
China Aluminum Casting Manufacturers - Guide (2026)
Date: 2026-03-19 Category:Blog Views: 3735
Article Catalog
- China Aluminum Casting Manufacturers Overview: 2026 Industry Panorama
- Comparison of major production processes and technologies for aluminum castings in China
- Integration of die casting (Mega Casting) technology in China's development status quo
- Core Industry Clusters and Regional Distribution of Aluminum Castings in China
- China Head Aluminum Casting Manufacturers In-depth Inventory
- Aluminum casting main application areas and downstream market analysis
- How to Evaluate and Select China Aluminum Casting Manufacturers
- Factory inspection practical guide: 12 key checkpoints for site visits
- Analysis of China's Aluminum Casting Export Trade and International Competitiveness
- Challenges and Development Trends of China's Aluminum Casting Industry
- Intelligent Manufacturing and Digital Transformation: An Upgrade Path for Aluminum Casting Factories
- Frequently Asked Questions (FAQ) for Aluminum Casting Manufacturers in China
- Summary: Core Recommendations for Selecting a Chinese Aluminum Casting Manufacturer in 2026
China's aluminum casting industry contributed about 65% of global aluminum casting production in 2026, with annual output value exceeding RMB 580 billion.Whether you are a sourcing engineer for a multinational automotive company or a supply chain leader for a consumer electronics brand, understanding the technological stratification, regional characteristics and factory selection logic of Chinese aluminum casting manufacturers directly determines the cost and quality floor of your parts. This guide will systematically dismantle the whole picture of China's aluminum casting manufacturing in 2026, from process technology, industrial clusters, supplier evaluation to export trade.catalogs
- China Aluminum Casting Manufacturers Overview: 2026 Industry Panorama
- Comparison of major production processes and technologies for aluminum castings in China
- Integration of die casting (Mega Casting) technology in China's development status quo
- Core Industry Clusters and Regional Distribution of Aluminum Castings in China
- China Head Aluminum Casting Manufacturers In-depth Inventory
- Aluminum casting main application areas and downstream market analysis
- How to Evaluate and Select China Aluminum Casting Manufacturers
- Factory inspection practical guide: 12 key checkpoints for site visits
- Analysis of China's Aluminum Casting Export Trade and International Competitiveness
- Challenges and Development Trends of China's Aluminum Casting Industry
- Intelligent Manufacturing and Digital Transformation: An Upgrade Path for Aluminum Casting Factories
- Frequently Asked Questions (FAQ) for Aluminum Casting Manufacturers in China
- Summary: Core Recommendations for Selecting a Chinese Aluminum Casting Manufacturer in 2026
China Aluminum Casting Manufacturers Overview: 2026 Industry Panorama
Put a number first: 2025 China's total output of aluminum castings is about 9.8 million tons, while the industry forecast for 2026 is already approaching 10.5 million tons. The main driver of this increment is not the traditional fuel car - on the contrary, new energy vehicles single car aluminum consumption from fuel cars 120 kg jumped to an average of 250 kg or more, directly to the demand for aluminum castings pulled to a new order of magnitude.
The global share of China's aluminum casting industry has stabilized in the range of 60%-65%. According to Foundry Planet Released a report on the global foundry industry, China has maintained its position as the world's largest producer of castings for 18 consecutive years, with the growth rate of aluminum castings far exceeding that of cast iron and cast steel.
But "big" is not equal to "strong". China's aluminum castings industry shows a clear pyramid structure:
- Tower Tip (about 5% enterprises)--With integrated die-casting capability, directly supplied to Tesla, Azure, BYD and other OEMs, with annual revenue of more than 1 billion RMB.
- Waist (approx. 15% enterprise)--IATF 16949 certified, able to undertake orders for automotive structural and functional parts, with annual revenue of 1-1 billion RMB.
- Base (approximately 80% enterprises)--To general industrial parts, hardware accessories, price competition is fierce, the technical threshold is low
A noteworthy change in 2026: the continued tightening of environmental policies is accelerating industry reshuffling. The new standards for pollutant emissions in the foundry industry, released by the Ministry of Ecology and Environment at the end of 2025, have left a number of small foundries lacking exhaust gas treatment facilities facing closure or consolidation. This is rather good news for buyers - the surviving suppliers have more solid fundamentals.
In terms of industrial layout, China's aluminum casting manufacturers are concentrated in five major regions: the Foshan-Dongguan corridor in Guangdong, the Ningbo-Taizhou belt in Zhejiang, the Suzhou-Nantong region in Jiangsu, the Binzhou-Yantai cluster in Shandong, and the Two Rivers New Area in Chongqing. Each of these clusters has its own "character" - more on this in a later section.

Comparison of major production processes and technologies for aluminum castings in China
Before choosing an aluminum casting manufacturer, you have to first figure out a basic question: which casting process is suitable for your parts? Many buyers take "aluminum casting" as a general concept, the result is to find a high-pressure die-casting plant to apply for low-pressure casting work, a waste of two weeks.
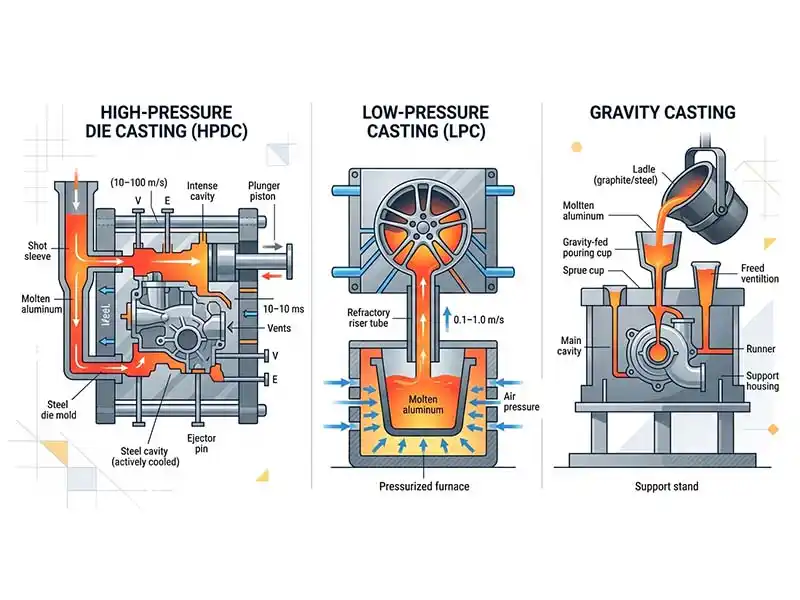
High Pressure Die Casting (HPDC)
High-pressure die casting is the largest production process for aluminum castings in China, accounting for an overall production of about 551TP3 T. The principle is straightforward: molten aluminum is injected into the steel mold cavity at a high pressure of 70-100 MPa and at a very high speed (30-100 m/s gate speed). The entire filling process is typically completed in 0.01-0.2 seconds.
Core strengths:Production efficiency is very high, an 800-ton die-casting machine can run 800-1200 die times a day; wall thickness can be 1.5 mm or even thinner; good surface finish, small amount of post-processing.
Limitations:High-speed filling inevitably involves gas and porosity defects within the casting, so high-pressure die castings are usually not suitable for scenarios requiring T6 heat treatment. However, the popularization of vacuum die casting and local extrusion technology in 2026 has compressed the porosity from the traditional 3%-5% to below 0.5%.
Typical applications: gearbox housings, motor housings, engine blocks, 5G base station heat sink housings, laptop computer center frames.
Low Pressure Casting (LPDC)
Low-pressure casting is ningbo hexin this kind of focus on automotive parts of the enterprise's core process one. With high-pressure die-casting "violent infusion" is different, low-pressure casting through the 0.02-0.06MPa low gas pressure will be pushed into the mold from below slowly aluminum liquid - filling speed is only high-pressure die-casting of one percent.
Slow has the advantage of slow. Aluminum liquid in the low-speed laminar flow state filling, almost no volume air, casting density can reach 97% above. This means that low-pressure castings can be T6 heat treatment, mechanical properties are far better than ordinary high-pressure die castings.
Low-pressure casting is particularly suitable for wall thickness uniformity, structural symmetry of the rotating body parts. 2026 new energy automotive field of the demand for low-pressure casting surge - electric drive system shell, battery pack end plate, charging pile heat dissipation module, these parts of the airtightness and mechanical properties of the requirements of the very high, low-pressure casting is almost the optimal solution.
An often overlooked detail:Low-pressure casting mold life is usually 3-5 times that of high-pressure die-casting molds, because the molds are subjected to much less impact. For the annual use of 5000-50000 pieces of medium volume parts, low pressure casting of the comprehensive cost is lower than the high-pressure die casting.
Gravity Casting
Gravity casting relies on the gravity of the aluminum liquid itself to fill the mold, the technical threshold seems to be the lowest, but it is not easy to do a good job. The filling speed is completely controlled by the design of the pouring system, and the uniformity of the temperature field of the mold directly determines the quality of the castings.
The biggest advantage of gravity casting is the low cost of molds (usually only 30%-50% of high-pressure die-casting molds), suitable for small and medium-lot, complex structure castings. The disadvantage is that the production beat is slow, the cost of a single piece with the batch increase is not as competitive as high-pressure die casting.
Sand casting and investment casting
Sand casting is suitable for large castings (more than 50 kg) and small trial runs, with the lowest mold cost but the worst surface roughness and dimensional accuracy. Precision casting (investment casting) goes to the other extreme - it can achieve CT4 tolerance, surface roughness Ra 3.2 or less, but the cost of a single piece is high, suitable for aerospace and medical devices.
Process Comparison Quick Reference
| Process Type | Wall thickness range | Dimensional accuracy | Mold Cost | economic lot | homogeneous density | typical application |
|---|---|---|---|---|---|---|
| High Pressure Die Casting | 1.0-6mm | CT5-CT7 | $150,000-$800,000 | >10,000 pieces | 92%-96% | Automotive shell parts, 3C structural parts |
| Low-pressure casting | 4-25mm | CT6-CT8 | $80,000-$300,000 | 3,000-50,000 pieces | 97%+ | Hub, electric drive housing, valve body |
| Gravitational casting | 5-30mm | CT7-CT9 | 50-200 thousand dollars | 500-20,000 pieces | 95%-97% | Pipe fittings, pump casing, brackets |
| sand casting | 8-100mm+ | CT9-CT12 | 0.5-50 million dollars | 1-5,000 pieces | 90%-94% | Large frames, prototype parts |
| precision casting | 1.0-10mm | CT4-CT6 | $30,000-$150,000 | 500-10,000 pieces | 96%+ | Aerospace blades, medical devices |
A practical suggestion: if your annual demand for parts is around 5,000 pieces, the wall thickness is more than 5 mm, and you have requirements for mechanical properties, don't rush to a high-pressure die casting plant just yet - low-pressure casting or gravity casting may be a more economical choice.
Integration of die casting (Mega Casting) technology in China's development status quo
If the integrated die casting in 2024 is still "hot concept, landing less", then the situation in 2026 has been completely different.
By the beginning of 2026, China has put into production more than 120 ultra-large die casting machines above 9,000 tons, including more than 15 models above 16,000 tons. Lijin Technology, Haitian metal, IZP three equipment vendors occupy the global ultra-large die casting machine market share of more than 80%. This is not by chance - China's new energy automobile industry chain on the demand for integrated die casting, directly catalyzed the equipment end of the technology outbreak.
Why integrated die casting is a "game changer"
Conventional automotive rear floor assemblies consist of 70-80 stamped parts welded together; integrated die casting reduces this to a single casting. The Tesla Model Y's integrated die-cast rear floor weighs about 55 kilograms, replacing the original 79 parts and hundreds of welded joints.
This brings not only a reduction in manufacturing costs (about 40% less manufacturing costs), but more critically - the entire rear floor production time is compressed from 2 hours to less than 2 minutes. For the OEM, this means fewer welding robots, smaller shop floor space, and shorter production lines.
Latest progress of integrated die casting in China in 2026
Xiaopeng Auto mass-produced the world's first integrated die-cast front nacelle at the end of 2025, using a 12,000-ton die-casting machine. The front nacelle is far more difficult than the rear floor - because it needs to withstand collision loads, the requirement for material elongation has been raised from 8% for the rear floor to more than 12%.
Heat-treatment-free aluminum alloy is the "choke point" material for integrated die-casting. Tesla uses self-developed alloy, and Chinese suppliers, Lizhong group and ShuaiYiChi's heat treatment-free alloy has passed the verification of a number of OEMs. 2026 an important breakthrough is: the cost of domestic heat treatment-free alloy has been reduced to imported alloys 60%-70%, which greatly reduces the material threshold of integrated die casting.
But integrated die casting is not everything. Clamping force of 9000 tons above the die casting machine single investment in 30-50 million yuan, plus supporting the vacuum system, spraying system, pick up pieces of robots, a production line of the total investment easily over 100 million. This means that only the annual output of more than 100,000 pieces of the project, integrated die casting economy can be reflected.
For small- to medium-volume projects with annual demand in the thousands to tens of thousands of pieces, low-pressure casting and traditional high-pressure die casting are still more pragmatic choices. The dividend of integrated die casting, at present, mainly belongs to the annual production capacity of more than 100,000 vehicles OEMs and their Tier 1 suppliers.

Core Industry Clusters and Regional Distribution of Aluminum Castings in China
The geographical distribution of China's aluminum casting industry is not random. The formation of each cluster has its own historical logic and industrial chain basis, to figure out these, you will not be "blind selection" in the selection of suppliers.
Ningbo-Taizhou, Zhejiang: the casting gene in the hometown of molds
Ningbo Beilun is known as the "Hometown of China Mould", and this title is not a false one. Ningbo and the surrounding areas gathered more than 3,000 mold and casting enterprises, formed from the mold design, manufacturing to casting production of a complete closed loop.
The core advantages of Ningbo foundry enterprises areMold self-research capability. Like Ningbo He Xin such enterprises, from low-pressure casting mold design to product molding analysis, and then to mass production, the whole chain completed independently. This "mold + casting" integrated model, in the development of efficiency and cost control has a natural advantage - mold modification does not require cross-company communication, a team of engineers will be able to deal with the whole process from the mold flow analysis to the trial mold verification.
Another feature of Ningbo cluster is the high proportion of auto parts. Benefiting from the radiation effect of Geely, SAIC and other OEMs, Ningbo casting enterprises in the field of automotive aluminum alloy parts and components have accumulated deep experience in the operation of the IATF 16949 system. 2026, with the outbreak of new energy vehicles on the demand for low-pressure casting parts, low-pressure casting production capacity in Ningbo is rapidly expanding.
Foshan, Guangdong - Dongguan: die-casting industry, "world factory"."
Guangdong is the absolute town of high-pressure die casting in China, and the number of die casting enterprises in one district, Nanhai District of Foshan, exceeds 800. The advantage here is the scale effect and supply chain density - you can find die casting machine manufacturers, mold factories, aluminum ingot suppliers, surface treatment plants, CNC machining centers within a 20 km radius, all the support is complete.
Guangdong die-casting enterprises' product structure is biased towards consumer electronics and communication equipment: cell phone middle frame, notebook shell, 5G base station radiator, LED lamp shell. The proportion of automobile parts is rising in the past two years, but the traditional 3C and home appliance parts are still the basic plate.
Jiangsu Suzhou-Nantong: the highland of precision casting
Suzhou and the surrounding areas of the foundry enterprises, take the "precision, high value-added" route. Here gathered a number of services Bosch, Continental, ZF and other international Tier 1 aluminum casting suppliers, product precision and quality control level is generally higher than the national average.
The price is the cost is also high. Suzhou casting companies usually offer 15%-25% higher prices than Ningbo and Foshan, but if your part tolerances are required to be within ±0.1mm, or if you need to pass the German OEM's VDA 6.3 process audits, Suzhou suppliers are worth prioritizing.
Shandong Binzhou-Yantai: Upstream Advantage of Aluminum Industry Chain
Shandong is China's largest electrolytic aluminum production provinces, Weiqiao Chuangye Group, an electrolytic aluminum production capacity of the country's 15% above. Relying on raw material advantages, Binzhou and Yantai formed a "electrolytic aluminum - aluminum alloy - aluminum castings" vertical industry chain.
Shandong casting enterprises of raw material costs lower than the southern counterparts 5%-8%, which is very real competitiveness in the aluminum castings such as raw materials accounted for the cost of more than 60% industry. However, Shandong cluster in precision machining and mold technology, and Ningbo, Suzhou, there is still a gap.
Chongqing Liangjiang New Area: The Rise of Automobile Casting Base in the West
Chongqing, relying on the localized demand of OEMs such as Changan Automobile and Sailis, has nearly doubled its aluminum casting capacity in the past five years. Chongqing's advantage is the low cost of labor (lower than the coastal areas 20%-30%) and inland logistics radiation capacity - to serve the Southwest and Northwest markets than coastal enterprises have a geographical advantage.

China Head Aluminum Casting Manufacturers In-depth Inventory
China's aluminum casting manufacturers tens of thousands, but really worth paying attention to the enterprise can be "listed leading" and "specializing in new private enterprises" two lines to sort out.
Echelon of Listed Companies
Wencan (603348)-- One of the leading aluminum alloy die-casting companies in China, and a core supplier of Tesla's integrated die-casting rear floor. 2025 revenue exceeds $8 billion, with multiple ultra-large die-casting machines and production bases in Mexico and Europe. If your project involves integrated die casting, Wenchan is the name that can't be bypassed.
TOP Group (601689)--From the chassis parts into the integrated die-casting field, 2026 has the front nacelle, rear floor, battery tray integrated die-casting mass production capacity. TOP is characterized by "casting + processing + assembly" one-stop delivery.
Acordi (600933)--Specializes in small and medium-sized precision die castings, with core customers including Bosch, Valeo, and Continental. Acuity Brands' automation rate leads the industry, with single person output efficiency more than 2 times the industry average.
Sunrise Group (603305)--Tesla's early supplier, with deep accumulation in the field of aluminum alloy precision parts for new energy vehicles. Products cover electric drive system, battery system and chassis system.
Specialized, Specialized and New Private Enterprises
The threshold of the head of the listed enterprises is high, the starting quantity is large, not suitable for all buyers. China's aluminum casting industry, the real "waist power" is a group of private enterprises focusing on niche areas.
Ningbo Hexin Molding Co.--Founded in 2010 and located in Beilun, Ningbo, Hersin focuses on the research and development of aluminum alloy casting molds and casting production. Hersin's differentiation lies in its simultaneous coverage of low pressure casting, gravity casting and high pressure casting processes, with the entire chain from mold design to finished product delivery completed independently. 2026, Hersin is focusing on expanding the application of low pressure casting in the field of new energy automobiles, including electric drive shells and charging pile structural parts. For the annual demand in the thousands to tens of thousands of pieces, the need for mold self-research capabilities of auto parts projects, such "mold + casting" integration of medium-sized enterprises can often provide a more flexible response time and more reasonable cost.
Similar specialized, special and new enterprises are distributed all over Ningbo, Foshan and Suzhou. Their common features are: small scale but technology focused, the boss himself is often a technical background, and a deep understanding of specific processes.
Pick the head or the waist?
It depends on your project attributes. High volume (more than 100,000 pieces per year), high degree of standardization of parts, priority to find listed leaders, capacity and system security is more reliable. For small to medium volume, highly customized projects with frequent tooling iterations, waist companies usually have better price/performance ratios and flexibility.
A common misconception is that publicly traded companies are "necessarily better" than small factories. This is not the case. Listed companies have many management levels and long internal processes, and their response time to small orders is often not as fast as that of medium-sized private companies. I have seen a lot of cases - the buyer spent three months waiting for listed companies to schedule production, and finally found a medium-sized factory in Ningbo two months from the mold to the first piece of the whole process.
Aluminum casting main application areas and downstream market analysis
The downstream applications of aluminum castings undergo a structural change in 2026. Automotive is still the number one market, but the demand structure for aluminum castings for new energy vehicles is very different from that of traditional fuel vehicles.
New energy vehicles: the largest incremental market
In 2026, China's new energy vehicle penetration rate is expected to exceed 55%, with an annual output of more than 15 million vehicles. The amount of aluminum castings per new energy vehicle is 80-130kg more than that of fuel vehicles, with the main increment coming from:
- Electric drive system--Motor shell, reducer shell, electronic control shell, these three collectively referred to as the "three-in-one electric drive shell", a single car with about 25-35 kg of aluminum.
- Battery system--Battery pack upper cover, lower case, end plates, liquid cooling plate, 40-60 kg of aluminum for a single vehicle.
- Chassis and bodywork components--Subframe, steering knuckle, control arm, integrated die-cast body parts, 50-80 kg of aluminum for a single vehicle
There is an important process differentiation: electric drive shell because of the extremely high requirements for airtightness (leakage rate requirements are usually below 1 × 10-⁷ Pa-m³/s), low-pressure casting is the mainstream process; battery pack case because of the large size and thin wall thickness, more high-pressure die casting or extrusion + welding program; chassis structural components are integrated Die casting is the main battlefield.
Traditional Fuel Vehicles: Inventory Market Remains Resilient
Although new energy vehicles are eating into the share of fuel vehicles, in 2026 China's fuel vehicle production will still be about 12 million units. The demand for engine block, cylinder head, transmission housing and these traditional aluminum castings is still considerable. And with the increasing pressure of lightweight fuel vehicles (emissions regulations are tightening), the trend of aluminum alloy to replace cast iron is accelerating.
5G communication and consumer electronics: the main position of high precision die casting
The large-scale deployment of 5G base stations enters the "blind" stage in 2026 - extending from the urban core to the suburbs, industrial parks, and transportation arteries. Each 5G macro base station requires 3-5 aluminum alloy heat sink shells, individually weighing between 8-15 kg, with extremely high requirements for precision and surface quality of the heat sink fins. This market is firmly controlled by the die-casting enterprises in Foshan and Dongguan, Guangdong Province.
In terms of consumer electronics, the hinge structural parts of folding screen cell phones, magnesium-aluminum alloy shells of VR headsets, and fuselage frames of drones are all typical applications of aluminum alloy precision die casting. These parts are characterized by thin wall thickness (0.6-1.5mm), high appearance requirements (requiring anodic oxidation or PVD treatment), tight tolerances (±0.05mm level), and profit margins are much higher than those of automotive parts.
Industrial equipment and LED lighting
The demand for aluminum castings in the industrial sector is relatively stable: hydraulic valve bodies, pneumatic component housings, industrial robot joint housings, compressor housings and so on. These parts are not large batch but many varieties, gravity casting and low pressure casting is the main process.
After years of shuffling in the LED lighting industry, the demand for aluminum castings is concentrated in high-power industrial and mining lamps, street lamps and commercial lighting radiators. Competition in this market segment has been white-hot, profit margins have been compressed to the extreme, and it is not recommended as the main focus of new suppliers.
Aerospace: a blue ocean with a high threshold
The batch delivery of COMAC C919 and the R&D advancement of CR929 are opening up the space for domestic substitution of aviation aluminum castings. Aviation aluminum castings on the material (A356-T6, A357-T6), casting process (vacuum low-pressure casting, differential pressure casting) and testing standards (100%X-ray flaw detection) requirements are extremely stringent, can enter this track casting companies are only a few. However, once certified, the stability of orders and profitability are far more than automotive parts.
How to Evaluate and Select China Aluminum Casting Manufacturers
It's not hard to find a bunch of candidate suppliers, but it's hard to sift out the really reliable ones from among them. The biggest mistake many buyers make in this step is to over-rely on online information and ignore on-site verification.
Towards an assessment framework: six core dimensions
Dimension 1: Process Matching
This is the most basic and most overlooked. Your parts need low pressure casting, don't go to a factory that only has high pressure die casting equipment. Sounds like nonsense? But in practice, some factories in order to receive orders will say "we can also do", and then use the unsuitable process hard, and finally the quality is a mess.
The confirmation method is simple: ask the supplier to provide production cases of similar parts, including records of process parameters and test reports. If they can't produce them, it means it's not their strong point.
Dimension II: Quality Management System
IATF 16949 certification is the basic threshold for automotive parts suppliers, and ISO 9001 is the minimum requirement for general industrial parts. But the certificate itself doesn't say much - the key is to see if the system is actually working.
There is a quick way to determine this: randomly ask workers in the workshop an SPC-related question, such as "What is the Cpk target value for this station?" If the worker can answer, it means that the system is alive; if the face is blank, the certificate is likely to be hung on the wall to look good.
Dimension 3: Mold Development Capability
The quality of aluminum castings, 70% depends on the mold. An excellent casting company must have:
- Model flow analysis capabilities (using simulation software such as MAGMAsoft, ProCAST or AnyCasting)
- Self-design and manufacturing capability of molds (not assembled after outgoing processing)
- Experience in mold debugging and optimization (first piece pass rate can reach 85% or above)
Ningbo Hexin such as mold R & D started in this dimension has a natural advantage - mold structure analysis and product molding analysis is their core competence, mold problems can be internal rapid iteration, do not need to wait for external mold factory scheduling.
Dimension 4: Capacity and Delivery Reliability
Don't just look at the "maximum capacity" quoted by the supplier, look at theActual available capacity. A factory has 10 die casting machines, but with 3 of them under repair and 2 occupied by large customers for long periods of time, you may only have 5 that you can actually use.
Suppliers are requested to provide capacity utilization and on-time delivery rate data for the last 6 months. On-time delivery rates below 90% should be considered with caution.
Dimension V: Material Control Capability
Aluminum alloy grade directly determines the casting performance. the mechanical properties of A356.2 and ADC12 are so different that the consequences of using the wrong material are serious. Qualified suppliers should have:
- Incoming material spectral analysis testing (mandatory for each furnace)
- Aluminum liquid gas content test (decompression solidification method or quantitative density method)
- SPC control chart for alloy composition
- Traceability files of material suppliers
Dimension 6: ESG and Compliance Capabilities
The weight of this item in 2026 is rising rapidly. The EU's Carbon Border Adjustment Mechanism (CBAM) has already introduced carbon tariffs on aluminum products, and aluminum castings exported to Europe are required to provide a carbon footprint report. If your end customers are in Europe, carbon data and the percentage of recycled aluminum used by your suppliers is a mandatory requirement, not a "plus".
Factory inspection practical guide: 12 key checkpoints for site visits
No amount of online information is better than a walk around the factory. But a factory inspection is not a "tour" - you need to go with a checklist and come back with a score. The following 12 checkpoints are ranked in order of importance, and each item is recommended to be rated on a scale of 1-5.
Equipment and Hardware (Weight 30%)
Checkpoint 1: Brand, tonnage and age of core casting equipment
Die casting machine depends on the brand (Lijin, Buhler, Toyo, Ube) and the age of use. More than 15 years old equipment, clamping force decay and control accuracy is inevitable. Low-pressure casting machine focus on ascending liquid pipe material and sealing performance, gravity casting look at the smoothness of the tilting mechanism.
Checkpoint 2: Completeness of ancillary equipment package
The temperature control accuracy of the melting furnace (within ±5℃), the temperature control ability of the mold temperature controller, the vacuum degree of the vacuum system (high-pressure die-casting should be 50mbar or less), and the coverage uniformity of the spraying robot. The level of auxiliary equipment often reflects the factory's willingness to invest more than the host.
Checkpoint 3: Number and accuracy of CNC machining centers
Aluminum castings often require secondary machining. Factory-owned CNC machining capability means shorter lead times and better quality closure. Focus on machine brands (Fanuc, Mazak, Haitian Precision, etc.) and regular accuracy calibration records.
Process control (weight 30%)
Checkpoint 4: True operational status of SPC process control
Don't just look at the control charts on the wall, but see if the data is updated in real time and if there are records of corrective actions taken when control limits are exceeded. Randomly select the control chart of a workstation and ask the operator "when was the last time the limit was exceeded and how was it handled".
Checkpoint 5: Records of first article inspection and process inspections
Is the record of first article inspection complete for each shift start-up? What is the frequency of process inspection? What is the process of handling problems found during inspection? These details can be seen in the quality system is "real operation" or "show".
Checkpoint 6: Mold Maintenance Records
Molds are a foundry's most expensive asset. Check the mold ledger - the number of molds produced, maintenance records, and replacement intervals for wear parts for each set of molds. A well-managed plant will be accurate to the life curve of each mold. Poorly managed factories? The mold warehouse is rusty and the ledger is either not available or not updated for six months.
Detection capacity (weight 20%)
Checkpoint 7: Laboratory equipment configuration
Basic Configuration: Spectrum Analyzer, Coordinate Measuring Machine (CMM), Hardness Tester, Tensile Testing Machine, Metallographic Microscope. Extra points: X-ray flaw detector (DR or CT), air tightness testing equipment, fatigue testing machine. If the factory does not even have a spectrometer, material control is basically impossible to talk about.
Checkpoint 8: Calibration status of test equipment
Each piece of testing equipment must have a calibration certificate with a validity period. The calibration period is usually one year for CMMs and six months for spectrometers. Equipment that has not been calibrated after the expiration date has no credibility in its inspection data.
Management and Environment (weight 20%)
Checkpoint 9: Level of 5S management in the workshop
5S is not a face-saving project. Whether the floor is clean, whether the materials are arranged in an orderly manner, whether the aisles are clear, whether the tools are returned to their places - these details directly reflect the management's attitude towards quality. Foundry natural environment is poor (high temperature, dust), can be maintained in such conditions of neat factory, management ability will not be bad.
Checkpoint 10: Warehouse management
Are raw materials (aluminum ingots) stored and labeled according to grade? Are the finished products protected and packaged with FIFO management? Is the segregation area for non-conforming products clearly demarcated? In factories with chaotic warehousing, the risk of sending wrong materials and mixing materials is extremely high.
Checkpoint 11: Operational status of environmental protection facilities
Is the melting flue gas treatment system operating properly? Is the wastewater treatment facility up to standard? Is the storage of hazardous waste standardized?In 2026, environmental protection enforcement is unprecedented, and factories that do not meet environmental standards may be suspended at any time, which directly threatens the security of your supply chain.
Checkpoint 12: Personnel stability and skill levels
Talk to shop floor supervisors and technicians to understand the stability of the core team. Casting is an experience-intensive industry, a die casting engineer with 10 years of experience and a novice just entering the industry, the gap between the mold debugging and process optimization is huge. Personnel turnover rate of more than 30% factory, quality stability is difficult to guarantee.
Factory Inspection Scoring Recommendations:Total score of 60 out of 60. 45 points or more can be classified as qualified suppliers; 35-44 points need to be rectified and then reviewed; 35 points or less are directly eliminated. Each checkpoint 1-5 points, weighted by weight to calculate the total score.
Analysis of China's Aluminum Casting Export Trade and International Competitiveness
China's exports of aluminum castings reached about 3.2 million tons in 2025, with an export value of more than $18 billion. But the trade environment in 2026 is more complex than ever.
Patterns of major export markets
In order of export value, the top five destinations of China's aluminum castings are: the United States (about 25%), the European Union (about 22%), Japan (about 10%), Southeast Asia (about 12%), Mexico (about 8%).
A 2026 notable change is that Mexico's share is rising rapidly. Affected by the trade friction between China and the U.S., more and more Chinese foundry companies choose to set up assembly or finishing plants in Mexico, exporting semi-finished products from China to Mexico to complete the final processing, and then enter the U.S. market with preferential tariffs under the USMCA framework. Head enterprises such as Wencan and Guangdong Hongtu have already put into production in Mexico.
Price competitiveness: the advantage is narrowing but still obvious
The FOB price of China's aluminum castings is usually 30%-45% lower than similar products in Europe and the U.S., and 10%-20% lower than that of Southeast Asia (Vietnam, Thailand).This price difference mainly comes from three aspects:
- Supply chain density-Extreme compression of costs along the entire chain from ingot to finished product
- scale effect-Chinese foundries have an average capacity utilization rate of about 75%, with sufficient fixed cost dilution.
- labor cost--Although on the rise, the monthly salary of foundry workers ($6,000-$10,000) is still far below that of Europe and the US
But this advantage is narrowing. 2026 labor costs rose by about 8% year-on-year, electricity prices were raised by 15%-20% in some provinces, and with the additional cost of carbon tariffs, China's combined export cost of aluminum castings has risen by about 12% from two years ago.
CBAM Carbon Border Adjustment Mechanism: the largest trade variable in 2026
EU CBAM since January 1, 2026 officially entered the substantive collection stage. Aluminum castings belong to the CBAM coverage, Chinese aluminum casting enterprises exporting to the EU must:
- Provide carbon emissions data for the entire product life cycle (including carbon emissions from upstream aluminum electrolysis)
- Purchase of CBAM certificates at the EU carbon market price (approx. 85-95 EUR/tCO₂ at the beginning of 2026)
- If coal-powered aluminum is used (about 60% of China's aluminum electrolysis is coal-powered), the cost of carbon will be significantly higher
ground Official page of the European Commission CBAM The provisions of the preliminary estimate of each ton of aluminum castings exported to the EU will increase the cost of carbon tariffs of 800-1200 yuan. This is not a small pressure on the profit margin is not high casting enterprises.
Coping strategies are already diverging: headline companies are starting to purchase hydroelectric aluminum from Yunnan and Sichuan (carbon emissions are only 1/4 of those of coal-powered aluminum) and investing in photovoltaic power generation to reduce their own carbon emissions; SMEs are relying more on increasing the proportion of recycled aluminum used (carbon emissions from recycled aluminum are only 5% of those of primary aluminum) to reduce their carbon footprints.
International certification requirements
Exporting to different markets requires different certifications:
| target market | Required Certifications | Extra Credit Certification |
|---|---|---|
| European car | IATF 16949 + VDA 6.3 | ISO 14001 + CBAM Carbon Footprint Reporting |
| North American car | IATF 16949 + CQI-9 | AIAG-VDA FMEA |
| Japanese car | IATF 16949 | JIS standard test report |
| General Industries (Global) | ISO 9001 | ISO 14001 + RoHS/REACH |
| aerospace | AS9100D + Nadcap | Special Process Certification |
Challenges and Development Trends of China's Aluminum Casting Industry
The aluminum castings industry is never short of opportunities, but the challenges of 2026 are also more complex than ever. Looking at the challenges and trends together gives a clearer picture of where the industry is headed.
Raw material price fluctuations: the biggest profit killer of foundry enterprises
Aluminum ingot prices in 2025 experienced dramatic fluctuations - from the beginning of the year 19,500 yuan / ton all the way up to 22,800 yuan / ton in the middle of the year, and back down to 20,500 yuan / ton in the fourth quarter. For aluminum casting enterprises, raw materials accounted for the cost of 55%-65%, aluminum prices fluctuate every 1,000 yuan / ton, the profit margin changes 2-3 percentage points.
Headline companies have responded by signing long term lock-ups on ingots or using futures hedging, but most SMEs lack the capacity and capital to do so. 2026 will see a trend of more foundries signing "aluminum price linkage" clauses with their customers, sharing the risk of raw material price fluctuations with them. If you are a buyer, take the initiative to consider this point when negotiating - a single price may lead to suppliers cutting corners when the price of aluminum rises.
Environmental policies continue to tighten
In 2026, the Ministry of Ecology and Environment of the foundry industry emission standards are again tightened: particulate emission limits from 30mg/m³ down to 20mg/m³, VOCs emission limits from 120mg/m³ down to 80mg/m³. This means that a large number of die-casting enterprises using traditional mold release agent must be upgraded to water-based mold release agent or dry mold release technology, alone this transformation investment in the 50-2 million yuan.
Environmental protection is not a "cost", it is a "ticket". Enterprises that fail to meet the standards will be limited or even shut down, while the competitive environment for companies that meet the standards has improved. From the purchaser's point of view, choosing environmentally friendly suppliers is to protect the stability of their own supply chain.
Increasing the proportion of recycled aluminum: from "optional" to "mandatory"
China's recycled aluminum output is expected to exceed 10 million tons in 2026, accounting for more than 30% of the total aluminum supply. the driving force comes from two directions: first, policy guidance under the carbon neutral target (carbon emissions of recycled aluminum are only 5% of that of primary aluminum), and secondly, cost-driven (the price of recycled aluminum is lower than that of primary aluminum by 15%-20%).
However, the use of recycled aluminum has a technical threshold. Recycled aluminum in the iron, silicon and other impurities in the high content, if the sorting and refining process is not pass, the mechanical properties of castings will be significantly reduced. Whether the stable use of a high proportion of recycled aluminum (50% or more), is becoming a new indicator to distinguish the technical level of foundry enterprises.
Five Trends Predicted for 2026-2030
- One-piece die casting expands from rear floor to full bodyThe production model with full coverage of the four integrated die-cast parts "upper and lower body + front and rear floors" will be available by 2028.
- Low-pressure casting in the field of new energy applications acceleratedElectric drive housings, charging pile structural components, energy storage system housings become new growth points
- Recycled Aluminum Use Percentage to Reach 50% by 2030Green Aluminum Casting" Becomes Standard for Export to Europe
- Industry concentration continues to increase, the market share of the top 20 companies will rise to over 35% from about 25% currently
- Overseas factory building wave acceleratesMexico, Hungary, Thailand become the top three destinations for Chinese foundry companies to go overseas
Intelligent Manufacturing and Digital Transformation: An Upgrade Path for Aluminum Casting Factories
The foundry industry has always been considered synonymous with "traditional manufacturing", but walk into some of the head foundries in 2026 and you'll find the picture has changed.
AI visual quality control: replacing the human eye with more than just speed
Traditional aluminum casting appearance inspection relies on manual visual inspection, a skilled inspector can check 800-1000 pieces per day, the leakage rate is between 2%-5%. AI vision quality inspection system's inspection speed is 5-8 times faster than that of the manual, and the leakage rate can be controlled below 0.3%.
What's more critical is that AI can detect defect patterns that the human eye can't. For example, when a certain part of the mold began to appear micro-cracking trend, AI system can be through the defect location of the statistical analysis of early warning, in the batch before the occurrence of bad triggered mold maintenance. This kind of "predictive quality control" cannot be done by manual inspection.
The 2026 investment in a set of AI quality inspection systems covering a die casting production line is about $800,000-1,500,000, with a payback period of usually 12-18 months. For production lines with an annual output of more than 500,000 pieces, this investment is cost-effective.
Digital Twins: Tuning Molds in the Virtual World
Mold debugging is the most expensive part of casting production. The traditional way is to repeatedly try the mold, look at the sample, change the mold, a set of complex mold debugging cycle may be up to 4-8 weeks, try the mold scrap cost can easily be tens of thousands or even hundreds of thousands of yuan.
Digital twin technology predicts the location and severity of defects such as shrinkage, porosity and cold segregation in advance by building a virtual model of the mold and casting process and simulating the entire process of filling, solidification and cooling in the computer. The simulation results guide the mold modification plan, which can reduce the number of mold trials from the traditional 5-8 times to 2-3 times.
MAGMAsoft and ProCAST is currently the most mainstream casting simulation software, domestic AnyCasting and China casting CAE is also rapidly catching up. Ningbo He Xin focus on mold research and development of enterprises, has been the product molding analysis as the standard process of mold development - first in the software "cast" again, to confirm that there is no obvious risk of defects and then open the mold, significantly reducing the development cost and cycle.
MES systems and automated production lines
MES (Manufacturing Execution System) penetration in the foundry industry is rapidly increasing. A complete casting MES system can realize:
- Automatic recording and tracing of process parameters (injection speed, pressure, mold temperature, pouring temperature) for each molding session.
- Real-time monitoring of equipment OEE (Overall Equipment Effectiveness) and automatic categorization of reasons for downtime.
- Correlation analysis of quality data and process parameters to quickly locate the root cause of defects
- Production scheduling optimization to reduce mold changeover wait times
In terms of automation, pickup and deburring robots are already quite common, and the new trend for 2026 is the "black light production line" - from pouring to pickup, cooling, testing, palletizing, all automated, and the workshop can be run unattended. Acuity Brands has gone the furthest in this regard, with some production lines already running unmanned 24 hours a day.
Realistic Considerations for Return on Investment
Digital transformation is not a free lunch. A fully automated die casting production line investment than the traditional production line is higher than 40%-60%, MES system implementation cycle is usually 6-12 months, during the period of time, but also to face the staff resistance and the pain of system integration.
For annual revenue of 50 million to 200 million yuan of medium-sized casting enterprises, my proposal is to go step by step: the first year on the AI quality inspection and MES system (investment of 1.5-3 million yuan), the quality of data and production data through the first; the second year according to the data feedback to decide which stations are worth automation (investment of 2-5 million yuan); the third year and then consider the depth of integration of digital twins and production line level. A one-step "turnkey" solution sounds beautiful, but the risk of indigestion is high.
Frequently Asked Questions (FAQ) for Aluminum Casting Manufacturers in China
What is the average lead time for aluminum castings in China?
Look at it in two stages.Mold development stage:High pressure die casting molds usually take 35-60 days, low pressure casting molds 30-50 days, and gravity casting molds 25-40 days. The higher the complexity and larger the size, the longer the cycle time.Mass production stage:First delivery is usually 15-25 days after mold acceptance, and lead time for subsequent back orders is usually 7-15 days.
It is important to note that these are "normal scheduling" lead times. If the foundry's capacity peaks (usually September-November of each year), lead times may be extended by 20%-30%. It is recommended to allow at least a two-week cushion when placing an order.
How are mold costs calculated?
Mold cost depends on three core variables: casting size, structural complexity, and mold life requirements. Give a few reference intervals:
| Type of casting | Mold cost range (RMB) | Mold life |
|---|---|---|
| Small high-pressure die castings (<0.5kg) | 50,000-150,000 | 80,000-150,000 molds |
| Medium-sized high-pressure die castings (0.5-5kg) | 150,000-500,000 | 80,000-120,000 modules |
| Large high-pressure die castings (>5kg) | 500,000-1.5 million | 50,000-100,000 molds |
| Low pressure casting mold | 80,000-300,000 | 30,000-80,000 molds |
| Gravity Casting Molds | 50,000-200,000 | 20,000-50,000 molds |
Many suppliers will be in the high-volume orders will be apportioned to the cost of molds in the unit price of the part - for example, mold costs 300,000 yuan, the contract agreed in the first 100,000 pieces of the unit price of an additional $ 3 per piece. This approach reduces the purchaser's up-front investment, but pay attention to the terms of the contract regarding the ownership of the mold.
What is the typical minimum order quantity (MOQ)?
There is no standardization, depending on the type of process and supplier orientation. MOQ for high pressure die casting is usually in the range of 3,000-5,000 pieces (because of the high cost of scrap and time for start-up and commissioning); MOQ for low pressure casting and gravity casting can be as low as 500-1,000 pieces; and sand casting even accepts a single piece for trial production.
If your demand is small (tens to hundreds of pieces), prioritize gravity casting or sand casting factories, and don't go hard to die-casting factories - even if they're willing to take it on, the cost per piece for a small batch of die-castings will be ridiculously high.
How are intellectual property rights safeguarded?
Intellectual property protection is a central concern for many overseas buyers. A few practical suggestions:
- Signing of NDA (Non-Disclosure Agreement) at the request for quotation stage, specifying the scope of confidentiality, liability for breach of contract and dispute resolution.
- It is clearly agreed in the mold contract that the ownership of the mold belongs to the buyer, and the supplier shall not use the buyer's mold to produce for a third party.
- Key design drawings are split and sent - the mold factory only gets the mold drawings, the foundry only gets the product drawings and inspection standards, to avoid the complete technical package falling into the hands of a single supplier
- Choose suppliers with export experience - companies that have been in the export business for a long time are usually more aware of IPR protection and have better enforcement capabilities
- Agree on the amount of liquidated damages in the contract, usually 200%-300% of the total amount of the contract
Is it feasible to trial production in small quantities?
Totally feasible, but pick the right process and supplier. If you are in the product validation phase and need 50-200 samples, the recommended path is:
- Rapid Prototyping:With 3D printing sand mold + aluminum casting, 5-10 days out of the sample, the cost of a single piece of 200-500 yuan, suitable for function verification
- Soft mold trial:With aluminum die or low-cost steel die (cost about 30%-50% of the official die), can produce 500-2000 pieces, suitable for small batch market testing
- Formal molds in small quantities:If you confirm the mass production, directly open the official mold, the first batch of 500-1000 pieces to do client verification.
Ningbo Hexin such as mold design and a variety of casting process capabilities at the same time, in the small batch trial production has obvious advantages - from the mold structure analysis to the trial production of pieces, a team within the whole process can be completed within the closed-loop, eliminating the time cost of coordination between multiple parties.
How do I claim for quality problems?
The following terms must be specified in the contract:
- Quality standards:Clearly referenced inspection standards (drawing tolerances, surface quality grades, mechanical property requirements, X-ray flaw detection grades, etc.)
- Non-performing rate cap:Usually agreed batch defective rate does not exceed 0.5%-2% (depending on the degree of criticality of the parts), beyond which the supplier will replenish the goods free of charge.
- Scope of the claim:Includes return shipping costs, reprocessing costs, and production line downtime due to quality issues.
- Claims statute of limitations:Usually within 90 days of receipt
- Dispute Resolution:It is recommended to agree on a test report issued by a third-party testing organization (e.g. SGS, TÜV) as the basis for the final decision.
A realistic suggestion: Instead of focusing on gaming the terms of the claim, do a solid job of supplier evaluation and process monitoring up front. The cost of prevention is always lower than the cost of failure.
Summary: Core Recommendations for Selecting a Chinese Aluminum Casting Manufacturer in 2026
After all this writing, the core points are finally distilled down to give differentiated plant selection strategies by different sourcing scenarios.
Large-volume OEM procurement (annual demand >100,000 pieces)
Priority will be given to listed leaders or large companies with annual revenue of more than $500 million. Focus on: capacity redundancy (at least 30% of spare capacity), supply chain toughness (availability of dual-source aluminum ingot supply), completeness of international certification, and overseas delivery experience. At this volume level, supply chain stability is more important than price per piece.
Small to medium volume customization (annual demand of 1,000-50,000 pieces)
This is the best range for medium-sized specialized and new enterprises. Selection focuses on: mold self-development capabilities (whether from mold flow analysis to the trial mold one-stop completion), process flexibility (whether at the same time to master a variety of casting processes), and communication and response speed. Ningbo Hexin this kind of "mold + casting" integration of enterprises, in this range of cost-effective and flexible is usually better than large enterprises.
High precision parts (aerospace, medical devices)
The supplier pool is extremely small and the certification threshold is extremely high. Priority is given to finding specialized foundries in the Suzhou and Ningbo regions that are AS9100D or ISO 13485 certified. Don't get overly hung up on price for this type of project - there are few suppliers who can do it in the first place, and quality and compliance are the only selection criteria.
Five action steps that can be implemented immediately
- Define your part process requirements--Determine the suitable casting process according to the wall thickness, batch size, performance requirements (refer to the process comparison table in this article)
- Targeted industry clusters--Automobile parts look at Ningbo and Suzhou, 3C and communication parts look at Foshan, large parts look at Shandong
- Initial screening of 3-5 candidate suppliers--Through industry exhibitions (e.g. China International Foundry Fair), Made-in-China.com B2B platforms, or industry associations recommending candidate lists.
- Send an RFQ and ask for comparable cases-Don't just compare prices, focus on the supplier's depth of understanding of your part and the reasonableness of the technical solution
- Arranging on-site factory inspections--Go to the site with this article's 12-point checklist, and seeing is believing!
China's aluminum casting industry is in a critical period of transition from "large volume and low price" to "high quality and strong technology". 2026 supplier pattern is much clearer than five years ago - environmental protection and technical thresholds have already helped you eliminate a large number of unqualified factories. What you need to do is to use professional evaluation methods to find the one that best matches your needs from the remaining high-quality suppliers.























