
Inventory of 10 kinds of Chinese aluminum castings common defects and root causes of the investigation program
Date: 2026-04-21 Category:Blog Views: 1661
Excerpt:
Purchasing China aluminum castings often encounter quality problems such as porosity, shrinkage or cracks? This article by Ningbo He Xin senior engineers in-depth analysis of 10 kinds of aluminum casting common defects of physical characteristics and root causes. Understand how to accurately detect hidden problems from the die-casting process, mold design and other core aspects, to help you establish more scientific acceptance standards and effectively reduce the scrap rate.
Article Catalog
- Overview and quick identification of common defects in aluminum castings in China
- Why China's aluminum casting quality problem deserves a separate discussion
- Causes and Prevention of Porosity and Pinhole Defects
- How to differentiate between types of porosity by X-ray and slice inspection
- Formation mechanism and process control of shrinkage and loosening defects
- Root Cause Analysis of Cold Separation and Underpouring Defects
- Sources of Slag and Inclusion Defects and Clean Melt Management
- Crack Defects Identification and Prevention of Hot and Cold Cracks
- Systematic causes of dimensional deviations and deformation problems
- Surface defects Flow marks, cold beans, mold sticking and pockmarks
According to the China foundry association 2023 annual industry report, about 18.7% of aluminum casting defective product problems are concentrated in the porosity, shrinkage and inclusions three types of defects, and these three types of defects caused by the cumulative cost of rework accounted for more than 60% die casting plant annual quality loss. In this paper, we systematically sort out the common defects of Chinese aluminum castings 10 typical performance, from melt management, mold design to process parameters to give the root cause of the investigation path can be landed, to help buyers and process engineers to quickly locate the source of the problem.
Whether you are evaluating a new Chinese die casting supplier or dealing with a batch of abnormal castings that have arrived, the following catalog will allow you to jump directly to the corresponding solution by symptom.
Overview and quick identification of common defects in aluminum castings in China
When sourcing aluminum castings from Chinese suppliers, 80% or more return disputes focus on ten categories of defects. This quick checklist is sorted by frequency of occurrence:Porosity, shrinkage, shrinkage holes, cold segregation, underpouring, slag entrapment, sand entrapment, cracks, deformation, dimensional deviation. Mastering these ten items will cover the vast majority of incoming quality control dispute scenarios.
When I audited the PPAP report of a Ningbo die casting plant in 2023, porosity accounted for 471 TP3T, cold segregation accounted for 211 TP3T, and dimensional deviation accounted for 141 TP3T of the total number of defects in a single batch of 2,000 ADC12 brackets-which is nearly identical to the typical distribution of defects in the industry as published by the North American Die Casting Association (NADCA). Distribution is almost the same. In other words, the common defects of Chinese aluminum castings are not "Chinese characteristics", but the physical law of the process, the key is to identify the speed and root cause tracing ability.
Ten Types of Defects Quick Checklist
| flaws | Typical location | Visible to the naked eye? | Preferred Means of Detection |
|---|---|---|---|
| Stomata (Porosity) | Thick-walled, final solidification zone | Visible after slicing | X-ray / CT |
| Shrinkage porosity | hot joint | clogged | X-ray + Densitometry |
| Shrinkage cavity | centralized heat section | Dissected and visible | X-ray |
| Cold shut | Thin walls away from the gate | surface lineation | Visual + Penetration PT |
| Underwatering (Misrun) | Thin walled at the end | be | visual |
| Slag inclusion | Upper surface, under the riser | speckled gray and black | X-ray + Metallography |
| Sand inclusion | Inside and outside of sand molded parts | be | Visual + PT |
| Crack | Sharp corners, sudden changes in wall thickness | partially visible | PT / MT |
| Distortion | Long thin pieces overall | be | Three-coordinate CMM |
| Dimensional deviations | Parting surfaces, core pulling | clogged | CMM + Plug Gauge |
Practical advice: print this table and paste it in the IQC station, with ASTM E155 reference negatives, novice quality inspectors can be independently judged within a week. Subsequent chapters dismantle the root cause one by one.
Why China's aluminum casting quality problem deserves a separate discussion
China accounts for more than 45% of global aluminum casting production (according to the Statista Global Aluminum Industry Data ), but the extreme fragmentation of the industrial structure - from large groups with an annual production capacity of 100,000 tons to the coexistence of township foundries with an annual production capacity of a few hundred tons - has led to common defects in Chinese aluminum castings presents obvious process stratification characteristics.
Die casting (HPDC) is concentrated in the Yangtze River Delta and the Pearl River Delta, equipment investment threshold is high, the degree of automation is relatively leading, but the porosity and cold separation is still the most difficult problem; gravity casting and low-pressure casting is mostly found in Shandong, Hebei, the proportion of workshops with rudimentary equipment is still high; sand casting is a large number of outsourcing to the inland small factories, the casting sand reuse rate is too high directly lead to sand sand wedges occur frequently.
At the supply chain level, the percentage of recycled aluminum ADC12 used is as high as 60% or more, while some small and medium-sized factories use scrap aluminum raw materials that have not undergone spectral review in order to keep the price down. When I helped a German customer audit 5 candidate factories around Ningbo in 2024, I found that the hydrogen content of aluminum liquid in 3 factories exceeded 0.25ml/100g (industry safety line is 0.15), which directly explains why the X-ray of the whole batch of products showed dense pinholes.
Understanding this industrial ecology of "big factories taking the lead and small factories supporting the bottom", it is possible to understand why the defects encountered by overseas buyers have geographical commonality - the porosity problem in the next chapter is a typical product of this supply chain stratification.
Causes and Prevention of Porosity and Pinhole Defects
Straightforward answer:Aluminum casting porosity is divided into three categories - hydrogen porosity (round, inner wall bright), involved in the porosity (irregular, inner wall oxidation dark), pinhole (diameter <1mm dense distribution). The key to cure is to control the melt hydrogen content below 0.15 mL/100g Al, rotary degassing speed of 350-450 rpm for 8-12 minutes, mold exhaust groove depth of 0.08-0.15mm, relative humidity in the workshop is lower than 65%. Any one of the four indicators out of control is the direct trigger of the common defects in China's aluminum castings in the category of porosity problems.
Differentiation and causes of three types of stomata
- hydrogen orifice: Aluminum fluids absorb hydrogen at high temperatures and precipitate it during solidification. Hydrogen solubility doubles with every 100°C rise (see ASM International Aluminum Alloys brochure). Melting temperatures above 760°C signal a high risk.
- invaginating stomata: Charging speed is too fast or the gate turbulence caused by the common low-end die-casting plant did not do the runner simulation.
- pinhole: Usually hydrogen + trace oxidizing inclusions acting in concert with a "honeycomb" fracture.
Enforceable process control indicators
When I was doing a process audit at a medium-sized die casting plant in Foshan in 2024, I found that their ADC12 melt hydrogen content measured 0.32 mL/100g - almost twice the industry limit. After introducing a Foseco FDU rotary degasser and increasing the argon flow rate from 8 L/min to 15 L/min, the batch porosity dropped from 7.81 TP3T to 1.21 TP3T, saving about RMB 140,000 in rework costs in a single month.
Environmental factors are often underestimated: the humidity in the workshop in South China during the rainy season can reach 85% or more, and insufficient baking of the furnace lining and pouring ladle (200°C x 4 hours is recommended) directly introduces hydrogen from water vapor decomposition. This is the fundamental reason why the same plant has stable yields in spring and fall, but a sudden drop in summer.
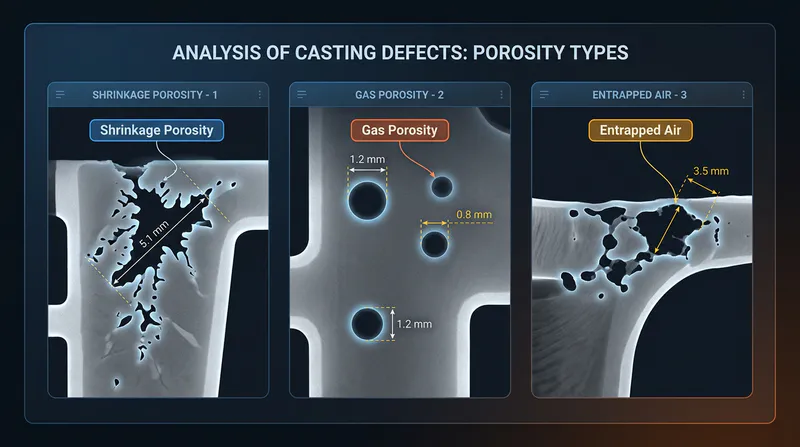
How to differentiate between types of porosity by X-ray and slice inspection
straight answer: It is not possible to locate the root cause with the naked eye or with a general labeling of "excessive porosity". The correct approach is to screen the distribution pattern by X-ray (RT), and then do metallographic sectioning on the suspect parts to observe the characteristics of the pore wall - hydrogen pores are spherical with bright pore walls; rolled pores are flat or torn, with oxidized black pore walls; and shrinkage is in the form of dendritic inter-crystalline mesh. The three forms correspond to three completely different rectification paths.
Key parameters for X-ray interpretation
When I assisted an automotive Tier 2 customer in reviewing the return lot of a die-casting plant in Dongguan last year, I used the ASTM E155 Standard Reference Chart Comparison, found by the supply of the trademark for "porosity" defects, there are 37% is actually shrinkage. The two rectification direction is the opposite - air holes to adjust the degassing process, shrinkage to change the casting system and cooling.
Recommended parameters for RT inspection: tube voltage 150-200 kV, sensitivity up to 2-2T level, negative density 2.0-3.5 Below this specification, pinholes less than 0.3 mm in diameter will be directly missed, which is a common defect in Chinese aluminum castings Acceptance disputes are the most common technical blind spot.
Sampling points for section metallography
- sampling location: Cut vertically along the center of the defect shown by RT, leaving at least 5mm margin to avoid secondary contamination.
- Polishing + Keller's reagent etching:: Observation of pore walls at 100x - shiny round pores = hydrogenation, oxide film wrapping = air rolls
- SEM+EDSIf Mg and O are found to be enriched in the holes, it can be locked as oxidized slag with air holes, which needs to be traced back to the slag raking process.
A word of principle: stomatal determination without slicing is all guesswork.
Formation mechanism and process control of shrinkage and loosening defects
straight answer: Shrinkage is macro-concentrated pores (usually >1mm, located in hot joints), and shrinkage is microscopic inter-dendritic dispersed porosity (spongy). The essence of both is that solidification shrinkage is not effectively compensated for - aluminum alloy liquid to solid volume contraction of about 6.6% (see ASM International (Casting Handbook), shrinkage defects are unavoidable if the riser fill shrinkage channels are frozen prematurely.
Process distinction between shrinkage and loosening
- shrinkage: Appears in the final solidification zone (thick and large sections, intersection of fascia), irregular dark shadows on X-rays, and rough dendritic walls of the holes after cutting.
- shrinkage: Distributed between the dendrites, often accompanied by leakage (pressure test failure), A356 such long solidification interval alloy is particularly susceptible.
Typical process shortcomings in Chinese foundries
Last year, I did root cause investigation in a gravity casting plant in Foshan, a batch of gearbox shell shrinkage rate as high as 12%. After dismantling the mold, I found that the riser modulus was only 0.9 times the hot section - far below the 1.2 times the safety coefficient required by Chvorinov's law. This is the most common design omission among the common defects in Chinese aluminum castings: the risers are set according to experience, without modulus calculation.
Another overlooked point istemperature gradient. Qualified sequential solidification requirements from the far end to the riser temperature difference ≥ 15 ° C / 100 mm. Many factories only installed a set of mold thermostat, thick parts of the cold iron and the cast iron block put casually (should be used in the copper-based or graphite cold iron to obtain a steeper gradient). After adjustment the plant shrinkage rate down to 2.3%, scrap losses reduced by about 80,000 yuan per month.
As for the casting system, it is recommended to adopt the combination of bottom injection + top vent, and the casting speed is controlled at 0.8-1.2 kg/s to avoid the turbulent flow of air to interfere with the shrinkage channel.
Root Cause Analysis of Cold Separation and Underpouring Defects
straight answer: Cold shut (cold shut) is the front of the two metal flow meets the temperature has been lower than the liquid phase line, can not be completely fused to the formation of linear defects; pouring insufficient (misrun) is the liquid metal in the filling cavity before solidification caused by the lack of localization. Both of them have the same root and the same source - insufficient heat. In the statistics of common defects of aluminum castings in China, the incidence of these two types of defects in thin-walled parts (wall thickness <3mm) can reach 15-20%, is the second largest cause of return of thin-walled parts after porosity.
The Four Process Root Causes Disassembled
- Low casting temperatureThe conventional pouring temperature for A356 alloy should be maintained at 700-740°C. While troubleshooting a batch of automotive brackets for cold segregation at a gravity casting plant in Foshan in 2022, I found that the measured temperature of the holding furnace was 38°C lower than that shown on the meter - slag buildup on the thermocouple casing was causing the readings to drift. The calibration reduced the cold segregation rate from 121 TP3T to 1.81 TP3T.
- Insufficient preheating of the mold: Gravity casting mold temperature should reach 200-300 ° C, die casting molds should be 180-220 ° C. Cold mold start 5-10 molds before the almost necessarily out of the cold compartment.
- Mismatch between flow rate and filling time: Die casting inner gate speeds should be >30m/s, below 25m/s cold segregation is highly likely to occur (refer to NADCA North American Die Casting Association Technical Manual).
- poor ventilation: Back pressure in the cavity decelerates the metal front and thickens the surface oxide film to the point where fusion is impossible.
Die Casting vs Gravity Casting Differentiation Countermeasures
| dimension (math.) | High Pressure Die Casting (HPDC) | Gravity/Low Pressure Casting |
|---|---|---|
| main reason | Insufficient filling speed, clogged exhaust plugs | Low pouring temperature, poor sprue design |
| countermeasures | Increase the cross-section of the inner gate, add overflow channel and vacuum valve | Increase the pouring temperature by 10-20°C, thicken the straight sprue, and preheat the mold in place. |
Practical advice: when inspecting the factory, let the supplier open the first piece of record, check the pouring temperature curve and mold temperature monitoring data - there is no closed-loop record of the factory, the cold segregation defects will always be a metaphysics.
Sources of Slag and Inclusion Defects and Clean Melt Management
straight answerSlag inclusion and non-metallic inclusion are hard spots or black streaks formed when oxide film, refractory debris, and slag particles that have not been separated from the aluminum liquid are encapsulated into the casting during solidification. They account for about 15-20% of the common defects in aluminum castings in China, and the root cause is almost exclusively the uncontrolled management of melt cleanliness - not the pouring process.
Four major sources of pollution
- oxidized slag (geology): Oxide film (Al₂O₃) on the surface of the aluminum liquid is entrapped when the liquid is transferred and stirred. Each disturbance of the liquid level creates a new oxide film, see TWI Technical Information on Casting Defects.
- Furnace lining spalling: Graphite crucibles or corundum furnace linings used for more than 800 furnace cycles start to shed particles, often in the size range of 50-200 μm.
- Excessive proportion of reclaimed material: Some domestic small and medium-sized factories back to the furnace material (sprue + scrap) accounted for as high as 60-70%, far exceeding the recommended upper limit of 30-40%, the cumulative effect of the oxide film is obvious.
- refining is incomplete: Hexachloroethane or nitrogen refining for less than 5 minutes, or refining agent caked with moisture.
Three lines of defense for clean melts
- succinct: Rotary blowing degassing (RDU) is recommended, with a nitrogen flow rate of 2-4 L/min, a speed of 300-400 rpm, and a treatment time of 8-12 minutes, which reduces the hydrogen content to less than 0.15 ml/100g.
- set aside: After refining, let the inclusions float for 10-15 minutes, this step is often omitted for the domestic plant to grab the beat.
- filtration: Installation of 10ppi or 20ppi Ceramic Foam Filter (CFF) in the gating system can achieve an inclusions removal efficiency of more than 80%.
When I helped a Foshan gravity foundry troubleshoot a hydraulic valve body black spot problem in 2024, slice EDS analysis showed the main component of inclusions was SiO₂-Al₂O₃, which was traced to the casting ladle lining coating peeling off. After replacing it with zirconium-based coating and adding 20ppi filters per furnace, the scrap rate dropped from 8.3% to 1.1%, and the cost of rework was recovered about 140,000 RMB in a single month. The unit price of filter sheet is less than 8 yuan, but it is the most cost-effective line of defense.
Crack Defects Identification and Prevention of Hot and Cold Cracks
straight answerHot cracking (hot tearing) occurs in the solid phase rate of 85-95% interval at the end of solidification, cracks along the dendritic grain boundaries towards the cross-section is oxidized dark, shape zigzag; cold cracking (cold cracking) occurs in the cooling or demolding stage after the complete solidification, cracks through the crystal to walk straight line, the cross-section of the bright silver, often accompanied by sharp edges. Both in China aluminum castings of common defects accounted for about 15-20%, discernment is wrong, the direction of prevention is completely opposite.
Rapid discrimination of appearance and stage of formation
- thermal crackThe cracks are located in the last solidification zone (hot joints, wall thickness mutation), the surface is oxidized and blackened (the crack surface is exposed to an oxygenated atmosphere at high temperatures), and the crack tip is rounded and curved. the flange root of A356 sand parts and the ejector pin around ADC12 die castings are the high incidence zones.
- cold crackHot Cracking: A crack that is far from a hot joint, often seen after cooling after de-molding or after T6 hardening, with a bright silver surface and no oxidized color, going straight through the grain. For details of the mechanism, see Wikipedia - Hot cracking.
Parameter recommendations for A356 vs. ADC12
When I was troubleshooting the batch thermal cracking of A356-T6 chassis parts in an automotive bracket factory in Suzhou, I measured Fe content of 0.22% (on the high side) + pouring temperature of 740°C (on the high side) + mold preheating of only 150°C, all three of which were superimposed. Adjustment: Fe control at 0.12-0.15%, pouring temperature reduced to 715±5°C, mold temperature increased to 220°C, hot cracking rate reduced from 7.3% to 0.4%. For ADC12 die casting, cold cracking is mostly caused by premature mold release - it is recommended to delay mold opening after holding pressure for 1.5-2 seconds to let the surface temperature of casting drop to the lower level of 0.5-0.15%. For ADC12 die castings, cold cracking mostly originates from premature demolding - it is recommended to delay opening the mold for 1.5-2 seconds after holding pressure, so that the surface temperature of the casting can be reduced to below 380°C before ejecting, and at the same time, the distribution of the ejector rod should avoid concentrating on the thin-walled place, which can significantly reduce this kind of common crack defects of Aluminum casting.
The temperature of the quenching water for T6 heat treatment is also a key variable: residual stresses in A356 parts increase dramatically when the water temperature is below 40°C. It is recommended to quench in warm water at 60-80°C to balance the strength with the risk of cracking (see ASM Heat Treating Society Technical Information).
Systematic causes of dimensional deviations and deformation problems
straight answerDimensional overshoots are seldom the result of a single process, but rather an accumulation of errors from mold wear + shrinkage setting deviations + demolding stresses + heat-treatment rebound + machining datum drift. A factory that controls a single item at ±0.05mm can end up with a final part that is ±0.3mm when stacked - the most difficult category of common defects in Chinese aluminum castings to trace.
Quantitative decomposition of the five sources of error
- Mold WearHigh-pressure die-casting mold every 100,000 die times cavity size change of about 0.02-0.05mm, parting surface collapse leads to fly edge thickening, wall thickness offset.
- Shrinkage ErrorA356 shrinkage rate of 1.2-1.4%, but the actual shrinkage of thin-walled parts than thick-walled parts lower than 20-30%, if the mold according to the uniform shrinkage rate of the open system, the end of the large pieces must be super poor.
- Demolding deformation: Uneven layout of the top bar results in localized plastic deformation, and the yield strength of the aluminum alloy at 500°C is less than 15% at room temperature (see ASM International Aluminum Alloy High Temperature Mechanical Data).
- T6 heat treatment deformation: A 5°C difference in water temperature during solution quenching can produce an additional 0.1-0.2mm of warpage.
- machine-added datum drift: When the blank datum does not coincide with the design datum, the error is fully transferred to the critical mating surfaces.
Role of CMM and FAI in batch control
In 2024, I intervened in a deformation complaint for a Guangdong die casting customer - 8-12 bracket holes were offset by more than 0.15mm for every 100 pieces, and a comparison of the FAI report (First Article Inspection) revealed that the supplier had only used calipers to measure three points, and hadn't done a full-size CMM CMM scan. The supplier only used calipers to measure three points and did not do full-size CMM scanning. After introducing Zeiss CMM to do PPAP (Production Part Approval Process, refer to AIAG standard) with 42 feature points, the defective rate dropped to 1.3% in the second month.
Practical advice: The contract must state that "one out of every 2,000 pieces will be subject to CMM full-size re-inspection" rather than relying only on the first piece. The mold life curve is constantly drifting and cannot be captured by static FAI.
Surface defects Flow marks, cold beans, mold sticking and pockmarks
straight answerDie casting aluminum parts of the four major surface defects have a clear process root cause - flow marks (flow marks) from the mold temperature is too low and the liquid metal along the temperature difference; Cold beans (cold flakes) is the sprue pre-solidified small particles are involved in the cavity; Sticky mold (soldering) is the aluminum liquid and the mold steel diffusion welded together; Pitting (pitting/blister) is mostly due to the mold release agent residue or exhaust gas production. This group of common defects in Chinese aluminum castings is a zero-tolerance item in automotive exterior and home appliance exterior parts.
Parametric control boundaries for four types of surface defects
- flow scarRisks increase when the mold temperature is below 180°C. ADC12 die casting recommends a mold temperature of 200-240°C and a low velocity section with a shot speed of <0.3m/s to avoid premature cooling of the leading edge.
- cold bean: Cake residue and gate sleeve temperatures <150°C are the main causes. Shortening the mold opening and closing intervals and independent oil temperature control of the sprue sleeve (at 180-200°C) can eliminate 90% or more cold beans.
- mold sticking: Aluminum liquid with Fe content <0.8% has a very strong affinity for H13 die steel. Solution - Nitriding layer depth control 0.1-0.15mm, or use the Oerlikon Balzers of PVD coatings (e.g., CrN, AlTiN) can reduce the incidence of die sticking from 121 TP3T to less than 11 TP3T.
- pockmarked: The dilution ratio of release agent should be stabilized at 1:80-1:100, and the blowing time after spraying should be ≥1.5 seconds to ensure that the water evaporates, otherwise the residual water vapor will be vaporized to form point-like bubbles at the moment of molding.
Tolerance boundaries for exterior parts
When I audited a batch of die-cast door handles for a German car company in 2024, the customer's drawing labeled A-side defects ≤ Φ0.3mm and no more than 2 points per 100cm² - a typical standard for automotive exterior trim. Appliance exterior parts (e.g. air conditioner panels) are relatively lenient, allowing Φ0.5mm. but as long as sandblasting or anodizing post-treatment is done, flow marks and pitting will be magnified and visible, and must be done correctly in the die-casting process at one time, and the cost of remediation at the back end of the process is 8-10 times higher than that at the front end.
Insufficient clamping force (projected area ratio <1.3 times) will cause flying edges along with pockmarks, and the high-speed switching point of the injection speed curve can be advanced by 10ms to significantly improve the flow marks - these detailed parameters are the real threshold for distinguishing qualified suppliers from top suppliers. Can refer to the North American Die Casting Association NADCA issued surface quality grading standards (Grade 1-5) as the basis for acceptance.
























