
Analisi approfondita dell'intero processo di saldatura per attrito
Pubblicato il:2025-03-08 Categoria:informazioni al pubblico Visualizzazioni:10472
Catalogo degli articoli
Definizione di saldatura per attrito
La saldatura per attrito è l'uso del movimento di attrito relativo del saldato per ottenere il calore generato dall'attrito relativo del materiale per ottenere un collegamento affidabile di un metodo di saldatura a pressione. Il processo di saldatura avviene sotto l'azione della pressione, il movimento relativo del materiale da saldare tra l'attrito, in modo che l'interfaccia e la sua temperatura vicina aumenti e raggiunga uno stato termoplastico, con il ruolo della forza di forgiatura superiore film di ossidazione interfacciale rotto, il materiale subisce una deformazione plastica e flusso, attraverso l'interfaccia degli elementi della diffusione e ricristallizzazione della reazione metallurgica e la formazione di giunti.
Principio della saldatura per attrito
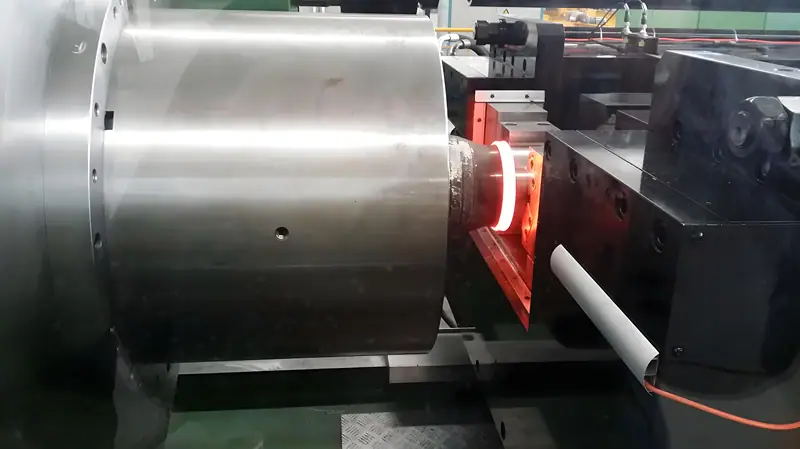
Due pezzi metallici di sezione circolare sono bloccati prima della saldatura per attrito in un mandrino che può essere ruotato e in un mandrino che può essere spostato in avanti e pressurizzato. All'inizio della saldatura, il pezzo 1 viene fatto ruotare ad alta velocità, il pezzo 2 viene spostato in direzione del pezzo 1 e messo a contatto, e viene applicata una pressione di attrito sufficientemente grande per avviare il processo di riscaldamento per attrito. Dopo l'attrito per un certo periodo di tempo, la temperatura del metallo del giunto raggiunge la temperatura di saldatura, si arresta la rotazione del pezzo 1 e, allo stesso tempo, il pezzo 2 si muove rapidamente per applicare la pressione di forgiatura superiore, in modo da produrre la deformazione di forgiatura superiore e completare la saldatura.
Classificazione della saldatura per attrito
Esistono molti metodi di saldatura per attrito, generalmente classificati in base al movimento relativo del saldato e alle caratteristiche del processo; i metodi principali includono:
- Saldatura a frizione ad azionamento continuo
- Saldatura per attrito a controllo di fase
- saldatura per attrito inerziale
- saldatura per attrito
- Saldatura a frizione incorporata
- Saldatura per attrito del terzo corpo
- Rivestimento per attrito
Saldatura a frizione continua
Sotto l'azione della pressione di attrito, le interfacce saldate entrano in contatto l'una con l'altra, facendo attrito attraverso il movimento relativo, in modo che l'energia meccanica venga convertita in energia termica, il calore di attrito venga utilizzato per rimuovere gli ossidi sulle interfacce e si formi un giunto affidabile sotto l'azione della forza di forgiatura superiore. Si tratta di un tipo comune di saldatura per attrito; nel processo di saldatura, il pezzo in lavorazione viene continuamente azionato dal motore del mandrino, ruotando a velocità costante, fino a quando non raggiunge il tempo di attrito specificato o la deformazione per attrito, il pezzo in lavorazione smette immediatamente di ruotare e si procede alla saldatura per forgiatura superiore.
saldatura per attrito inerziale
L'estremità rotante del pezzo da saldare è bloccata nel volano e il processo di saldatura inizia accelerando il volano e l'estremità rotante del pezzo da saldare a una certa velocità di rotazione, quindi il volano viene sganciato dal motore principale e l'estremità mobile del pezzo da saldare avanza per avviare il riscaldamento per attrito. Il volano viene frenato dalla coppia di attrito, la velocità viene gradualmente ridotta e il processo di saldatura termina quando la velocità è pari a zero.
saldatura ad attrito di fase
Utilizzato principalmente per i requisiti di posizione relativa del pezzo, come l'acciaio esagonale, l'acciaio ottagonale, i joystick automobilistici, ecc., richiede che i rebbi siano allineati dopo la saldatura, la direzione della destra o della fase per soddisfare i requisiti. I metodi principali sono:
- Saldatura meccanica a frizione di fase sincronizzata
- Saldatura per attrito del raccordo a perno
- Saldatura ad attrito con azionamento sincronizzato
Saldatura radiale a frizione
Il tubo da saldare è smussato, con un mandrino all'interno del tubo, dotato di un anello rotante con una superficie smussata, che ruota e applica una pressione di attrito radiale ai due tubi durante la saldatura, mentre la pressione di forgiatura superiore viene applicata alla fine del riscaldamento per attrito.
Rivestimento per attrito
Il tondino di metallo di rivestimento ruota ad alta velocità ed esercita una pressione di attrito sul metallo di base. Grazie all'ampio volume del metallo di base, la conducibilità termica è buona e la velocità di raffreddamento è elevata. Di conseguenza, la superficie di attrito dall'interfaccia tra metallo di rivestimento e metallo di base si sposta sul lato del metallo di rivestimento. Allo stesso tempo, il metallo di rivestimento si condensa e passa al metallo di base per formare la polpa di saldatura del rivestimento. Quando il metallo di base ruota o si sposta rispetto alla barra di metallo di rivestimento, si forma una saldatura superficiale sul metallo di base.
saldatura a frizione lineare
Due pezzi da saldare un fisso, un altro a una certa velocità per il movimento alternativo, o due pezzi per il movimento alternativo relativo, sotto l'azione della pressione dei due pezzi dell'attrito interfaccia genera calore, in modo da ottenere la saldatura.
saldatura per attrito
Sarà un materiale duro resistente alle alte temperature fatto di una certa forma dell'ago di agitazione che ruota in profondità nei due materiali saldati collegati al bordo della testa di agitazione per regolare la rotazione delle due saldature collegate al bordo di una grande quantità di calore di attrito, che nel collegamento dell'ammorbidimento plastico del metallo prodotto nel collegamento della zona, l'ammorbidimento plastico della zona nella testa di agitazione sotto l'azione dell'agitazione, l'estrusione, e con la testa di agitazione della rotazione lungo il flusso di saldatura all'indietro, la formazione di un flusso di metallo plastico, e l'agitazione della testa lontano dal processo di raffreddamento e l'estrusione e la formazione di giunti saldati in fase solida. La zona ammorbidita in plastica viene agitata e spremuta sotto l'azione della testa di agitazione e scorre all'indietro lungo il cordone di saldatura con la rotazione della testa di agitazione, formando un flusso di metallo plastico, e nel processo di raffreddamento dopo l'allontanamento della testa di agitazione, viene spremuta per formare un giunto saldato in fase solida.
Saldatura orbitale a frizione
La saldatura orbitale ad attrito è un metodo di saldatura di recente sviluppo, utilizzato principalmente per la saldatura di pezzi a sezione non circolare. Il pezzo da saldare per attrito orbitale lineare segue un percorso rettilineo, con una certa ampiezza e frequenza per garantire che la velocità di vibrazione raggiunga il valore richiesto, in modo che la superficie di saldatura faccia attrito con vibrazioni relative ripetute. Orbita circolare per la saldatura a frizione del pezzo di ogni massa con lo stesso raggio e la stessa velocità, lungo l'orbita circolare per fare in modo che la superficie di saldatura faccia il movimento relativo di attrito. Quando il giunto viene riscaldato alla temperatura di saldatura, il movimento di attrito del pezzo viene interrotto e viene eseguita la saldatura superiore.
Processo di saldatura per attrito
Caratteristiche del processo
vantaggio:
- Tempi brevi di costruzione della saldatura ed elevata produttività.
- Piccola distorsione di saldatura, elevata precisione dimensionale dopo la saldatura.
- Alto grado di meccanizzazione e automazione, qualità di saldatura stabile.
- È adatto alla saldatura di tutti i tipi di materiali dissimili e può saldare alluminio-acciaio, alluminio-rame, titanio-rame, composti intermetallici-acciaio, ecc. che non possono essere saldati con la fusione tradizionale.
- È possibile saldare aste e tubi di diametro uguale e diverso.
- La saldatura non produce fumo, luce d'arco e gas nocivi e non inquina l'ambiente.
Svantaggi.
1. È più difficile saldare sezioni trasversali non circolari e le attrezzature necessarie sono complicate; è anche più difficile saldare parti sottili a forma di disco e raccordi per tubi a parete sottile perché non sono facili da bloccare.
2. È difficile realizzare la saldatura per attrito per componenti la cui forma e posizione di montaggio sono già state determinate.
3. I giunti sono soggetti a fretting e devono essere lavorati dopo la saldatura.
4. La parte di serraggio è facile che produca graffi o segni di serraggio.
Processo di saldatura per attrito
La saldatura per attrito è una tecnica di giunzione a stato solido altamente efficiente che si basa sull'unione metallurgica dei materiali utilizzando il calore di attrito e le forze meccaniche. Il processo inizia con il fissaggio preciso del pezzo: di solito un lato del pezzo è tenuto saldamente in un'attrezzatura, mentre l'altro lato è collegato a un azionamento rotante per garantire che le superfici di contatto siano pulite e piane. Quando la macchina viene attivata, il pezzo rotante entra in stretto contatto con il pezzo fisso sotto pressione assiale e l'attrito ad alta velocità genera immediatamente alte temperature all'interfaccia, che penetrano rapidamente nel materiale e lo portano allo stato plastico. Durante questo processo, l'attrito non solo rompe lo strato di ossido sulla superficie, ma induce anche il reticolo metallico a subire una ricristallizzazione dinamica, formando uno strato fluido ammorbidito. Quando la temperatura raggiunge il punto critico, l'apparecchiatura smette decisamente di ruotare e applica una maggiore pressione di forgiatura superiore; a questo punto, il materiale ammorbidito è come se fosse stato forgiato per estrusione, la diffusione atomica a livello microscopico e la migrazione dei confini dei grani eliminano completamente i difetti della superficie del giunto, con la formazione di giunti saldati densi e impeccabili. Dopo il raffreddamento e la sagomatura, la saldatura è praticamente priva di deformazioni e la sua resistenza può addirittura superare quella del materiale di base.
Apparecchiature comuni per la saldatura a frizione

Apparecchiature convenzionali per la saldatura a frizione
Le tradizionali apparecchiature per la saldatura a frizione sono solidamente collegate a un meccanismo di controllo della pressione ad alta precisione attraverso un sistema di azionamento meccanico, il cui nucleo è costituito da un modulo di potenza del mandrino, un dispositivo di pressione idraulica e un sistema di controllo intelligente. L'apparecchiatura adotta un design modulare, che può essere adattato in modo flessibile ai requisiti di serraggio di alberi, tubi e pezzi sagomati, realizzando una saldatura efficiente dei componenti chiave del motore nel settore automobilistico e affidandosi al sistema di monitoraggio in tempo reale per completare la connessione affidabile di materiali in lega ad alta resistenza nel settore militare. Rispetto al processo di saldatura tradizionale, l'apparecchiatura presenta notevoli vantaggi nel controllo del consumo energetico e nella qualità del giunto; grazie alla tecnologia di fusione multisensore, è in grado di soddisfare i severi requisiti della saldatura di precisione nel settore aerospaziale, del trasporto ferroviario e in altri settori, diventando l'apparecchiatura principale per la produzione industriale di massa.
Apparecchiature per la saldatura per attrito
L'attrezzatura per la saldatura per attrito (FSW) è un'apparecchiatura di saldatura avanzata sviluppata sulla base del principio della giunzione allo stato solido e la sua innovazione principale risiede nell'uso di una speciale testa di agitazione per ottenere il flusso plastico e l'incollaggio metallurgico dei materiali. L'apparecchiatura è costituita principalmente da un corpo ad alta rigidità, da un sistema di azionamento rotante, da un modulo di controllo della temperatura di precisione e da un'unità di rilevamento tridimensionale della posizione della forza. Grazie all'azione sinergica dell'ago di agitazione e della spalla, è possibile unire senza soluzione di continuità materiali ad alto punto di fusione, come leghe di alluminio e leghe di magnesio, senza la necessità di fondere. Rispetto alla tradizionale saldatura per attrito, questa tecnologia migliora notevolmente la qualità della saldatura di lamiere sottili, realizza lo stampaggio integrato di pelle-scheletro nel settore aerospaziale ed è ampiamente utilizzata nella produzione di vassoi per batterie di veicoli a nuova energia; la resistenza del cordone di saldatura può raggiungere oltre 95% del materiale di base. L'ultima apparecchiatura integra una guida visiva e algoritmi di controllo adattivi, in grado di regolare dinamicamente i parametri di saldatura e di superare con successo il collo di bottiglia della tecnologia di giunzione di materiali dissimili (ad esempio, alluminio/rame, alluminio/acciaio).























