
Processo di saldatura TIG e MIG dell'alluminio: confronto tecnologico, punti di funzionamento e applicazioni industriali
Pubblicato il:2025-05-17 Categoria:informazioni al pubblico Visualizzazioni:11412
Catalogo degli articoli
Le sfide e l'importanza della saldatura dell'alluminio
Le leghe di alluminio sono ampiamente utilizzate nelle applicazioni automobilistiche, aerospaziali e navali grazie alla loro leggerezza, all'elevata forza e alla resistenza alla corrosione. Tuttavia, l'elevata conducibilità termica, la facilità di ossidazione e la sensibilità alle cricche termiche pongono il processo di saldatura di fronte a serie sfide. Ad esempio, nel caso dei vassoi delle batterie per i veicoli a nuova energia, la saldatura deve essere sia ad alta resistenza che a tenuta di gas, un requisito difficile da raggiungere con i processi tradizionali, e le tecnologie di saldatura TIG e MIG offrono una soluzione efficiente.
Caratteristiche dell'alluminio:
densità ridotta: le leghe di alluminio sono meno dense dell'acciaio e del rame, con circa 2,7 g/cm3 , quindi i prodotti in lega di alluminio sono più leggeri di quelli in acciaio dello stesso volume.
alta resistenzaLe leghe di alluminio hanno un'elevata resistenza e durezza, che può essere aumentata in modo significativo con un trattamento termico.
Buona conduttivitàLe leghe di alluminio hanno una migliore conducibilità elettrica rispetto al rame e all'acciaio puri e possono essere utilizzate per produrre materiali conduttivi come fili e cavi.
Buona resistenza alla corrosioneLa superficie della lega di alluminio può facilmente formare un film di ossido denso con una buona resistenza alla corrosione.
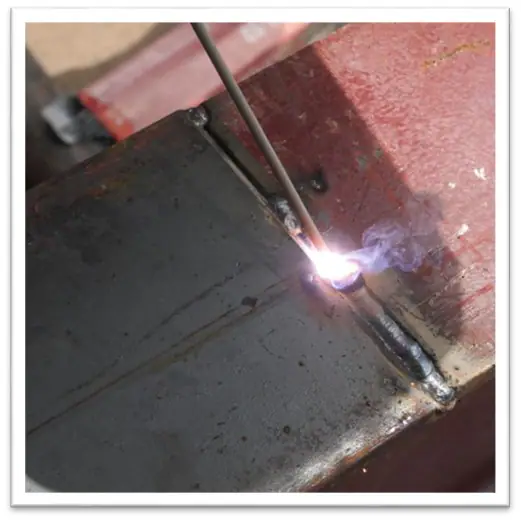
Tecnologia di saldatura TIG in dettaglio
Principio del processo e configurazione delle apparecchiature
La saldatura TIG (saldatura con gas inerte di tungsteno schermato) utilizza un elettrodo di tungsteno non fuso per formare un bagno fuso sotto la protezione di gas inerte (argon o elio). La saldatrice AC TIG è in grado di rimuovere efficacemente la pellicola di ossido (Al₂O₃) sulla superficie della lega di alluminio attraverso l'effetto di schiacciamento catodico, adatto alla saldatura di leghe di alluminio della Serie 6 (ad es. 6061) e della Serie 5 (ad es. 5052).
Punti di lavoro e impostazioni dei parametri (prendendo come esempio la lega di alluminio 6061)
- Trattamento pre-saldatura::
- Pulizia con acetone per rimuovere la contaminazione da olio, levigatura meccanica con spazzola metallica in acciaio inossidabile dello strato di ossido (carta vetrata vietata per evitare la contaminazione da carbonio).
- Parametri di saldatura::
- Corrente: 80-200A (modalità a impulsi CA, corrente di base per 30%).
- Elettrodo di tungsteno: elettrodo di tungsteno al cerio (diametro 2,4 mm, punta rettificata con angolo di cono di 30°).
- Gas di protezione: argon (purezza ≥99,99%), portata 10-12L/min.
- Scelta del filo d'apporto: ER4043 (contenuto di silicio 5%, buona resistenza alle cricche) o ER5356 (contenuto di magnesio 5%, elevata resistenza).
Punti di forza e limiti
- bordo di taglio: cordoni di saldatura belli e privi di schizzi, adatti a piastre sottili (1-3 mm) e componenti di precisione (ad es. dissipatori elettronici).
- limitare qcs. entro confini prestabilitiVelocità di saldatura ridotta (circa 0,3 m/min) e costi di manodopera elevati.
La tecnologia di saldatura MIG in dettaglio
Principio del processo e selezione delle attrezzature
La saldatura MIG (saldatura con elettrodo di fusione a gas inerte schermato) adotta un meccanismo di alimentazione del filo continuo, adatto alla saldatura di lamiere di medio spessore. Il sistema di alimentazione del filo push-pull risolve il problema della scarsa alimentazione del filo causata dalla morbidezza dei fili in lega di alluminio (ad esempio ER5183). La miscela di gas (Ar+He) migliora la stabilità dell'arco e riduce la porosità.
Punti di lavoro e impostazioni dei parametri (prendendo come esempio la lega di alluminio 5083)
- Trattamento pre-saldatura::
- Le lastre spesse (>10 mm) devono essere preriscaldate a 80-120°C (per ridurre il rischio di cricche termiche).
- Design dello smusso: smusso a V (angolo 60°-70°), bordo smussato 1-2 mm.
- Parametri di saldatura::
- Corrente: 220-260A (modalità a doppio impulso, impulso a bassa frequenza per ridurre gli spruzzi).
- Tensione: 24-26 V, velocità di alimentazione del filo 8 m/min.
- Gas di protezione: Ar (80%) + He (20%), portata 18-20L/min.
Punti di forza e limiti
- bordo di taglioAlta efficienza (velocità fino a 1,2 m/min), adatta alla produzione di massa di cordoni di saldatura lunghi, come quelli dei telai automobilistici.
- limitare qcs. entro confini prestabilitiIl controllo degli spruzzi è difficile (i parametri degli impulsi devono essere ottimizzati) e l'investimento iniziale nell'apparecchiatura è elevato (circa 500.000 dollari per il sistema robotico).
TIG vs MIG: guida alla scelta del processo
| termine di paragone | Saldatura TIG | Saldatura MIG |
|---|---|---|
| Spessore applicabile | 1-6 mm (foglio) | 3-25 mm (piastre medie e spesse) |
| Qualità della saldatura | Alta precisione, senza schizzi | Alta efficienza, controllo degli schizzi |
| (costi di fabbricazione, produzione, ecc.) | Costo del lavoro in percentuale di 60% | Rapporto costi apparecchiature e materiali di consumo 70% |
| applicazione tipica | Pelli aerospaziali, alloggiamenti elettronici | Ponti di navi, parti strutturali di automobili |
Standard di prevenzione, controllo e ispezione dei difetti di saldatura
5.1 Soluzioni ai difetti più comuni
- bolla d'ariaAssicurare la purezza del gas di protezione (punto di rugiada dell'argon ≤ -50°C) e pulire accuratamente il metallo base prima della saldatura.
- crepa termicaSelezionare il filo ER5356 con un elevato contenuto di Mg (Mg/Si>1,5) e controllare la temperatura interstrato <100℃.
- non fusoAumentare la corrente 10%-15% e ridurre la velocità di saldatura a 0,8 m/min (saldatura MIG).
5.2 Metodi di rilevamento
- Ispezione visiva (VT)Rilevamento di cricche e bordi sulla superficie della saldatura con riferimento alla norma ISO 10042.
- Ispezione a raggi X (RT)Secondo i requisiti di AWS D1.2, il diametro dei fori d'aria ≤ 1,5 mm è qualificato.
6. Domande frequenti (FAQ)
D1: La saldatura TIG può essere utilizzata per saldare leghe di alluminio con corrente continua?
- NO! Il TIG in corrente continua non rompe la pellicola di ossido, è necessario utilizzare l'alimentazione in corrente alternata.
Q2: Come risolvere il problema degli spruzzi elevati nella saldatura MIG?
- Passare alla modalità a doppio impulso, ridurre la corrente di picco (ad esempio, da 300A a 260A) e aumentare il rapporto di elio a 30%.
D3: È necessario un trattamento termico dopo la saldatura?
- Le leghe di alluminio della serie 6 (come la 6061) devono essere trattate in soluzione dopo la saldatura (530 ℃ × 2h di tempra in acqua + 180 ℃ × 8h di invecchiamento) per ripristinare la resistenza.























