
フライス盤とプレーニングマシンの違い
公開日:2025-07-07 カテゴリ:広報 閲覧数:11081
製品カタログ
金属切削加工は、機械製造の全体像の中で中心的な位置を占めている。部品の正確な形状や寸法を実現する重要な手段として、さまざまな工作機械が開発され、それらが一体となって産業文明の進歩に貢献してきた。その中にはマシニングセンター歌で応えるプレーニングマシン長い歴史と強固な基盤を持つ2種類の工作機械として、近代産業の基礎の初期段階を形成する上で消えない役割を果たした。彼らは材料加工カテゴリの同じ除去に属していますが、そのコア動作原理、適用可能な処理オブジェクトと具現化プロセスの特性が、本質的な違いがあります。
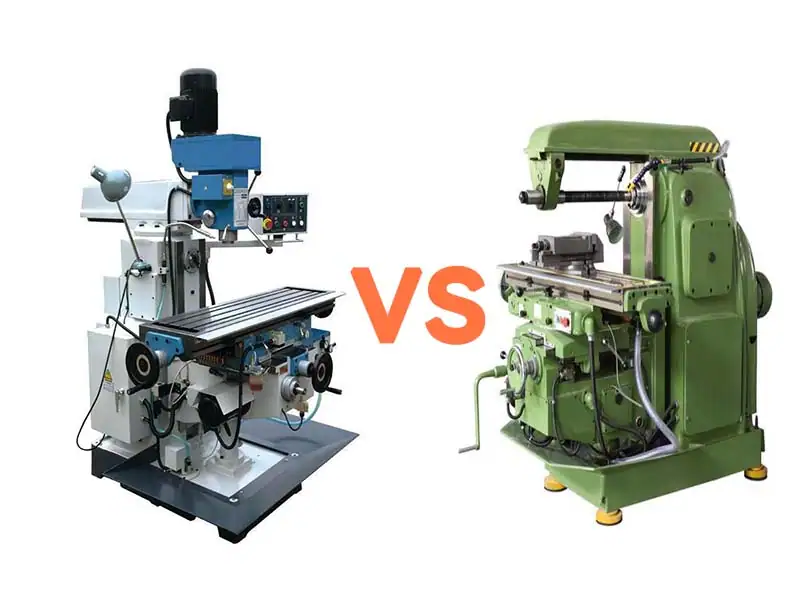
フライス盤は、回転する多刃カッター(ミリングカッター)を主な特徴とし、カッターの高速回転とワークの多方向送り運動により、平面、溝、歯形、ヘリカル面、様々な複雑な曲面輪郭を効率的に加工することができる。その加工プロセスは比較的連続的で柔軟性が高く、特に複雑な形状や高精度が要求される部品の加工に適している。
一方、鉋はその独特の直線往復運動で知られている。工具(プレーナー)または被加工物は、水平方向の直線往復切削運動(主運動)と断続的な送り運動(通常は主運動の方向に対して垂直)を行い、主に水平面、垂直面、傾斜面、あらゆる種類の直線溝の加工に使用される。プレーニング加工は、「ワンツールシェイピング」プロセスによって特徴付けられ、大きな平面や長い直線状のガイドウェイを加工する際に、しばしばその独自の利点と精度の可能性が発揮される。
フライス盤とプレーナーの基本的な違いを理解することは、加工技術の進化を回顧するだけでなく、金属切削の基本原理をマスターする鍵でもある。この違いは、加工効率、適用シーン、経済性、自動化の波における発展の軌跡に深く影響する。CNC技術と複合マシニングセンタの台頭により、ハイエンド製造業における両者の直接的な応用は進化したが、その基本原理は依然として継承され発展しており、特定の応用シナリオにおける歴史的地位と独自の価値は、依然として深く探求する価値がある。
この報告書の目的は、フライス盤とプレーニングマシンの役割を体系的に分析することである。動作原理、動作形態、加工能力、加工特性、適用範囲、利点と欠点これらの分野における核となる違いは、伝統的な加工方法の本質を理解し、加工機器を合理的に選択し、現代の製造技術の進化を認識するための明確な認識基盤を提供することを目的としている。次のセクションでは、それぞれについて詳しく説明する。

マシニングセンター
1.概要
フライス盤:
平面(水平、垂直)、溝(キー溝、T溝、アリ溝など)、歯車部品(ギヤ、スプラインシャフト、スプロケット)、ヘリカル面(ネジ山、ヘリカル溝)、曲面の加工が可能な万能工作機械。その他、回転体表面、内径穴加工、切り落とし加工にも使用できる。フライス盤が動作しているとき、ワークピースはテーブルまたはインデックスヘッドおよびその他の付属品に取り付けられ、フライスカッターは主運動として回転し、送り運動のテーブルまたはフライスヘッドによって補足され、ワークピースは必要な加工面を得ることができます。マルチツールの断続切削であるため、フライス盤の生産性は高い。
プレーナー:
主に各種平面(水平面、垂直面、傾斜面、各種溝、例えばT溝、蟻溝、V溝等)及び直線成形面の加工に使用される。プロファイリング装置を装備すれば、タービンの羽根車、螺旋溝などの空間表面も加工できる。このタイプの工作機械の構造は簡単で、往復は切削しないので、生産性が低く、一般的に一個小ロット生産に使用されます。

プレーニングマシン
2.以下の点を考慮する:
- 1: 工作機械の働き原則からの考察、十字型の線形往復運動、フライス盤のテーブルおよび用具の垂直、X、Y、Z の軸線と同時に、行くプレーナーのテーブルおよび用具は回転式動きをします。
- 2: 同じような考察の処理から、一般にメインの表面で加えるプレーナーおよび単一の締め金で止める方法。フライス盤は、平面(水平、垂直)、溝(キー溝、T字溝、アリ溝など)、歯車部品(歯車、スプラインシャフト、スプロケットホイール、スパイラル面(スレッド、スパイラル溝)と曲面の様々な処理することができますが。さらに、回転体の表面加工、内孔加工、切断加工などにも使用できる。クランプ方法は、プレーナーよりもはるかに複雑である。
- 3:精度の面では、フライス盤の方がプレーニングマシンよりも一般的に精度が高い。
- 4: 上の考察の必要な処理用具から、プレーナー用具は一般に鋭い鋼鉄手研ぎされ、なる、処理表面は一般に平らである。そして処理された定形フライスカッターのための用具が付いているフライス盤。
- 5:加工対象、クランプ、ツーリング、低効率によってプレーナーに起因する効率の考慮から、唯一の荒加工や高処理を必要としない部品の単一ピースに使用することができますので、機械加工業界でゆっくりとプレーナーは使用されません。フライス盤クランプフレキシブル、高精度の広い範囲のように処理するので、高効率、機械加工業界で一般的に普及している。
- 6:加工コストの面では、プレーナーはフライス盤よりも低い。
3.実際の生産における主な違い
プレーナー:一般的に平面を平らにするために使用され、利点は、フライス盤よりも直線性と平坦性が良好であることにあるので、ワークの平面またはプレーナー処理の長いタイプが優れており、一般的にバイスでロードすることができ、そのようなキーなど。工具のサポートがあれば、多くの形状の面を加工できますし、曲面はやはり汎用機のプレーナーで加工します。プレーナーでも歯車の加工はできます。
フライス盤:高い加工効率は、大きな表面積の処理で、インデックスすることができ、利点を持っており、工具の複雑さは、加工に大きな利点があります。
この工作機械の主な駆動はDCモーターを採用し、テーブルの走行速度は無段階速度調節であり、その広い速度範囲は平削り、フライス削り、研削の様々な速度要求を満たすことができ、水平、垂直、傾斜面、T溝、複合ガイド面、ラックなどの様々な材料を処理することができます。
先進的な超音響焼入れプロセスにより、工作機械の耐用年数が長くなります。コラムとビームの分割供給システムは、操作をより便利で柔軟にします。独立したオイルポンプ潤滑システムは、様々な作業条件をスムーズにします。熱老化プラス振動老化は工作機械をより安定した、耐久にさせる。平削り、フライス削り、1台3役の多目的研削盤は、加工をより柔軟にし、機械加工、機械工場に最も理想的な加工設備です。実行標準: 「頑丈なガントリーのプレーナーおよびフライス盤の精密標準」JB/T10226-2001 標準
大型ガントリープレーナー フライス盤・研削盤のご紹介
- クロスビームロッキングは、機械の特性により電動で行われる。
- ヘビーデューティガントリープレーナー、フライスグラインダー工作機械のガイドウェイテーブル潤滑パイロットは、調整可能な半静的油フロート潤滑、低摩擦を実現し、走行電力30%-50%を節約し、摩擦なしで長時間ガイドウェイ精度を維持し、工作機械の精度を保証します。
3.工作機械の主要なドライブは国際的な高度のヨーロッパのDCの速度制御技術であり、横のビーム供給および側面の工具箱の供給は中国の最先端のIMS-GCT ACサーボ制御であり、送り量の調節なしで断続的な、連続的な送りができ、位置の正確さは0.10mm (機械誤差はカウントされない)の内にあり、平になり、製粉し、そして粉砕の加工工程が企業の一流の技術改善を実現できるように。
1、重いガントリープレーナー、フライスグラインダー工作機械の主要部品:ベッド、テーブル、左右の柱、梁、ガントリートップ、接続ビームは、砂のピットアニール→振動エージング→熱炉アニール→振動エージング→粗加工→振動エージング→熱炉アニール→振動エージング→仕上げ加工を経て、樹脂砂型鋳造、高品質の高合金耐摩耗鋳鉄であり、完全に機械部品の負のストレスを排除し、機械部品の性能を安定させる。
2.ビームの持ち上げと位置決めは、機械的にロックされるか、油圧でロックされ、正確に位置決めされます。
3、クロスビーム縦カッターホルダー(縦フライスヘッド)の横送り、サイドカッターホルダー(サイドフライスヘッド)の縦送りはACサーボ制御、間欠送り、連続無段階送り。
4、大型ガントリープレーナー、フライスグラインダー機械のガイドウェイ表面は、超音響焼入れまたは点接触焼入れ処理によって硬化され、微粉砕する。
5、テーブルガイドレールの表面に接着された高耐摩耗性ガイドベルトバイス
門型プレーナーフライス盤の基礎知識
ガントリープレーナーとフライス盤は、ダブルコラムクロスビームリフティングガントリー構造のために有用であり、工作機械は、ベッド、テーブル、ガントリーフレーム、クロスビーム、スライドシート、スピンドルボックス、ラム、フライスヘッド、電気および他の主要部品で構成されています。
テーブルはベッドのレールに沿って縦方向に移動し(X軸)、スライドはクロスビームのレールに沿って横方向に移動し(Y軸)、クロスビームは左右のコラムの垂直レールに沿って縦方向に移動し(W軸)、角ラムはスライド内で主軸ボックスを縦方向に搬送する(Z軸)。主駆動は、角ラムの主駆動軸からスプラインバイスを介して各フライスヘッドに伝達される。
高剛性、高耐荷重、高動剛性、高動作精度で、多方向の荷重に耐えることができるケージ付き低騒音リニアローリングガイドを採用しています。モーター制御係数が非常に小さく、潤滑に便利です。スピンドルボックスバランシングとビームバランシングは油圧バランシングを採用しています。
ガントリープレーナーフライスマシンは、フルデジタル数値制御システム、メインドライブ用DCスピンドルモーター、各軸ドライブ用ACサーボモーター、対応する速度調整装置および駆動装置を備えています。
ユーザーの加工ニーズに応じて、クイックチェンジアタッチメントヘッドの様々なを装備することができ、一度のロードの下にワークでは、五面ボーリング、フライス加工、穴あけ、切削穴や他の処理手順の内側と外側を完了することができます。CNC制御システムは、輪郭のフライス加工を実現するために、任意の3軸リンクを実現することができます。機械ビームとラムは高精度のボールねじを採用し、摩擦がなく、伝達効率が高く、移動方向のベアリング容量が大きく、高速回転でも高精度の伝達を維持し、耐用年数と耐久性が長い。ガントリープレーナーフライス盤は当社の新開発製品で、国内外の先進的な工作機械の構造特性を吸収し、先進的な技術を採用して製造し、工作機械は性能がよく、構造が信頼でき、操作が簡単で、メンテナンスが簡単で、機械加工業界で広く使用され、重鉄、非鉄金属の平面、傾斜面、凹凸面のフライス加工に使用され、性能と価格のバランスがよい。
マシンの主な構造上の特徴
ベッド、テーブル、コラム、クロスビームなどの基本部品は樹脂砂型鋳造、高強度HT300高級鋳鉄を使用し、エージング処理を施し、合理的な設計構造、良好な鋳造加工性、高剛性、良好な耐たわみ性、優れた精密安定性を有する。門型フレームは左右の支柱、横梁、ベッドなどで構成され、支柱の下端はベッドと堅固に連結され、支柱の上端は横梁と堅固に連結され、高剛性の門型フレーム構造を形成する。
ガントリープレーナーによるフライス加工の知識
ガントリプレーナーフライス加工は、汎用大型工作機械であり、広く平面加工の分野で使用され、現在の工作機械設備のベッド加工のほとんどは、ガントリプレーナーフライス加工を使用する。初期のガントリープレーナーの回路設計は、主に伝統的な発電機セット+ DCモータの形式を採用しています。この回路の効率は非常に低いため、ノイズも非常に大きいです。電子技術の発展に伴い、このタイプの設計は廃止され、スイッチドリラクタンス速度制御システムとDC速度制御システムに置き換えられました。
1、機能紹介
コントローラはPLC機能を持ち、ガントリプレーナーフライスの統合制御を実現します。一組のサーボ制御システムは全ガントリープレーナーフライス加工システムであり、お客様に大きな利便性をもたらします。
1、ベンチの動き:ベンチモーターの正と負の操作を制御し、ポイント、自動正と負の動きを達成する。
2、フィードナイフ制御:メカボックスの機械的なニーズに応じてナイフ、遅延フィード、サーボフィードナイフメカニズムを供給するように制御することができる。
3 のビーム持ち上がる制御: ビームの持ち上がることを制御して下さい、ビームの持ち上がる行為を含んで、行為のビーム ロックの緩和および反持ち上がる行為の後でビームを下げて下さい。
2、パフォーマンスの優位性
1、省エネと騒音低減
時間非同期サーボシステムを採用すると、効果的に電力を節約し、ノイズを減らすことができます。あるシステムを採用した後、モータの効率は90%以上に高めることができ、ノイズはDCシステムだけでなく、スイッチドリラクタンスシステムよりもはるかに少ない。
2、強力な過負荷容量
モータの定格回転数以下で2倍の過負荷を許容するシステムにより、より大きな切断力と、より速くスムーズな動作を実現。正確な制御により、ショックを与えることなく方向転換が可能。
3.機能性の向上とパフォーマンスの改善
システムの速度制御比は1:5000以上であるため、機械構造設計の簡素化を前提に、鉋がけ、フライス削り、研削の統合を実現することができ、機械の簡素化により、機械が這う現象を効果的に回避することもできる。
シングルアームプレーナーの性能特性
1、全自動機械圧縮、油圧弛緩機能を持つビームと垂直フライスヘッド。より高度な自動化。
2.フライスヘッドにフライホイールを内蔵し、よりスムーズな切削を実現。
3、クロスビーム上の垂直フライスヘッドの移動、コラム上のサイドフライスヘッドの上下移動、ワークテーブルのワークフィードは、すべて周波数変換無段階速度制御を採用しており、合理的な切削パラメータの選択を助長し、より便利に使用することができます。
4、作業台は新技術の耐磨耗スティックプラスチックガイドレールを採用し、ベッドガイドレールの磨耗を減らすことができる。
5、作業台はウォームギアとウォームバーの伝達を採用し、動きがよりスムーズです(6M以下はシルクロッドの伝達を採用)。
6、油で潤滑独立油溝付きテーブルウォームウォーム、独立油タンク特殊潤滑ポンプ潤滑付きテーブルガイド(ガイド潤滑油の清浄度を確保することができます)、独立プランジャーポンプ潤滑付きフライスヘッド、手動ポンプ潤滑付きビームコラムガイドとビームコラムスクリュー、マシン全体が良好な摩耗低減潤滑性能を持っています。
7、ベッドとビームガイドレールはスーパーオーディオ焼入れ熱処理を採用し、耐摩耗性能が大幅に向上します。
8、ビームガイドは変形防止研削加工を採用し、フライスヘッドがビーム上を移動することにより発生する変形を除去することができる。
シングルアームプレーナーの操作手順:
ガントリープレーナーに関する以下の一般的な規定を慎重に実施すること:
1、ワークピースは、テーブルの変形につながる力の不均一を避けるために、テーブルの力が均一になるように設置する必要があります。
2、ワークを載せた後、テーブルを低速で移動させ、衝突がないこと、走行や方向転換に問題がないことを確認してから作業すること。
3.テーブル操作とビーム・リフトの同時使用はできません。スクリュー・ナットのクリアランスをなくすため、クロスビームが下降するたびに、少し上昇させてください。
4、テーブルトラベルは、一般的にフルストローク、最長ストロークの使用の3分の1未満であってはならない、速度は逆オーバーランストロークが100ミリメートルよりも大きくないように、低くする必要があります適切である。
5、テーブルが稼動しているとき、テーブルの表面に立って操作やその他の調整作業をすることは絶対に禁止されています。
ガントリープレーナーについては、以下の特殊ビード規定を慎重に実施すること:
(1) シングルアームプレーナー:
1、ワークの幅がテーブルの幅を超える場合、テーブルの中心に対するワークの重心のオフセットは、テーブルの幅の1/4を超えてはならない。
2、作業後、テーブルを機械の中間位置で止め、クロスビームのサイドツールホルダーを一番低い位置まで下げ、垂直ツールホルダーをスタンドの端に置く。
(2) ガントリープレーナー:
作業後は、テーブルをマシンの中央の位置に置き、クロスビームとサイドツールホルダーを一番低い位置まで下げ、2つの垂直ツールホルダーをコラムの両側に当てる。























