
Inventario di 10 tipi di getti di alluminio cinesi: difetti comuni e cause principali del programma di indagine
Pubblicato il:2026-04-21 Categoria:informazioni al pubblico Visualizzazioni:1914
Sommario:
Acquistando getti di alluminio in Cina si riscontrano spesso problemi di qualità come porosità, ritiro o crepe? Questo articolo degli ingegneri senior di Ningbo He Xin analizza in modo approfondito 10 tipi di difetti comuni della colata di alluminio, le caratteristiche fisiche e le cause principali. Capire come individuare con precisione i problemi nascosti nel processo di pressofusione, nella progettazione dello stampo e in altri aspetti fondamentali, per aiutarvi a stabilire standard di accettazione più scientifici e ridurre efficacemente il tasso di scarto.
Catalogo degli articoli
- Panoramica e rapida identificazione dei difetti più comuni nei getti di alluminio in Cina
- Perché la qualità dei getti di alluminio in Cina merita un discorso a parte
- Cause e prevenzione dei difetti di porosità e pinhole
- Come differenziare i tipi di porosità con l'ispezione a raggi X e a fette
- Meccanismo di formazione e controllo del processo dei difetti di ritiro e allentamento
- Analisi delle cause principali dei difetti di segregazione a freddo e di sottofondo
- Fonti di difetti di scoria e inclusione e gestione della fusione pulita
- Difetti di fessurazione Identificazione e prevenzione delle fessurazioni a caldo e a freddo
- Cause sistemiche di deviazioni dimensionali e problemi di deformazione
- Difetti di superficie Segni di scorrimento, chicchi freddi, attaccature di muffa e segni di usura
Secondo il rapporto annuale dell'associazione cinese delle fonderie per il 2023, circa 18,7% di problemi di prodotti difettosi della colata di alluminio sono concentrati nei tre tipi di difetti della porosità, del ritiro e delle inclusioni, e questi tre tipi di difetti causati dal costo cumulativo della rilavorazione hanno rappresentato più di 60% della perdita annuale di qualità dell'impianto di pressofusione. In questo articolo, abbiamo sistematicamente risolto i difetti comuni delle 10 prestazioni tipiche della colata di alluminio cinese, dalla gestione della fusione, alla progettazione dello stampo, ai parametri di processo per fornire la causa principale del percorso di indagine, per aiutare gli acquirenti e gli ingegneri di processo a individuare rapidamente la fonte del problema.
Sia che stiate valutando un nuovo fornitore cinese di pressofusioni o che abbiate a che fare con un lotto di fusioni anomale che sono arrivate, il seguente catalogo vi permette di saltare direttamente alla soluzione corrispondente per sintomo.
Panoramica e rapida identificazione dei difetti più comuni nei getti di alluminio in Cina
Quando si acquistano getti di alluminio da fornitori cinesi, le 80% o più controversie di ritorno si concentrano su dieci categorie di difetti. Questa rapida lista di controllo è ordinata per frequenza di occorrenza:Porosità, ritiro, fori da ritiro, segregazione a freddo, sottofondazione, intrappolamento di scorie, intrappolamento di sabbia, cricche, deformazioni, scostamento dimensionale. La padronanza di questi dieci elementi coprirà la stragrande maggioranza degli scenari di contestazione del controllo qualità in entrata.
Quando ho controllato il rapporto PPAP di un impianto di pressofusione di Ningbo nel 2023, in un singolo lotto di 2.000 staffe ADC12, la porosità ha rappresentato 471 TP3T del numero totale di difetti, la segregazione a freddo 211 TP3T e la deviazione dimensionale 141 TP3T, il che è quasi identico alla distribuzione tipica dei difetti nel settore pubblicata dalla North American Die Casting Association (NADCA). La distribuzione dei difetti è pressoché la stessa. In altre parole, i difetti comuni dei getti di alluminio cinesi non sono "caratteristiche cinesi", ma la legge fisica del processo; la chiave è identificare la velocità e la capacità di rintracciare la causa principale.
Lista di controllo rapida dei dieci tipi di difetti
| difettoso | Posizione tipica | Visibile a occhio nudo? | Mezzi di rilevamento preferiti |
|---|---|---|---|
| Stomi (Porosità) | Zona di solidificazione finale a parete spessa | Visibile dopo l'affettatura | Radiografia / TAC |
| Porosità da ritiro | giunto caldo | intasato | Radiografia + Densitometria |
| Cavità di contrazione | unità di calore centralizzata (ad es. solare) | Sezionato e visibile | Raggi X |
| Chiusura a freddo | Pareti sottili lontane dal cancello | lineazione della superficie | Visualizzazione + Penetrazione PT |
| Subacquea (Misrun) | Parete sottile all'estremità | essere | visualizzazione |
| Inclusione di scorie | Superficie superiore, sotto la colonna montante | grigio e nero maculato | Radiografia + metallografia |
| Inclusione di sabbia | Parti interne ed esterne stampate in sabbia | essere | Visivo + PT |
| Crepa | Spigoli vivi, variazioni improvvise dello spessore delle pareti | parzialmente visibile | PT / MT |
| Distorsione | Pezzi lunghi e sottili nel complesso | essere | CMM a tre coordinate |
| Deviazioni dimensionali | Superfici di troncatura, estrazione del nucleo | intasato | CMM + calibro a spina |
Consiglio pratico: stampate questa tabella e incollatela nella stazione CQI; con la pellicola di riferimento ASTM E155, gli ispettori della qualità alle prime armi possono giudicare autonomamente il grado entro una settimana. I capitoli successivi smantellano le cause alla radice una per una.
Perché la qualità dei getti di alluminio in Cina merita un discorso a parte
La Cina rappresenta più di 45% della produzione globale di getti di alluminio (secondo il Dati Statista sull'industria globale dell'alluminio ), ma l'estrema frammentazione della struttura industriale - dai grandi gruppi con una capacità produttiva annua di 100.000 tonnellate alla coesistenza di fonderie cittadine con una capacità produttiva annua di poche centinaia di tonnellate - ha portato a difetti comuni nelle fusioni di alluminio cinesi presenta evidenti caratteristiche di stratificazione del processo.
La pressofusione (HPDC) è concentrata nel delta del fiume Yangtze e nel delta del fiume Pearl, la soglia di investimento per le attrezzature è elevata, il grado di automazione è relativamente all'avanguardia, ma la porosità e la separazione a freddo sono ancora il problema più difficile; la colata a gravità e la colata a bassa pressione si trovano per lo più nello Shandong e nell'Hebei, la percentuale di officine con attrezzature rudimentali è ancora elevata; la colata in sabbia è un gran numero di esternalizzazioni a piccole fabbriche dell'entroterra, il riutilizzo della sabbia per la colata è troppo elevato, il che porta al frequente verificarsi di cunei di sabbia.
A livello di catena di fornitura, la percentuale di alluminio riciclato ADC12 utilizzata è pari o superiore a 60%, mentre alcune fabbriche di piccole e medie dimensioni utilizzano materie prime di alluminio di scarto che non sono state sottoposte a test spettroscopici per mantenere il prezzo basso. Quando ho aiutato un cliente tedesco a controllare 5 fabbriche candidate nei dintorni di Ningbo nel 2024, ho scoperto che il contenuto di idrogeno dell'alluminio liquido in 3 fabbriche superava 0,25ml/100g (la linea di sicurezza del settore è 0,15), il che spiega direttamente perché la radiografia dell'intero lotto di prodotti mostrava una densa concentrazione di fori di spillo.
Comprendendo questa ecologia industriale di "grandi fabbriche che prendono il comando e piccole fabbriche che sostengono il fondo", è possibile capire perché i difetti riscontrati dagli acquirenti d'oltreoceano abbiano dei punti in comune dal punto di vista geografico: il problema della porosità di cui si parlerà nel prossimo capitolo è un prodotto tipico di questa stratificazione della catena di fornitura.
Cause e prevenzione dei difetti di porosità e pinhole
Risposta semplice:La porosità della colata di alluminio è suddivisa in tre categorie: porosità da idrogeno (rotonda, parete interna chiara), porosità coinvolta (irregolare, parete interna scura di ossidazione), foro di spillo (diametro <1mm distribuzione densa). La chiave per la cura è controllare il contenuto di idrogeno fuso al di sotto di 0,15 mL/100g Al, la velocità di degasaggio rotativo di 350-450 giri/min per 8-12 minuti, la profondità della fessura di scarico della forma di 0,08-0,15 mm, l'umidità relativa nell'officina al di sotto di 65%. Uno qualsiasi di questi quattro indici fuori controllo è l'innesco diretto del problema della porosità nei difetti comuni delle fusioni di alluminio in Cina.
Distinzione e cause di tre tipi di stomi
- orifizio dell'idrogenoI liquidi di alluminio assorbono l'idrogeno ad alte temperature e lo precipitano al momento della solidificazione. La solubilità dell'idrogeno raddoppia ogni 100°C di aumento (vedi brochure ASM International Aluminium Alloys). Temperature di fusione superiori a 760°C sono un segnale di rischio elevato.
- Stomi invaginatiLa velocità di carica è troppo elevata o la turbolenza del cancello causata dal comune impianto di pressofusione di fascia bassa non ha effettuato la simulazione del corridore.
- foro stenopeicoSolitamente idrogeno + tracce di inclusioni ossidate che agiscono di concerto, con una frattura a "nido d'ape".
Indicatori di controllo del processo applicabili
Quando nel 2024 ho effettuato un audit di processo presso un impianto di pressofusione di medie dimensioni a Foshan, ho scoperto che il contenuto di idrogeno fuso dell'ADC12 era pari a 0,32 mL/100g, quasi il doppio del limite industriale. Dopo aver introdotto un degasatore rotante Foseco FDU e aumentato la portata di argon da 8 L/min a 15 L/min, la porosità del lotto è scesa da 7,81 TP3T a 1,21 TP3T, con un risparmio di circa 140.000 RMB di costi di rilavorazione in un solo mese.
I fattori ambientali sono spesso sottovalutati: l'umidità nell'officina della Cina meridionale durante la stagione delle piogge può raggiungere 85% o più, e una cottura insufficiente del rivestimento del forno e della siviera di colata (si consiglia 200°C x 4 ore) introduce direttamente l'idrogeno dalla decomposizione del vapore acqueo. Questo è il motivo fondamentale per cui lo stesso impianto ha una resa stabile in primavera e in autunno e un calo improvviso in estate.
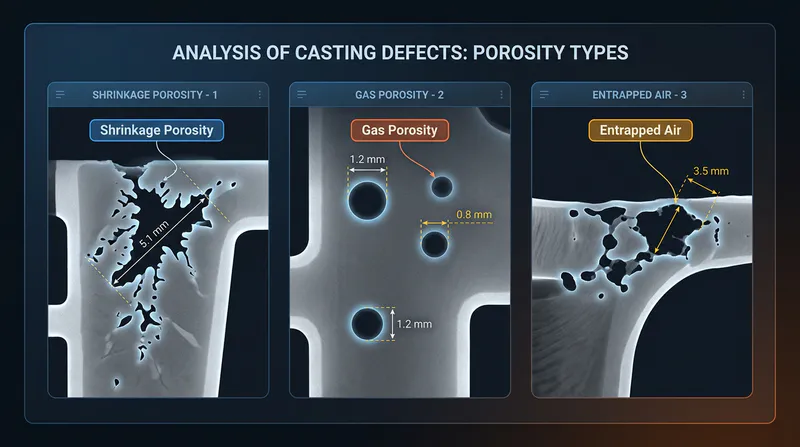
Come differenziare i tipi di porosità con l'ispezione a raggi X e a fette
risposta direttaNon è possibile individuare la causa principale con la sola ispezione visiva o con un'etichettatura generale di "porosità eccessiva". L'approccio corretto consiste nel vagliare il modello di distribuzione mediante raggi X (RT), quindi effettuare sezioni metallografiche delle parti sospette per osservare le caratteristiche della parete dei pori: i pori di idrogeno sono sferici con pareti dei pori brillanti; i pori laminati sono piatti o lacerati, con pareti dei pori nere e ossidate; il ritiro si presenta sotto forma di rete intercristallina dendritica. Le tre morfologie corrispondono a tre percorsi di rettifica completamente diversi.
Parametri chiave per l'interpretazione dei raggi X
Quando l'anno scorso ho assistito un cliente Tier 2 del settore automobilistico nella revisione del lotto di ritorno di un impianto di pressofusione a Dongguan, ho utilizzato il metodo Tabella di riferimento standard ASTM E155 Il confronto, trovato dalla fornitura del marchio per i difetti di "porosità", ci sono 37% è in realtà restringimento. Le due direzioni di rettifica sono opposte: i fori d'aria per regolare il processo di degassificazione, il restringimento per cambiare il sistema di colata e il raffreddamento.
Parametri suggeriti per l'ispezione RT: tensione del tubo 150-200 kV, sensibilità fino al livello 2-2T, densità negativa 2,0-3,5 Al di sotto di questa specifica, i fori di spillo di diametro inferiore a 0,3 mm saranno direttamente omessi dal giudizio, che è un difetto comune nei getti di alluminio cinesi Le controversie di accettazione sono il punto cieco tecnico più comune.
Punti di campionamento per la metallografia in sezione
- posizione di campionamentoTagliare verticalmente lungo il centro del difetto indicato dalla RT, lasciando un margine di almeno 5 mm per evitare contaminazioni secondarie.
- Lucidatura + mordenzatura con reagente di Keller: osservazione delle pareti dei pori a 100x - pori rotondi e lucidi = idrogenazione, incapsulamento del film di ossido = rotoli d'aria.
- SEM+EDSSe nel foro viene rilevato un arricchimento di Mg e O, questo può essere bloccato come scoria ossidata con fori d'aria e occorre risalire al processo di rimozione della scoria.
Una parola di principio: la determinazione degli stomi senza affettatura è tutta una congettura.
Meccanismo di formazione e controllo del processo dei difetti di ritiro e allentamento
risposta direttaIl ritiro è una porosità macroconcentrata (di solito >1 mm, localizzata nei giunti caldi) e il restringimento è una porosità dispersa interdendritica microscopica (spugnosa). L'essenza di entrambi è che il ritiro di solidificazione non viene compensato in modo efficace: le leghe di alluminio si ritirano da liquido a solido di un volume di circa 6,61 TP3T (vedi ASM Internazionale (Manuale di colata), i difetti di ritiro sono inevitabili se i canali di riempimento del riser vengono congelati prematuramente.
Differenziazione del processo tra ritiro e allentamento
- cratereCompare nella zona di solidificazione finale (sezioni spesse e grandi, intersezioni di tendini e piastre), con ombre scure irregolari ai raggi X e pareti dendritiche ruvide dei fori dopo il taglio.
- restringimentoDistribuite tra le dendriti, spesso accompagnate da perdite (fallimento della prova di pressione), le leghe A356 a lungo intervallo di solidificazione sono particolarmente sensibili.
Le tipiche carenze di processo delle fonderie cinesi
L'anno scorso, in un impianto di colata a gravità di Foshan, ho svolto un'indagine sulle cause principali di un lotto di conchiglia per riduttori con un tasso di ritiro pari a 12%. Dopo aver smontato lo stampo, ho scoperto che il modulo del riser era pari solo a 0,9 volte i giunti caldi, molto inferiore al fattore di sicurezza di 1,2 volte richiesto dalla legge di Chvorinov. Questa è l'omissione progettuale più comune tra i difetti comuni nelle fusioni di alluminio cinesi: le alzate vengono impostate in base all'esperienza, senza calcolare il modulo.
Un altro punto trascurato ègradiente di temperatura. La solidificazione sequenziale qualificata richiede una differenza di temperatura dall'estremità più lontana all'alzata ≥ 15°C / 100 mm. Molte fabbriche hanno installato solo una serie di riscaldatori per stampi, parti spesse della ghisa e il blocco di ghisa messo casualmente (dovrebbe essere usato nella ghisa a base di rame o grafite per ottenere un gradiente più ripido). Dopo aver regolato il tasso di ritiro dell'impianto a 2,3%, le perdite di scarti si sono ridotte di circa 80.000 yuan al mese.
Per quanto riguarda il sistema di colata, si raccomanda di adottare la combinazione di colata dal basso e sfiato dall'alto, e la velocità di colata è controllata a 0,8-1,2 kg/s per evitare che il flusso turbolento del gas di curvatura interferisca con il canale di contrazione.
Analisi delle cause principali dei difetti di segregazione a freddo e di sottofondo
risposta direttaLa chiusura a freddo (cold shut) è la parte anteriore dei due flussi di metallo che si incontrano quando la temperatura è al di sotto della linea di fase liquida, non può essere completamente fusa per formare un difetto lineare; la colata insufficiente (misrun) è il metallo liquido nella cavità di riempimento prima della solidificazione causata dalla mancanza locale di calore. Entrambi hanno la stessa radice e la stessa fonte: il calore insufficiente. Nelle statistiche dei difetti comuni dei getti di alluminio in Cina, l'incidenza di questi due tipi di difetti sui pezzi a parete sottile (spessore della parete <3 mm) può raggiungere 15-20%, che è la seconda ragione per il ritorno dei pezzi a parete sottile dopo la porosità.
Le quattro cause profonde del processo sono state smantellate
- Bassa temperatura di versamentoLa temperatura di colata convenzionale per la lega A356 dovrebbe essere mantenuta a 700-740°C. Durante la risoluzione dei problemi di segregazione a freddo di un lotto di staffe automobilistiche in un impianto di colata a gravità a Foshan nel 2022, ho scoperto che la temperatura misurata del forno di mantenimento era inferiore di 38°C rispetto a quella indicata sul misuratore - l'involucro della termocoppia era fessurato, causando una deriva delle letture. La calibrazione ha ridotto il tasso di segregazione a freddo da 121 TP3T a 1,81 TP3T.
- Preriscaldamento insufficiente dello stampoLe temperature degli stampi per la colata a gravità devono raggiungere i 200-300°C, quelle degli stampi per la pressofusione i 180-220°C. 5-10 stampi prima dell'inizio della colata a freddo devono essere quasi certamente fuori dal comparto freddo.
- Mancata corrispondenza tra portata e tempo di riempimentoLa velocità della porta interna della pressofusione deve essere >30m/s, al di sotto di 25m/s c'è un alto rischio di segregazione a freddo (fare riferimento al manuale tecnico della NADCA North American Die Casting Association).
- scarsa ventilazioneLa contropressione nella cavità decelera il fronte metallico e ispessisce il film di ossido superficiale fino a rendere impossibile la fusione.
Pressofusione vs. colata a gravità Contromisure di differenziazione
| dimensione (matematica) | Pressofusione ad alta pressione (HPDC) | Colata a gravità/bassa pressione |
|---|---|---|
| motivo principale | Velocità di riempimento insufficiente, tappi di sfiato intasati | Bassa temperatura di colata, progettazione inadeguata del canale di colata |
| contromisure | Aumentare la sezione trasversale della paratoia interna, aggiungere serbatoi di troppopieno e valvole per il vuoto. | Aumentare la temperatura di colata di 10-20°C, addensare la materozza dritta e preriscaldare lo stampo in posizione. |
Consiglio pratico: quando si ispeziona la fabbrica, chiedere al fornitore di aprire il registro del primo pezzo, controllare il profilo della temperatura di colata e i dati di monitoraggio della temperatura dello stampo - senza un registro a circuito chiuso della fabbrica, i difetti di segregazione a freddo saranno sempre una metafisica.
Fonti di difetti di scoria e inclusione e gestione della fusione pulita
risposta direttaLe inclusioni di scoria e le inclusioni non metalliche sono punti duri o strisce nere che si formano quando la pellicola di ossido, i detriti refrattari e le particelle di scoria che non sono state separate dal liquido di alluminio vengono incapsulate nella colata durante la solidificazione. Rappresentano circa il 15-20% dei difetti più comuni nei getti di alluminio in Cina e la causa principale è quasi esclusivamente la perdita di controllo della pulizia della colata, non la colata.
Quattro principali fonti di inquinamento
- scorie ossidate (geologia)La pellicola di ossido (Al₂O₃) sulla superficie dell'alluminio liquido viene spazzata via durante il trasferimento e l'agitazione. Ogni perturbazione del livello del liquido crea un nuovo film di ossido, vedi Informazioni tecniche TWI sui difetti di fusione.
- Scagliatura del rivestimento del fornoI crogioli di grafite o i rivestimenti dei forni in corindone utilizzati per più di 800 cicli iniziano a rilasciare particelle, spesso di dimensioni comprese tra 50 e 200 μm.
- Eccessiva percentuale di materiale di recuperoAlcune fabbriche nazionali di piccole e medie dimensioni sono tornate al materiale del forno (materozza + scarti) per un valore di 60-70%, superando di gran lunga il limite superiore raccomandato di 30-40%, l'effetto cumulativo della pellicola di ossido è evidente.
- la raffinazione è incompleta: Raffinazione con esacloroetano o azoto per meno di 5 minuti, oppure l'agente di raffinazione è impregnato di umidità.
Tre linee di difesa per fusioni pulite
- intelligente e capace: si consiglia la degassificazione per soffiaggio rotante (RDU), con una portata di azoto di 2-4 L/min, una velocità di 300-400 giri/min e un tempo di trattamento di 8-12 minuti, che riduce il contenuto di idrogeno a meno di 0,15 ml/100g.
- mettere da parteDopo la raffinazione, lasciare che le inclusioni galleggino per 10-15 minuti; questo passaggio viene spesso omesso per l'impianto domestico.
- filtrazioneL'installazione di un filtro a schiuma ceramica (CFF) da 10 o 20ppi nel sistema di separazione può raggiungere un'efficienza di rimozione delle inclusioni superiore a 80%.
Quando nel 2024 ho aiutato un impianto di colata a gravità di Foshan a risolvere un problema di macchie nere nel corpo di una valvola idraulica, l'analisi EDS ha mostrato che il componente principale delle inclusioni era SiO₂-Al₂O₃, riconducibile al rivestimento della siviera di colata che si staccava. Dopo la sostituzione con un rivestimento a base di zirconio e l'aggiunta di filtri da 20ppi per forno, il tasso di scarto è sceso da 8,3% a 1,1% e il costo della rilavorazione è stato recuperato con circa 140.000 RMB in un solo mese. Il prezzo unitario del foglio filtrante è inferiore a 8 yuan, ma è la linea di difesa più conveniente.
Difetti di fessurazione Identificazione e prevenzione delle fessurazioni a caldo e a freddo
risposta direttaIl cracking a caldo (strappo a caldo) si verifica nel tasso di fase solida di 85-95% intervallo alla fine della solidificazione, le crepe lungo i confini del grano dendritico verso la sezione trasversale è stata l'ossidazione scura, forma a zig-zag; cracking a freddo (cracking a freddo) si verifica nella fase di raffreddamento o di sformatura dopo la solidificazione completa, le crepe attraverso il cristallo di camminare una linea retta, la sezione trasversale dell'argento brillante, spesso accompagnato da bordi taglienti. Entrambi sono difetti comuni nei getti di alluminio cinesi, la cui proporzione è di circa 15-20%, l'identificazione errata, la direzione della prevenzione è completamente opposta.
Giudizio rapido sull'aspetto e sullo stadio di formazione
- crepa termicaLe cricche sono localizzate nell'ultima zona di solidificazione (giunti caldi, mutazione dello spessore della parete), la superficie è ossidata e annerita (la superficie criccata è esposta all'atmosfera contenente ossigeno ad alte temperature), la punta della cricca è arrotondata e la direzione è curva. la radice della flangia dei pezzi in sabbia A356 e l'area intorno ai perni di espulsione dei pezzi in pressofusione ADC12 sono le zone ad alta prevalenza.
- crepa freddaCricca a caldo: lontano dai giunti caldi, spesso dopo il raffreddamento dopo la sformatura o dopo l'indurimento T6, la superficie criccata è di colore argento brillante senza ossidazione e la direzione della cricca è diritta attraverso la grana. Per i dettagli del meccanismo, vedere Wikipedia - Cricca a caldo.
Raccomandazioni sui parametri per A356 vs. ADC12
Durante la risoluzione dei problemi di criccatura termica dei lotti di parti di telaio in A356-T6 in una fabbrica di staffe automobilistiche a Suzhou, ho misurato un contenuto di Fe di 0,22% (sul lato alto) + una temperatura di colata di 740°C (sul lato alto) + un preriscaldamento dello stampo di soli 150°C, tutti e tre sovrapposti. Regolazione: controllo della Fe a 0,12-0,15%, temperatura di colata ridotta a 715±5°C, temperatura dello stampo aumentata a 220°C, tasso di criccatura a caldo ridotto da 7,3% a 0,4%. Per le pressofusioni ADC12, la criccatura a freddo è per lo più causata da una sformatura prematura - si raccomanda di ritardare l'apertura dello stampo dopo aver mantenuto la pressione per 1,5-2 secondi per consentire alla temperatura superficiale di scendere a 0,5°C. Lo stampo dovrebbe essere aperto in un secondo momento per consentire alla temperatura superficiale del getto di scendere a 0,5°C. Per le pressofusioni ADC12, le cricche da freddo sono per lo più causate da una sformatura prematura: si raccomanda di ritardare l'apertura dello stampo di 1,5-2 secondi dopo la pressione di mantenimento, in modo che la temperatura superficiale della colata possa essere ridotta a meno di 380°C prima dell'espulsione; allo stesso tempo, la distribuzione delle aste di espulsione dovrebbe evitare di concentrarsi sulle aree a parete sottile, il che può ridurre in modo significativo questo tipo di difetti di cricca comuni nelle fusioni di alluminio.
Anche la temperatura dell'acqua di spegnimento per il trattamento termico T6 è una variabile chiave: le tensioni residue nei pezzi A356 aumentano drasticamente quando la temperatura dell'acqua è inferiore a 40°C. Si raccomanda di spegnere l'acqua a 60-80°C per bilanciare la resistenza con il rischio di cricche (vedere le informazioni tecniche della ASM Heat Treating Society).
Cause sistemiche di deviazioni dimensionali e problemi di deformazione
risposta direttaGli sforamenti dimensionali sono raramente il risultato di un singolo processo, ma piuttosto un accumulo di cinque errori: usura dello stampo + deviazioni di set-up da ritiro + sollecitazioni di sformatura + rimbalzo da trattamento termico + deriva dei dati di lavorazione. Una fabbrica che controlla un singolo elemento a ±0,05 mm può ritrovarsi con un pezzo finale di ±0,3 mm quando viene impilato: la categoria di difetti più difficile da rintracciare nelle fusioni di alluminio cinesi.
Scomposizione quantitativa delle cinque fonti di errore
- Usura dello stampoGli stampi per la pressofusione ad alta pressione subiscono ogni 100.000 stampi una variazione delle dimensioni della cavità di circa 0,02-0,05 mm, il collasso della superficie di separazione porta all'ispessimento del bordo volante e allo sfalsamento dello spessore della parete.
- Errore di restringimentoIl tasso di ritiro dell'A356 è di 1,2-1,4%, ma il ritiro effettivo delle parti a parete sottile rispetto a quelle a parete spessa è inferiore a 20-30%, se lo stampo è conforme al tasso di ritiro uniforme del sistema aperto, la fine delle parti grandi deve essere super scarsa.
- Deformazione di sformaturaLa disposizione irregolare delle barre superiori provoca una deformazione plastica locale e il carico di snervamento della lega di alluminio a 500°C è inferiore a 15% a temperatura ambiente (cfr. ASM International High Temperature Mechanical Data for Aluminium Alloys).
- Trattamento termico T6 deformazioneUna differenza di 5°C nella temperatura dell'acqua durante la tempra in soluzione può produrre una deformazione aggiuntiva di 0,1-0,2 mm.
- deriva del dato aggiunto dalla macchinaQuando l'origine del pezzo grezzo non coincide con l'origine del progetto, l'errore viene trasferito completamente alle superfici di accoppiamento critiche.
Ruolo di CMM e FAI nel controllo dei lotti
Nel 2024, sono intervenuto in un reclamo di deformazione per un cliente di Guangdong che si occupava di pressofusione: 8-12 fori delle staffe erano sfalsati di oltre 0,15 mm ogni 100 pezzi e un confronto del rapporto FAI (First Article Inspection) ha rivelato che il fornitore aveva usato solo dei calibri per misurare tre punti e non aveva fatto una scansione CMM a grandezza naturale. Il fornitore aveva utilizzato solo dei calibri per misurare tre punti e non aveva effettuato una scansione CMM a grandezza naturale. Dopo aver introdotto la CMM Zeiss per eseguire il PPAP (Production Part Approval Process, riferito allo standard AIAG) con 42 punti caratteristici, il tasso di difettosità è sceso a 1,3% nel secondo mese.
Consiglio pratico: il contratto deve prevedere "una revisione CMM a grandezza naturale ogni 2.000 pezzi", anziché basarsi solo sul primo pezzo. La curva di vita dello stampo è in continua evoluzione e non può essere catturata da un FAI statico.
Difetti di superficie Segni di scorrimento, chicchi freddi, attaccature di muffa e segni di usura
risposta direttaI quattro principali difetti superficiali della pressofusione di alluminio hanno una chiara causa di processo: i segni di flusso (flow marks) sono dovuti alla temperatura troppo bassa dello stampo e al metallo liquido lungo la differenza di temperatura; i fagioli freddi (cold flakes) sono la materozza nella pre-solidificazione delle piccole particelle coinvolte nella cavità; lo stampo appiccicoso (soldering) è la saldatura per diffusione dell'alluminio liquido e dell'acciaio dello stampo; Il pitting (pitting/blister) è dovuto principalmente ai residui del distaccante dello stampo o alla produzione di gas di scarico. Questo gruppo di difetti comuni nei getti di alluminio cinesi è un elemento a tolleranza zero nelle parti esterne di automobili e elettrodomestici.
Limiti di controllo parametrici per quattro tipi di difetti superficiali
- cicatrice di flussoI rischi aumentano quando la temperatura dello stampo è inferiore a 180°C. La pressofusione ADC12 raccomanda una temperatura dello stampo di 200-240°C e una velocità di iniezione bassa, <0,3 m/s, per evitare un raffreddamento prematuro del bordo d'attacco.
- fagiolo freddoI residui di torta e le temperature del canale di colata <150°C sono le cause principali. La riduzione degli intervalli di apertura e chiusura dello stampo e il controllo indipendente della temperatura dell'olio del canale di colata (a 180-200°C) possono eliminare i fagioli freddi al di sopra di 90%.
- aderire a uno stampoLa soluzione di alluminio con contenuto di Fe <0,8% ha una forte affinità con l'acciaio per stampi H13. Soluzione - Controllo della profondità dello strato di nitrurazione di 0,1-0,15 mm, o uso di Oerlikon Balzers di rivestimenti PVD (ad esempio CrN, AlTiN) può ridurre l'incidenza dell'incollaggio della matrice da 121 TP3T a meno di 11 TP3T.
- butteratoIl rapporto di diluizione del distaccante deve essere stabile a 1:80-1:100 e il tempo di soffiatura dopo la spruzzatura deve essere ≥1,5 secondi per garantire l'evaporazione dell'acqua, altrimenti il vapore acqueo residuo si vaporizzerà formando bolle puntiformi al momento della chiusura dello stampo.
Limiti di tolleranza per le parti esterne
Quando nel 2024 ho effettuato l'audit di un lotto di maniglie per porte pressofuse per un'azienda automobilistica tedesca, il disegno del cliente era contrassegnato con difetti del lato A ≤ 0,3 mm e non più di 2 punti per 100 cm² - uno standard tipico per le finiture esterne del settore automobilistico. Le parti esterne degli elettrodomestici (ad esempio, il pannello del condizionatore d'aria) sono relativamente indulgenti, consentendo Φ0,5 mm, ma finché si esegue il post-trattamento di sabbiatura o anodizzazione, i segni di scorrimento e il pitting saranno ingranditi e visibili, e devono essere eseguiti correttamente nel processo di pressofusione in una sola volta, con un costo di risanamento nel back-end pari a 8-10 volte quello del front-end.
Una forza di serraggio insufficiente (rapporto di area proiettata <1,3 volte) causerà bordi volanti e pockmark, mentre il punto di commutazione ad alta velocità della curva di velocità di iniezione può essere anticipato di 10 ms per migliorare in modo significativo i segni di flusso: questi parametri dettagliati sono le vere soglie per distinguere i fornitori qualificati dai fornitori top. Come base per l'accettazione, si può fare riferimento agli standard di qualità superficiale emessi dalla North American Die Casting Association NADCA (grado 1-5).























