
遠心鋳造技術の決定版: 原理/プロセス/産業応用分析
公開日:2025-02-23 カテゴリ:広報 閲覧数:10996
遠心鋳造とは?

遠心鋳造は回転型によって発生する遠心力によってあります(重力の力の 150 回まで)液体金属が高速回転(通常 250 の~ 1500r/min)に液体形成プロセスの鋳造そして凝固および鋳造の形成の行為の下で遠心力が注がれるように。プロセスは海洋のエンジンのシリンダーはさみ金、航空宇宙産業の高温部品および他の粗い労働条件のプロダクトの製造のために特に適しています-より多くの測定されたデータは 25% を上で高める従来の砂型鋳造より引張強さの遠心鋳造のアルミ合金の部品が示す。
遠心鋳造の仕組み
遠心鋳造プロセスは、回転する高温の鋳型に液体金属を注入することから始まります。設計の特定の要件に応じて、鋳型は垂直または水平に回転させることができます。
この工程では、遠心力により、重力の数倍に近い圧力で液体金属が鋳型内に均等に分散されます。この加圧により、鋳造品に亀裂や微小欠陥、マクロ欠陥がないことが保証される。これは従来のダイカスト鋳造工程と非常によく似ており、圧力を加えることで製品全体の欠陥も減らすことができる。
鋳型が充填されると、密度の高い液体金属が回転する鋳型の内壁に押し付けられます。さらに、密度の高い金属は外側の半径方向中心から方向性を持って凝固し、密度の低い物質や不純物は外側の直径に浮いてきます。
凝固が完了すると、部品全体が金型から取り出され、部品の縁に残った不純物を取り除くために機械加工されます。最終的には、内部に空洞や気泡のない高品質の素材が出来上がります。
鋳型が準備された後の、基本的な遠心鋳造工程の簡単な手順を以下に示す:
- 他の鋳造工程と同様、最初のステップは金属を融点以上に加熱することである。
- 第二のステップは、注湯の準備として鋳型を回転させることである。一般的に、回転速度は毎分300~3000回転ですが、実際の速度はプロジェクトの仕様によって異なります。
- 次に注ぐ工程がある。この工程は比較的簡単で、特別な準備も必要ないが、型が回転している間に注ぐので、特別な注意が必要である。
- 鋳造が完了すると、次の工程が自動的に開始される。回転は冷却プロセスを助けるだけでなく、鋳型内に十分な圧力を発生させ、鋳造プロセスに関連する欠陥が発生しないようにします。
- 冷却後、次のステップは他の鋳造プロセスと同様です。回転装置から型を外し、鋳物から材料を取り出すだけです。
- 最後に、最終製品が完成する。遠心力によって材料中の不純物が端に押し出され、機械加工によって不純物が取り除かれることで、目的の品質の製品が出来上がる。
2種類の遠心鋳造機
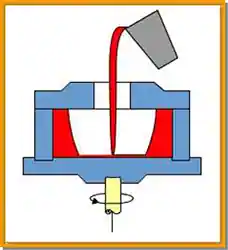
垂直遠心鋳造
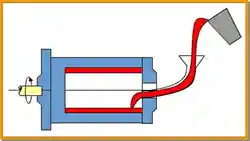
水平遠心鋳造
垂直遠心鋳造
この遠心鋳造機は、主に直径よりも高さが小さい円形鋳物の製造に使用されますが、時にはこの遠心鋳造機で成形鋳物を注湯することも可能です。.縦型鋳造機の安定した設置により、金属タイプだけでなく、砂型や溶融鋳型シェルなどの非金属タイプも使用可能です。
水平遠心鋳造
主に直径以上の長さのスリーブやチューブ鋳物の製造に使用される。
遠心鋳造の3つのタイプ
| 類型論 | 製品ケース | 寧波禾欣工芸の躍進 |
|---|---|---|
| 真の遠心鋳造 | ディーゼル・シリンダー・ライナー(HT300) | バイメタル複合鋳造技術 |
| 半遠心鋳造 | 高速鉄道用ブレーキディスク(ADI材料) | 黒鉛冷鉄励磁冷却システム |
| 遠心分離 | 油圧バルブボディ(ZL104) | 真空アシスト鋳造技術 |
遠心鋳造の特徴
(1) 鋳物は遠心力の作用で結晶化し、組織が緻密で、引け巣、引け緩み、空気孔、スラグ巻き込みなどの欠陥がなく、機械的性質が良好である。
(2)丸い中空鋳物を鋳造する場合、中子と注湯システムを省略することができ、工程を簡素化し、金属を節約することができる。
(3)鋼鉄ブッシュの鋳造物の銅のライニングのようなバイメタルの鋳造物の製造を、促進するためには、結合の表面は強い、耐久力のある、銅合金を救うことができるである。
(4)遠心鋳造の荒い内面は、サイズを制御することは容易ではない、鋳物の品質を確保するために機械加工代を増加させる必要があり、合金の容易な偏析の生産には適していません。
遠心鋳造の利点::
(1)遠心鋳造で中空回転体鋳物を製造する場合、中子、注湯装置、押湯を省略することができる。
(2)結果の遠心力の液体金属の回転のために、金属の密度は外壁に押されるが、ガスの密度、自由運動の自由表面へのスラグ、外側から内側への方向凝固の形成は、条件の相補的な収縮、緻密な、良好な機械的特性の鋳造組織ので。
(3)そのような鋼のブッシュのように "バイメタル "ブッシュとタイルの鋳造を容易にするために銅ブッシュの薄い層をキャストし、より高価な銅を保存することができます。
(4) 充填能力が高い。
(5) 注水システムおよびライザーにおける消費の排除および削減。
遠心鋳造の欠点:
(1) 鋳物内部の自由表面は粗く、寸法誤差が大きく、品質が悪い。
(2) 密度偏析の多い合金(鉛青銅など)やアルミニウム、マグネシウムなどの軽合金には適さない。
用途 遠心鋳造
遠心鋳造は主に次のような用途に使用される。パイプ・チューブ鋳物の大量生産鉄パイプ、銅ブッシング、シリンダーライナー、バイメタル鋼裏銅ブッシング、耐熱鋼ローラー、シームレス鋼管ブランク、製紙機械の乾燥ドラムなど。ホイール鋳物の製造ポンプホイールやモーターローターなど。
遠心鋳造と他の鋳造プロセスの比較
| 鋳造方法 | 砂型鋳造 | インベストメント鋳造 | 金属成形 | 高圧ダイカスト | 低圧鋳造 | 遠心鋳造 |
| 適用金属 | 勝手に | 制限なし、主に鋳鋼 | 制限なし、主に非鉄合金 | アルミニウム、亜鉛、マグネシウム、その他の低融点合金 | 主に非鉄合金で、鋳鋼や鋳鉄にも使用される。 | 主に鋳鉄と鋳鋼 |
| 鋳造品質の範囲 | 制限なし | 通常、以下の通りである。25kg | 主に中小鋳物 | 通常、以下の通りである。10kgこの鋳物は中型鋳物にも使用できる。 | 主に中小鋳物 | 制限なし |
| 生産量 | 制限なし | バッチ生産、大量生産、単品生産、小ロット生産。 | バッチ、 バルク製造 | バッチ、 バルク製造 | バッチ、 バルク製造 | バッチ、 バルク製造 |
| 鋳造寸法公差 (mm) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| 鋳物の表面粗さ | ラフ | Ra25~Ra3.2 | Ra25~Ra12.5 | Ra6.3~Ra1.6 | Ra25~Ra6.3 | 内面粗さ |
| 鋳造された状態の粒組織を鋳造する | 粗目 | 粗目 | 穀物 | きめが細かく、内部に気孔が多い。 | 穀物 | |
| 許容誤差 | 最高齢 | 少量または加工なし | 少数 | 少量または加工なし | 比較的小さい | 内面に大きな機械加工代 |
| 生産性(一般的な機械化レベル) | 低、中 | 低、中 | 中・高 | 最高 | 真ん中 | 中・高 |
| 鋳物の最小肉厚mm) | 3.0 | 一般的に0.7 | アルミニウム2~3 | 0.5~1.0 | 通常2.0 |
よくあるご質問一般的な問題
Q1: 遠心鋳造部品の最大加工サイズは?
→直径Φ2.5m×長さ8m(単体重量20トン)
Q2:遠心鋳造における偏析の問題を解決するには?
→ 推奨プログラム:採用パルス電磁場+傾斜冷却複合プロセス
Q3:少量の試作は経済的ですか?
→ 砂型鋳造をお勧めします。























