
5 indicatori di qualità fondamentali per la valutazione degli impianti di colata di alluminio a bassa pressione in Cina
Autore:H.K.X Pubblicato il:2026-04-22 Categoria:informazioni al pubblico Visualizzazioni:2495
6458↩要: IL NOSTRO È UN PAESE CHE NON HA BISOGNO DI ESSERE CONOSCIUTO.
Cercate una fabbrica di qualità di colata di alluminio a bassa pressione in Cina? Questo articolo fornisce un'analisi approfondita degli standard delle attrezzature, della durata dello stampo e del processo di controllo dei difetti della fabbrica cinese di colata di alluminio a bassa pressione. Gli esperti di Ningbo Hersin vi mostrano come valutare scientificamente la forza del fornitore e garantire la resa della colata; ottenete ora la guida completa all'ispezione della fonderia.
Catalogo degli articoli[Nascosto]
- Che cos'è la colata di alluminio a bassa pressione e perché la fonderia cinese è la scelta preferita?
- Cosa cercare negli standard di precisione delle attrezzature di un impianto di colata di alluminio a bassa pressione?
- Come vengono valutate le capacità di analisi della durata e del flusso dello stampo?
- Come posso verificare il livello di porosità e di controllo dei difetti nel mio impianto?
- Effetti pratici dei processi di fusione e degasaggio sulle proprietà della colata
- Sistema di tracciabilità della qualità: una garanzia fondamentale dalla consegna dei campioni alla produzione in serie
- Colata a bassa pressione vs. colata a gravità vs. colata ad alta pressione: quale scegliere?
- Domande frequenti
Per valutare la reale forza di una fabbrica di colata di alluminio a bassa pressione in Cina, non basta guardare l'offerta e le dimensioni dello stabilimento. Negli 8 anni in cui mi sono occupato degli audit dei fornitori per le aziende europee di veicoli a nuova energia, ho visto troppi clienti impietositi da "bei campioni, produzione di massa stravolta". Ciò che determina realmente la capacità di consegna di una fonderia sono 5 indicatori fondamentali: il livello di precisione delle attrezzature, i dati sulla durata dello stampo, il livello di controllo della porosità, il processo di fusione e degassificazione e il sistema di tracciabilità della qualità. In questo articolo, smonteremo uno per uno il metodo di convalida, i parametri di riferimento del settore e i punti di ispezione in loco di ciascun indice.
Che cos'è la colata di alluminio a bassa pressione e perché la fonderia cinese è la scelta preferita?
La pressofusione a bassa pressione (LPDC) è un processo di fusione di precisione in cui l'alluminio fuso viene spinto dal fondo del forno di mantenimento nella cavità dello stampo attraverso il tubo di sollevamento del liquido per mezzo di un gas a bassa pressione di 0,02-0,06 MPa.È significativamente migliore della colata a gravità per quanto riguarda la porosità (può essere controllata al di sotto di 1%), la consistenza delle proprietà meccaniche e la capacità di formare parti complesse a parete sottile, mentre l'investimento in attrezzature è molto più basso rispetto alla pressofusione ad alta pressione. Questo fa sì che la colata a bassa pressione diventi il guscio del motore di un nuovo veicolo energetico, il guscio del pacco batterie, i mozzi delle ruote, le nocche dello sterzo e altre parti di sicurezza del processo mainstream.
Perché la Cina è diventata il centro di capacità globale per la fusione di alluminio a bassa pressione? Tre ragioni strutturali.
- Filiera completa dell'industria dell'alluminio: Nel 2023 la produzione cinese di alluminio grezzo ha raggiunto i 41,59 milioni di tonnellate, pari al 59% della produzione mondiale (fonte: Statista, statistiche sulla produzione mondiale di alluminio grezzo), il Delta del Fiume Yangtze e il Delta del Fiume Pearl hanno dato vita a una catena di approvvigionamento a ciclo chiuso di 200 km che va dai lingotti di alluminio → alla legatura → alla fusione → alla lavorazione meccanica → al trattamento superficiale.
- Cluster dell'industria degli stampiLa sola Ningbo Beilun ha riunito più di 3.000 imprese di stampi ed è stata insignita del titolo di "Hometown of China Mould" dalla China Mould Association, con un ciclo medio di consegna degli stampi a bassa pressione più breve di quello europeo di 40%.
- Nuove iterazioni di processo guidate dall'energiaLa novità delle attrezzature è generalmente superiore a quella dei colleghi europei e americani.
Quando ho visitato una fonderia di lunga data nel Baden-Württemberg, in Germania, nel 2023, il loro direttore di stabilimento ha confessato: "Per lo stesso set di stampi a bassa pressione per l'involucro di un motore a nuova energia, Ningbo, in Cina, può consegnare il primo prototipo in otto settimane, mentre a noi occorrono 14 settimane". Questa è la realtà.

Cosa cercare negli standard di precisione delle attrezzature di un impianto di colata di alluminio a bassa pressione?
Il cuore della valutazione dell'apparecchiatura non è il numero, ma tre parametri chiave: l'accuratezza del controllo della pressione di mantenimento (dovrebbe essere ≤ ± 0,001 MPa), il materiale ceramico del tubo di sollevamento (il nitruro di silicio è migliore della ghisa) e se il sistema di controllo ad anello chiuso della temperatura dello stampo è dotato di un controllo della temperatura indipendente a zone.Se non si riesce a raggiungere questi tre dispositivi, gli elettrodomestici ordinari sono a posto, i getti dei sistemi di alimentazione di nuova energia sono destinati ad avere problemi.
Durante l'effettiva visita al sito, chiederò alla fabbrica di mostrare le seguenti prove:
- Targa dell'apparecchiatura e anno di acquistoLe macchine a bassa pressione più vecchie, antecedenti al 2018, sono per lo più controllate ad anello aperto, con fluttuazioni di pressione fino a ±0,005 MPa, e le deviazioni della densità interna dei getti possono superare 1,51 TP3T.
- Marche di sistemi idrauliciBosch Rexroth o Kawasaki sono un ordine di grandezza più stabile dei marchi locali dell'Asia-Pacifico.
- Temperatura dello stampo Configurazione della macchinaLe marche importate, come l'Italia Piovan, la Germania Single, la precisione del controllo della temperatura PID può raggiungere ± 2 ℃, le marche mainstream nazionali circa ± 5 ℃, A356, A357, come il gradiente di temperatura di solidificazione sensibile differenza di lega è enorme.
Il video qui sopra può farvi vedere il ritmo di una linea di produzione di colata a bassa pressione qualificata: il tempo di ciclo forno→conservazione della pressione→apertura→prelievo→spruzzatura→chiusura dello stampo è stabile a 90-120 secondi, ed è presente una curva di pressione registrata per ogni stampo. Se il tempo di ciclo è lungo o breve e l'operatore interviene spesso manualmente, questo è un chiaro segnale che il sistema di controllo non è stabile.
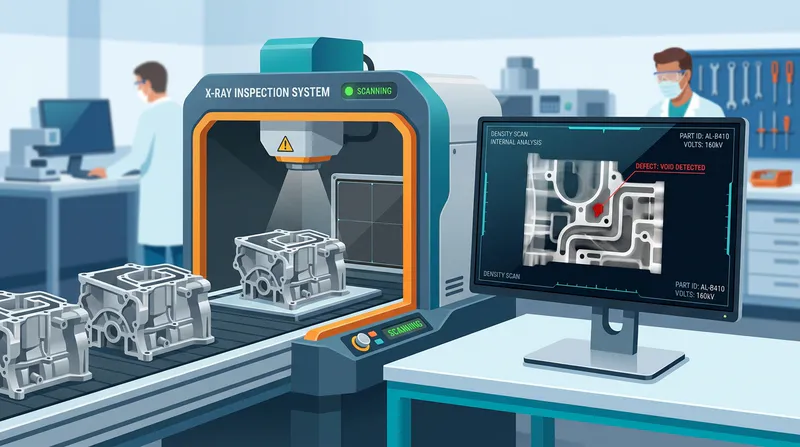
Quando Ningbo Hersin ha ampliato la produzione nel 2022, il nostro team ha effettuato un confronto speciale per la selezione delle attrezzature: utilizzando lo stesso set di stampi per ruote in alluminio A356, 500 pezzi sono stati prodotti su macchine nazionali a bassa pressione ad anello aperto e su macchine a bassa pressione ad anello chiuso importate; i risultati dell'ispezione a raggi X hanno mostrato che il tasso di difetti interni della macchina ad anello chiuso era 4 volte inferiore a quello della macchina ad anello aperto (0,81 TP3T). La differenza di generazione delle apparecchiature è reale.

Come vengono valutate le capacità di analisi della durata e del flusso dello stampo?
Gli stampi qualificati per la colata di alluminio a bassa pressione dovrebbero avere una durata di 80.000-100.000 stampi, mentre gli stabilimenti di alto livello sono in grado di raggiungere 120.000-150.000 stampi.Diffidate di tutto ciò che è inferiore a 50.000 cicli di stampaggio: ciò significa che c'è una carenza significativa nella selezione dell'acciaio, nel processo di trattamento termico o nella progettazione del circuito di raffreddamento, e la ripartizione del costo dello stampo per ogni colata può mandare fuori controllo il vostro preventivo per la produzione in serie.
La vita delle muffe non è gonfiata a dismisura, cercate tre prove concrete:
| unità di valutazione | Standard di qualificazione | Standard di eccellenza | Metodi di convalida |
|---|---|---|---|
| Acciaio per stampi | H13 (4Cr5MoSiV1) | Importazione DIEVAR / 8407 SUPREME | Chiedete i certificati dei materiali e i rapporti spettrali |
| Durezza del trattamento termico | HRC 44-46 | HRC 46-48 con granulometria ≥8 | Campionamento in loco del Durometro |
| Analisi del flusso dello stampo CAE | Rapporti ProCAST o MAGMA disponibili | Simulazione a tre stadi di riempimento, solidificazione e sollecitazione dello stampo | Per vedere il file .cas originale |
| Circuito dell'acqua di raffreddamento | Raffreddamento forato | Corsi d'acqua sagomati (inserti stampati in 3D) | Controllo del profilo dello stampo |
Vorrei sottolineare in particolare l'aspetto della simulazione del flusso di modalità. Molte fabbriche affermano di utilizzare MAGMASOFT o ProCAST, ma in realtà si tratta solo di acquistare un report in outsourcing per ingannare il cliente al momento dell'offerta. Una fabbrica con una reale capacità CAE dovrebbe essere in grado di fornire un nuovo confronto tra tempo di riempimento e temperatura entro 48 ore dalla richiesta di modifica. Quando il nostro team ha realizzato un progetto di sottotelaio per un cliente nordamericano, abbiamo spostato la posizione del ritiro dalla faccia della flangia all'area di rimozione della lavorazione successiva, attraverso 5 cicli di iterazione del flusso dello stampo, e il tasso di rendimento è aumentato da 82% a 96%. Questo tipo di resistenza interna è la vera garanzia della durata dello stampo.
C'è un altro dettaglio che spesso viene trascurato: la struttura di tenuta del tubo di sollevamento del liquido e dello stampo inferiore. Le fabbriche più economiche utilizzano stuoie in fibra di alluminosilicato, con una perdita di 3.000 volte; le fabbriche regolari utilizzano una tenuta composita in fibra ceramica + metallo ondulato, che può essere stabile per più di 30.000 volte.

Come posso verificare il livello di porosità e di controllo dei difetti nel mio impianto?
Una fonderia di alluminio a bassa pressione di qualità dovrebbe avere una porosità interna controllata entro il livello 1 ASTM E155 (corrispondente a una quota di volume <0,51 TP3T) e un tasso di difetti superficiali <21 TP3T.La verifica di questi dati non può essere fatta guardando solo il documento PPAP, ma chiedendo allo stabilimento di mostrare i dati di controllo del processo SPC degli ultimi 90 giorni e il rapporto di campionamento a raggi X originale.
I cinque difetti più comuni nella colata a bassa pressione e i punti chiave per la loro eliminazione:
- Porosità da ritiroConcentrazione in aree spesse e ampie, solitamente causata dal mancato controllo della sequenza di solidificazione - verificare che i riscaldatori dello stampo siano suddivisi e indipendenti.
- Stomi (porosità del gas)Forma sferica, interno liscio, dovuto all'elevato contenuto di idrogeno nella massa fusa - è necessario esaminare le registrazioni di degassamento e i dati dei test Alscan sul contenuto di idrogeno.
- InclusioniL'intrappolamento della pellicola di ossido di Al₂O₃ richiede una piastra filtrante in ceramica (CFF) all'uscita del forno di mantenimento.
- Chiusura a freddoI due flussi di alluminio alla fine del riempimento non sono fusi e sono legati alla progettazione della curva di sollevamento.
- Strappo a caldo: si riscontra soprattutto nell'A356 in corrispondenza di concentrazioni di sollecitazioni, che devono essere previste dall'analisi CAE delle sollecitazioni.
Per quanto riguarda i principi di base e la classificazione standard della porosità, l’ASM International (Società Americana dei Metalli) mette a disposizione una documentazione tecnica dettagliata a cui fare riferimento. La classificazione in base alle lastre di riferimento radiografiche secondo la norma ASTM E155 è una pratica comunemente adottata a livello internazionale.
Suggerisco che il cliente nella fase di pre-campionamento chieda la dissezione distruttiva: lungo la colata dello spessore massimo della parete della direzione di dissezione, nel microscopio metallurgico per scattare 100 volte l'immagine, pori e scorie a colpo d'occhio. Una volta abbiamo fatto un audit di fabbriche alternative per un cliente europeo, solo una su tre era disposta a fare la dimostrazione di dissezione - poi quella ha vinto la gara, tre anni di produzione di massa fino ad oggi zero reclami dei clienti.
Effetti pratici dei processi di fusione e degasaggio sulle proprietà della colata
Il processo di fusione determina la "qualità intrinseca" della fusione di alluminio. Un processo completo di degassificazione-raffinazione-filtrazione riduce il contenuto di idrogeno della fusione da 0,4 mL/100g a meno di 0,15 mL/100g, il che determina direttamente la durata a fatica e l'allungamento dei getti.Se la fabbrica utilizza ancora il semplice metodo dell'esacloroetano a pressione per rimuovere il gas, può essere sostanzialmente esclusa dall'elenco dei fornitori di parti di sicurezza per i veicoli a nuova energia.
L'attuale livello di degassificazione mainstream a tre stadi del settore:
- file di base: degasatore solido (C₂Cl₆) pressato, contenuto di idrogeno fino a circa 0,3 mL/100g, adatto ai comuni alloggiamenti degli apparecchi.
- grado standardDegassificazione ad argon rotante (RDG) con rilevamento in linea Alscan, contenuto stabile di idrogeno 0,15-0,20 mL/100g, adatto per parti automobilistiche non portanti.
- alto gradoRDG + filtrazione con schiuma ceramica (CFF 30 ppi) + affinamento dei grani in linea (alimentazione con filo di Al-Ti-B), contenuto di idrogeno <0,12 mL/100g, granulometria <200 μm, standard per i sistemi triboelettrici a nuova energia.
Il controllo della composizione della lega è altrettanto critico. Prendendo come esempio la lega più comunemente usata A356 (Al-7Si-0,3Mg), per ogni deviazione di 0,05% nel contenuto di Mg, la resistenza alla trazione di T6 dopo il trattamento termico fluttuerà di 8-12 MPa. Le fabbriche di alto livello sono dotate di spettrometri a lettura diretta per eseguire test di composizione in ogni forno e i dati vengono archiviati direttamente nel sistema MES. Per maggiori dettagli sui principi metallurgici delle leghe, si rimanda a Tipi di leghe di alluminio comuni La serie di standard elencati in
Ho fatto un esperimento comparativo: lo stesso set di stampi, lo stesso operatore, una fabbrica con produzione RDG + CFF di fusioni di conchiglie di motori, l'allungamento T6 dopo una media di 8,5%; la fabbrica B utilizza solo la pressione nel de-gassamento, l'allungamento è solo 4,2%. quest'ultimo nel cliente per fare la prova di fatica di vibrazione, 20.000 volte il ciclo delle crepe, il primo eseguire fino a 100.000 volte senza alcuna anomalia. La differenza nel processo di fusione si presenterà alla fine sotto forma di tasso di guasto.
Sistema di tracciabilità della qualità: una garanzia fondamentale dalla consegna dei campioni alla produzione in serie
Una fabbrica senza un sistema completo di tracciabilità non è intrinsecamente qualificata per la produzione di massa. Una fabbrica di colata di alluminio LV qualificata in Cina deve essere in grado di risalire a ogni colata: numero del forno, numero dello stampo, operatore, curva dei parametri dell'attrezzatura e tutti i principali dati di ispezione per almeno 3 anni.Si tratta di un requisito obbligatorio del sistema IATF 16949.
Per un audit in loco del sistema di rintracciabilità, prenderei a campione i seguenti scenari:
- backtrackPrendete una colata a caso dal magazzino dei prodotti finiti e chiedete il suo file di produzione completo (tempo di colata, curva di pressione, dati di controllo qualità, forno di trattamento termico) entro 30 minuti. Se non siete in grado di farlo, sarete eliminati direttamente.
- prospettiva retrospettiva: Dato un numero di lotto di lingotti di alluminio, si richiede di elencare quali ordini e fusioni sono stati prodotti con questa materia prima e a quali clienti è attualmente destinata.
- Smaltimento di prodotti non conformiControllare a caso l'ultimo rapporto 8D per vedere se l'analisi delle cause principali ha davvero raggiunto i "5 perché", o se contiene solo un'affermazione vaga come "Negligenza dell'operatore → Rafforzare la formazione".
Il superamento della certificazione IATF 16949 (sistema di gestione della qualità dell'industria automobilistica) è la soglia di base. Per i nuovi clienti del settore energetico, chiediamo anche se hanno esperienza con gli audit di processo VDA 6.3 e se hanno collaborato alle presentazioni PPAP di livello 3. Non si tratta di ciliegine sulla torta, ma di requisiti di ingresso.
Durante il periodo di fornitura per uno degli OEM di primo livello nel settore delle nuove energie, Ningbo Hexin ha costruito un proprio sistema di dati MES+SPC a due strati, con incisione laser del codice QR per ogni colata, in modo che i clienti possano scansionare il codice per visualizzare tutti i parametri di produzione. L'investimento in questo sistema è di circa 1,8 milioni di RMB, ma in cambio, il record di consegna di PPM <50 per 26 mesi consecutivi, così come gli ordini da 200.000 pezzi all'anno a 800.000 pezzi di fiducia incrementale.Il comitato tecnico di SAE International negli ultimi anni ha pubblicato una serie di libri bianchi hanno ripetutamente sottolineato che la tracciabilità digitale è il "fossato invisibile" del fornitore di fusioni in alluminio per le nuove energie.
Colata a bassa pressione vs. colata a gravità vs. colata ad alta pressione: quale scegliere?
Il primo principio di selezione è quello di adeguarsi alle condizioni di servizio dei pezzi, piuttosto che perseguire il "massimo livello". La colata a bassa pressione è adatta alla complessità strutturale, alla densità interna e alle buone proprietà meccaniche di pezzi di medie e grandi dimensioni; la colata a gravità è adatta a piccole quantità, a pareti spesse e a una geometria semplice dei pezzi di prova; la colata ad alta pressione è adatta a pareti sottili e a grandi quantità, l'aspetto della porosità interna non è sensibile ai pezzi.
| dimensione (matematica) | Getto a bassa pressione LPDC | Colata per gravità GDC | Colata ad alta pressione HPDC |
|---|---|---|---|
| ceppi | 0,02-0,06 MPa | pressione barometrica | 40-100 MPa |
| Spessore tipico della parete | 3-15 mm | 5-30 mm | 1,5-5 mm |
| Porosità interna | Basso (<1%) | Medio (1-3%) | Alto (fino a 5%) |
| trattabile termicamente | ✓ Can T6 | ✓ Can T6 | ✗ di routine non |
| Prodotti tipici | Mozzi, scatole motore, snodi dello sterzo | Prototipo di testa del motore | Scatola di trasmissione, 3C Componenti strutturali |
| Costo dello stampo | centrale | 低 | 高 |
| Costo per unità (lotto medio) | centrale | 高 | 低 |
Un tipico scenario decisionale: l’alloggiamento del motore di un veicolo elettrico. Molti clienti inizialmente pensano di ricorrere alla pressofusione ad alta pressione (costo unitario contenuto), ma l’alloggiamento del motore richiede un trattamento termico T6 per ottenere una resistenza alla trazione superiore a 200 MPa; tuttavia, i componenti HPDC, a causa della presenza di gravi bolle d’aria interne, tendono a formare bolle durante il trattamento T6. In questo caso, la pressofusione a bassa pressione rappresenta l’unica scelta ragionevole. Per un albero decisionale più sistematico relativo alla scelta del processo, è possibile fare riferimento al manuale sulla selezione dei processi pubblicato dalla NADCA (North American Die Casting Association).
Il mio consiglio pratico ai clienti: definire innanzitutto i 3 indicatori chiave del pezzo: condizioni di carico (se è soggetto a carichi ciclici), requisiti di densificazione interna (se è ermetico/resistente alla pressione) e volume di produzione annuale. Inserite queste tre risposte nella matrice decisionale e la selezione del processo è praticamente bloccata.
Domande frequenti
Qual è la quantità minima d'ordine (MOQ) abituale per l'impianto di colata di alluminio a bassa pressione in Cina?
Il MOQ della produzione di massa per una fabbrica formale cinese di colata di alluminio a bassa pressione è in genere di 5000-10000 pezzi/anno, con 50-200 pezzi nella fase di piccola campionatura. Il costo di sviluppo dello stampo viene calcolato separatamente; un set di stampi a bassa pressione di media complessità costa tra 80.000 e 250.000 RMB, con un tempo di ciclo di 6-10 settimane. Alcune fabbriche chiederanno un pagamento anticipato per lo stampo 50% per la prima collaborazione.
Qual è il tempo di consegna tipico per le fusioni di alluminio a bassa pressione?
I tempi di consegna per i prototipi sono solitamente di 6-10 settimane (incluse 6-8 settimane per la produzione dello stampo e 1-2 settimane per il debug dello stampo di prova). Nella fase di produzione di massa, il normale tempo di consegna per un ordine di 100.000 pezzi è di 45-60 giorni (compresa la spedizione). Se la fabbrica dichiara che il primo campione può essere consegnato entro 30 giorni, si tratta fondamentalmente di una falsa promessa o di sacrificare l'analisi del flusso dello stampo, e il rischio di qualità è molto alto.
Come verificare la reale capacità delle fonderie di alluminio in Cina?
Il metodo più affidabile è quello di chiedere alla fabbrica di fornire i dati di produzione mensili degli ultimi 12 mesi e di controllare le registrazioni del sistema MES in loco. Osservate anche il numero di ordini in officina, la rotazione delle scorte di materie prime e l'utilizzo delle attrezzature (circa 75-85% per le fabbriche normali). Durante l'audit a distanza, è possibile richiedere una trasmissione video in tempo reale dell'impianto di produzione per evitare di essere fuorviati dalla "fabbrica modello".
Quali test standard sono richiesti per i getti a bassa pressione?
I test standard sono costituiti da quattro categorie principali: test dimensionali (CMM), test dell'aspetto (PT di penetrazione della fluorescenza), test dei difetti interni (TAC industriale o raggi X) e proprietà meccaniche (trazione, durezza, impatto). I componenti dei nuovi veicoli energetici devono essere integrati con prove di tenuta all'aria, in nebbia salina e a fatica da vibrazioni. Il campionamento con un AQL 0,65 durante la produzione di massa è una pratica comune nel settore.
Qual è il vantaggio in termini di prezzo delle fusioni di alluminio provenienti da fabbriche cinesi rispetto a quelle europee e statunitensi?
Ad esempio, il prezzo FOB della colata di alluminio cinese a bassa pressione per un involucro del motore di un veicolo a nuova energia della stessa qualità è in genere inferiore di 30-45% rispetto a quello dei fornitori europei e di 25-35% rispetto a quello dei fornitori nordamericani, con una differenza che deriva principalmente dal costo della manodopera, dell'energia e dell'efficienza degli utensili, piuttosto che da sacrifici in termini di materiali o qualità. Tuttavia, va notato che, dopo aver aggiunto i costi di spedizione, le tariffe e il rischio di qualità, il vantaggio effettivo di costo combinato è di circa 15-25%.
Quali sono le competenze principali di Ningbo Hersin nel campo della fusione di alluminio a bassa pressione?
Situata a Beilun, Ningbo, la città natale degli stampi in Cina, Ningbo Hexin si concentra dal 2010 sulla produzione di stampi e prodotti per la fusione di leghe di alluminio, coprendo i tre principali processi di bassa pressione, gravità e alta pressione. La nostra competenza principale comprende la progettazione e la produzione indipendente di stampi a bassa pressione, la simulazione del flusso dello stampo ProCAST, il processo di fusione ad alto grado RDG+CFF e l'esperienza nello sviluppo di fusioni per i sistemi triboelettrici dei veicoli a nuova energia. L'azienda fornisce fusioni chiave come i gusci dei pacchi batteria, i gusci dei motori e i gusci dei controllori per molti OEM nazionali ed esteri, e il PPM della produzione di massa è stabilmente controllato al di sotto di 50.
Torniamo alla proposta centrale all'inizio dell'articolo: trovare una fabbrica affidabile di colata di alluminio a bassa pressione in Cina non è una decisione di acquisto, ma un impegno strategico di 3-5 anni. Precisione delle attrezzature, durata dello stampo, controllo dei difetti, processo di fusione, sistema di tracciabilità: le fabbriche che soddisfano ognuna di queste 5 dimensioni rappresentano solo 15% nell'intero mercato cinese. portando questi 5 parametri sul posto, sarete in grado di identificare i veri partner in una visita di due ore alla fabbrica. I principi di progettazione degli stampi per la colata di leghe di alluminio, i casi di applicazione dei veicoli a energia nuova con colata a bassa pressione e i metodi di confronto e selezione dei processi di colata sono la direzione del prossimo approfondimento.























