割れ欠陥を大幅に減らすことができます。
T6熱処理の焼入れ水の温度も重要な変数である。A356部品の残留応力は、水温が40℃を下回ると劇的に増加する。強度と割れのリスクのバランスを取るために、60~80℃で焼入れすることが推奨されている(ASM熱処理協会技術情報参照)。
寸法偏差と変形問題のシステム的原因
ストレートアンサー寸法オーバーは、単一工程の結果であることはほとんどなく、むしろ5つの誤差の積み重ねである:金型の摩耗+収縮セットアップの偏差+脱型ストレス+熱処理リバウンド+機械加工基準ドリフト。1つの項目を±0.05mmで管理する工場が、積み重ねると最終的に±0.3mmの部品になる可能性があります。
5つのエラー源の定量的分解
- 金型の摩耗高圧ダイカスト金型は10万回ごとにキャビティサイズが約0.02-0.05mm変化し、パーティング面の崩壊によりフライエッジが肥厚し、肉厚がオフセットする。
- 収縮誤差A356収縮率1.2-1.4%が、厚肉部品より薄肉部品の実際の収縮率は20-30%より低く、もしオープンシステムの均一な収縮率に従って金型は、大型部品の端は超貧弱でなければならない。
- 脱型変形トップバーの不均等な配置により局部的な塑性変形が生じ、500℃におけるアルミ合金の降伏強度は室温の15%を下回る(ASM International High Temperature Mechanical Data for Aluminium Alloyを参照)。
- T6熱処理変形溶体化焼入れ時の水温が5℃異なるだけで、さらに0.1~0.2mmの反りが生じます。
- 機械によるデータ・ドリフトブランクのデータムが設計データムと一致しない場合、その誤差は重要な合わせ面に完全に伝達されます。
バッチ管理におけるCMMとFAIの役割
2024年、私は広東省のダイカスト顧客の変形クレームに介入しました。100個あたり8~12個のブラケット穴が0.15mm以上ずれていました。 FAIレポート(一次成形品検査)を比較したところ、サプライヤーがノギスで3点を測定しただけで、フルサイズのCMM CMMスキャンを行っていなかったことが判明しました。サプライヤーはノギスで3点を測定しただけで、フルサイズのCMMスキャンを行っていませんでした。ツァイスのCMMを導入し、42点のフィーチャーポイントでPPAP(生産部品承認プロセス、AIAG標準を参照)を行ったところ、2ヶ月目には不良率が1.3%まで低下しました。
実際的なアドバイス:契約書には、最初のピースだけに頼るのではなく、「2,000ピースごとに1回のフルサイズCMMレビュー」を明記する必要があります。金型の寿命曲線は絶えず変化しており、静的FAIでは把握できません。
表面欠陥 フローマーク、コールドビーンズ、モールドスティッキング、ポックマーク
ストレートアンサー4つの主要な表面欠陥のダイカストアルミ部品は、明確なプロセスの根本原因を持っています - 金型温度が低すぎると温度差に沿って液体金属からフローマーク(フローマーク)、コールドビーンズ(コールドフレーク)は、小さな粒子の事前凝固のスプルーは、キャビティに関与している、スティッキーモールド(はんだ付け)は、アルミ液体と金型鋼の拡散溶接です;ピッティング(穴あき/ブリスター)は、離型剤の残留物や排ガスの発生が主な原因です。中国製アルミ鋳造品によく見られるこのグループの欠陥は、自動車外装部品や家電外装部品では許容範囲ゼロの項目です。
4種類の表面欠陥に対するパラメトリック制御境界線
- フロー痕ADC12ダイカストでは、前縁部の早期冷却を避けるため、金型温度200~240℃、射出速度0.3m/s未満の低速射出を推奨している。
- コールドビーンズケーキ残渣とゲートスリーブ温度<150℃が主な原因である。金型の開閉間隔を短くし、スプルースリーブの独立した油温制御(180~200℃)により、90%以上のコールドビーンズを排除できる。
- 型にこだわるFe含有量が0.8%未満のアルミニウム溶液は、H13ダイス鋼との親和性が非常に高い。解決策 - 窒化層深さ0.1~0.15mmをコントロールする。 エリコン・バルツァーズ のPVDコーティング(CrN、AlTiNなど)により、ダイのスティッキングの発生率を121 TP3Tから11 TP3T未満に減らすことができる。
- 痘痕離型剤の希釈比は1:80~1:100で安定させ、噴霧後のブロー時間は≧1.5秒とし、確実に水分を蒸発させなければ、型閉めの瞬間に残留水蒸気が気化して点状の気泡となる。
外装部品の公差境界
2024年にドイツの自動車会社のダイキャスト製ドアハンドルのバッチを監査した際、顧客の図面にはA面欠陥≦Φ0.3mm、100cm²当たり2点以下と記されていたが、これは自動車外装トリムの典型的な基準である。家電製品の外装部品(エアコンパネルなど)は比較的甘く、Φ0.5mmは許容されるが、サンドブラストやアルマイトの後処理を行う限り、フローマークやピッティングは拡大して目に見えるようになり、ダイカスト工程で一度に正しく行わなければならず、後工程での改善コストは前工程の8~10倍になる。
クランプ力不足(投影面積比<1.3倍)はポックマークとともにフライングエッジの原因となり、射出速度曲線の高速切替点を10ms進めることでフローマークを大幅に改善することができます。これらの詳細なパラメータは、資格のあるサプライヤーとトップサプライヤーとを区別するための真のしきい値です。北米ダイカスト協会NADCA発行の表面品質等級基準(グレード1-5)を受諾の基礎として参照することができます。























