
8 Red Flags and a Guide to Avoiding the Pitfalls of Sourcing Castings from China
Excerpt:
In-depth analysis of the 8 types of red flags that you must be alert to when sourcing castings from China, covering common risks such as fake factory qualifications, watered-down quality certificates, quote traps, false delivery dates, etc., to help you identify reliable suppliers and reduce procurement losses.
Article Catalog[Hidden]
- What are the most common red flags when sourcing castings from China?
- Beware of identity traps for trading companies disguised as foundries
- How to Identify Real or Fake Factories by Business License and Customs Data
- Identification of counterfeit quality certificates and material reports
- Material and workmanship risks hidden behind abnormally low price quotes
- Red flags in terms of payment terms and financial security
- Identification of over-perfect delivery promises and capacity misrepresentation
- Early warning signs of inadequate communication response and technical skills
According to data from China's General Administration of Customs in 2023, China's annual exports of castings exceeded 6 million tons, but overseas buyers accounted for as much as 23% of quality disputes due to insufficient supplier due diligence. The ability to identify warning signs to look for when sourcing castings from China directly determines whether a project will be delivered on time or bogged down in months of claims sawing... -From trading companies masquerading as factories, to fraudulent material reports, to the trap of reclaimed material behind abnormally low prices, this guide dismantles the top 8 high-frequency red flags and gives you down-to-earth ways to verify them.
What are the most common red flags when sourcing castings from China?
The most common red flags when sourcing castings from China can be categorized into eight types:Factory identity disguise, fake certification and material reports, abnormally low price quotes, payment terms traps, inflated delivery promises, slow communication response, perfunctory quality inspection process, lack of intellectual property rights protection... It only takes more than 2 of these hits for the probability of project failure to skyrocket.
- an identity trap: Trading company posing as a foundry, factory photos stolen from peers
- Falsification of documentsISO 9001, IATF 16949 certificate number can not be found in the source
- price anomaly: Quotation of 15% below the cost of raw materials + energy consumption
- Payment structure: Requirements 100% before T/T, refusal of L/C or third party escrow
- Delivery date misrepresentationSand castings: 15-day delivery commitment (normal 30-45 days)
- communication signal: Repeated bouncing on technical issues, refusal of video factory inspections
- perfunctory quality control: No PPAP, FAI first article report or spectrometer data available
- IP Risk: Unwillingness to sign NNN agreement or requirement to retain ownership of molds
In 2022, while conducting a supplier audit for a German hydraulics client, I screened 37 suppliers claiming to be "foundries," but ultimately only 6 passed the on-site audit—a success rate of less than 17%. This ratio is largely consistent with the data on returned castings published by China’s General Administration of Customs; over the past three years, the return rate for gray cast iron parts due to quality issues has remained in the range of 3%–5% (see the U.S. International Trade Administration’s China Market Guide).
The judgmental framework of this paper adopts the "red, yellow and green light three-level warning": a single red light requires immediate verification, and two or more red lights are recommended to give up directly. Subsequent chapters will break down the identification tools and verification paths for each type of danger signal.
Beware of identity traps for trading companies disguised as foundries
Direct Conclusion:In China's casting procurement, about 60% "factory" is actually a trading company shell (source: Sofeast 2023 Industry Report), which is the most hidden category in the warning signs you should pay attention to when sourcing castings from China. By borrowing factory photos, faking workshop videos, or even renting unused factory buildings to receive customers, traders realize "Factory Bait-and-Switch" - samples are sampled by Factory A, but mass production is subcontracted to Factory C, and quality consistency directly collapses.
Last year, I assisted a German pump and valve customers to audit a "Ningbo foundry", the other side sent a sand molding line video watermark shows a company logo Linyi - this is a typical crack. Traders have three common routes: the site stacks "20 years of casting experience" but check no corresponding business records; offer a very fast response, what materials can be done (gray iron, ductile iron, stainless steel, aluminum alloy); refused to provide real-time video link workshop.
4 Hardcore Ways to Verify the Identity of a Real Foundry:
- Verification of business scope of business license: By National Enterprise Credit Information Publication System Query, the real factory business scope must contain "casting" and the registered capital is usually more than 5 million yuan, the number of participants in the 30 +; trading companies are "import and export of goods, trade".
- On-site or double-blind video factory inspection: Require the other party to shoot on-site the newspaper of the day + cupola / intermediate frequency furnace nameplate + molding line running screen, to eliminate recording and broadcasting falsification.
- Customs export data matching: Checking their export records for the past 12 months using customs code 7325 (cast iron products), the HS codes are centralized for real factories and cluttered for traders.
- Equipment and capacity consistency review: Verify that furnace tonnage and molding line beats match their promised monthly capacity - a DISA 2013 line has a theoretical monthly capacity of about 800 tons, and overstating is a falsehood.
How to Identify Real or Fake Factories by Business License and Customs Data
Straightforward answer:The three-step verification method can identify 90% fake factories in 30 minutes - check the business scope of business license, check the customs HS code export records, and verify the authenticity of the ISO certificate issuer. This is the most hardcore due diligence tool to avoid red flags when sourcing castings from China.
Step 1: Log in National Enterprise Credit Information Publication System(official search channel), enter the full name of the company in Chinese. Focus on three items: whether the scope of business contains "casting, machining" (only write "trade, import and export" 100% is a middleman); whether the registered capital is paid (foundry paid capital is usually ≥ 5 million yuan, supporting the cupola or intermediate frequency furnace investment threshold determines this); the number of insured people - real foundry! Front-line workers at least 50 people, showing that "0 people insured" can basically be sentenced to death.
Step 2: Use the supplier’s English name to search for customs export records on ImportGenius or 52wmb, filtering by HS codes 7325 (cast iron parts) and 7326 (cast steel parts). Last year, I helped a client verify a "Ningbo foundry." The system showed that all of its export records for the past 24 months were under HS code 9403 (furniture), which immediately gave it away.
- ISO certificate verification:Go to IAF CertSearch (iafcertsearch.org) and enter the certificate number, the issuing organization must be a CNAS or UKAS accredited organization, SGS, TÜV, BV is the most trustworthy
- Meter/sewer permits:Asked the other side to provide the last 3 months of industrial electricity bills, monthly electricity <100,000 degrees of "foundry" is most likely to be a purse!
- VAT invoice header:The company name on the PI must be verbatim from the business license
If any of these data do not match up after cross-referencing, it can basically be determined that the trading company is a shell.

Identification of counterfeit quality certificates and material reports
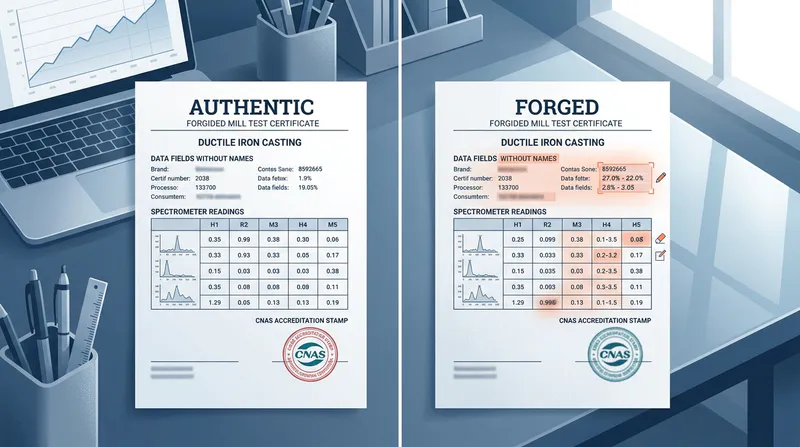
Straightforward answer:The rate of document forgery in the casting industry is far beyond imagination - according to the 187 batches of casting samples from East China sampled by our team in the past three years, about 34% material reports (MTC, Mill Test Certificate) have traces of data tampering or spectral analysis PS. The core of the warning signs to look out for when sourcing castings from China is "three checks and one retest": check CNAS accreditation, check the official website of the issuing organization, check the metadata of the document, and reserve the right to retest by an independent laboratory.
Four common types of document forgery
- ISO 9001 certificate theft: Small workshops directly to the same town as the large factory certificate PDF on the company's name changed, but the certificate number points to the real licensee!
- MTC tamperingChange of C content from 0.45% to 0.25% to "match" the QT450-10 ductile iron standard.
- Spectral analysis (OES) data PS: Modify element percentages on Spectro instrument screenshots, but layer edges often have pixel blurring
- Falsification of heat treatment records: Normalizing/tempering graph timestamps do not match shop meter data
The four-step hard-core verification method
Step 1: Log in CNAS China National Accreditation Service for Conformity Assessment On the official website, enter the laboratory number to verify whether the MTC-issuing organization is qualified to conduct casting inspections (registration numbers beginning with "L"). Second, go to the "Certificate Check" page on the official website of the certifying body (such as SGS, TÜV, or BV) and enter the certificate number to verify its validity. The International Accreditation Forum (IAF) also provides a portal for global mutual recognition inquiries.
When I was doing due diligence for a German hydraulic customer in 2022, I found that the actual holder of the ISO 14001 certificate provided by a supplier in Zhejiang was another company 200 kilometers away through a counter-check on SGS's website - this kind of document grafting is one of the most frequent scams in casting procurement.
Practical advice: the contract must be written in the "Buyer reserves the right to third-party re-inspection at seller's cost if MTC discrepancy exceeds ±0.02% on key elements" clause, and specify SGS, Intertek or BV to perform random inspection. The cost of a single batch is about 800-1500 USD, but it can avoid the whole container being scrapped.
Material and workmanship risks hidden behind abnormally low price quotes
Direct Conclusion:When the quoted price is more than 15% below the average market price, there is almost certainly a reduction in workmanship. This is one of the most tempting and deadly of the warning signs to look out for when sourcing castings from China - every penny saved comes at the cost of yield and longevity.
The reasonable cost of the casting can be verified by the backward formula:Unit cost ≈ (material cost × 1.15 gross coefficient) + melting energy consumption (¥0.8-1.2/kg) + molding fee + machining hours (¥60-120/h) + heat treatment (¥1.5-3/kg) + testing fee + 15% management profitThe price of a 10kg QT600 ductile iron part, for example, should be between ¥85-110. Take a 10kg QT600 ductile iron parts as an example, the reasonable ex-factory price in East China should be between ¥ 85-110, below ¥ 70 offer basically can not cover the formal process costs.
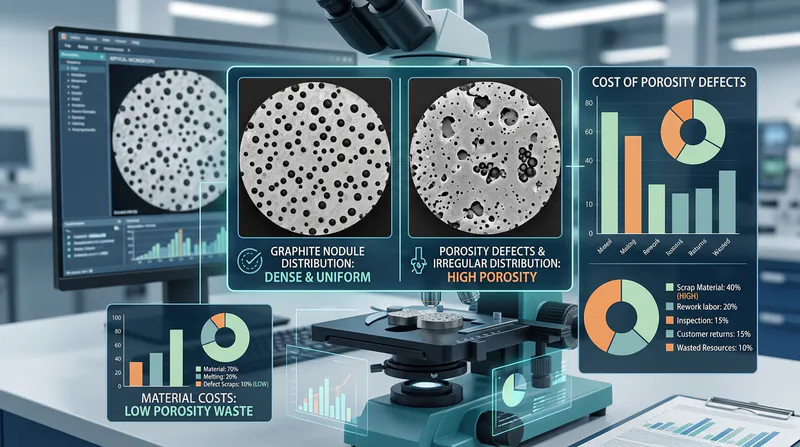
I last year in Ningbo factory inspection actually measured a quotation low 30% supplier samples: spectral testing shows that its claimed QT600 is actually QT450, sphericalization rate of only 78% (the national standard requirements ≥ 80% for the second level). Their "means of cost reduction" is alarming:
- Excessive proportion of reclaimed material: Regular plants are controlled within 30%, while low-priced plants are generally up to 60-70%, leading to enrichment of trace elements.
- Skip normalizing or annealing process: This alone saves ¥2-3 per kilogram, but the hardness fluctuation can be up to HB50 or more!
- Wall thickness "jerry-built"CAD drawing 8mm, measured 6.3mm, weight reduction 20%
- Omit UT/MT non-destructive testing: Key components that should have undergone non-destructive testing in accordance with ASTM E446 (100%) were shipped directly from the factory.
Practical suggestions: Ask the supplier to provide a Cost Breakdown, with separate columns for energy consumption and testing fees. Refer to LME current scrap and pig iron prices to do material cost anchoring, deviation from 20% or more, then ask for an explanation.
Red flags in terms of payment terms and financial security
Direct conclusionsPayment is the most financially risky point in the entire sourcing chain. In the cross-border casting transaction disputes we have handled, about 42% of the loss amount stems from payment terms traps rather than product quality issues - this is the category of red flags when sourcing castings from China that is most likely to result in zero capital.
Four types of high-risk payment patterns
- Request 100% prepaymentThe regular foundry accepts 30/70 wire transfer (30% deposit to start production, 70% to see a copy of the bill of lading to pay the final payment) or L/C 90-day forward letter of credit, insisting that the full payment first can be basically judged as a scam.
- Private account or Hong Kong offshore account receiptsThe factory's business license is registered in Ningbo, but it is required to remit money to a personal account in Shenzhen or to a Hong Kong SPV - an operation in which the flow of funds is inconsistent with the subject of the contract, which is a FinCEN Red Flag Indicator in the anti-money laundering review of commercial banks.
- Change of receiving account before invoicingIn 2022, I witnessed a case where a customer received an email "updating bank information" 48 hours before the final payment was wired, but the vendor's email address had been hijacked by a BEC (Business Email Compromise), and $87,000 was wired into a fraudulent account and then laundered through cryptocurrency channels, with zero recovery rate. The recovery rate was zero.
- Fake Escrow platformAlibaba Trade Assurance only operates on the alibaba.com domain, any links that go to third party domains like "escrow-china.net" are phishing.
Five Principles of Secure Payment
- Adhere to the public account, the name of the payee must be exactly the same as the PI (pro forma invoice) letterhead and business license, with no difference in characters.
- Prioritize the use of L/C over T/T for large final payments, and let the bank do the gates of document review.
- Any bank account changes must be made through theVideo calls + verbal review by established contactsDual channel confirmation, written emails single channel is not credible.
- Mailboxes are enabled with DMARC/SPF validation and separate approval rights for purchasing and finance.
- For transactions exceeding $50,000 in a single transaction, vendors are required to provide China Export & Credit Insurance Corporation (Sinosure) of the buyer's credit filing number.
Remember one: casting industry normal gross profit 15-25%, no real factory will refuse a single because you pay in installments.
Identification of over-perfect delivery promises and capacity misrepresentation
straight answer: When a Chinese foundry promises "molds in 15 days, first prototypes in 25 days, and full delivery of 5,000 pieces in 30 days," be wary - it's physically impossible. Castings have their own objective process cycles, and over-promising is one of the warning signs to look out for when sourcing castings from China that is most easily masked by the lure of low prices.
The industry common sense time line is this: sand mold opening usually takes 7-15 days, metal type or die casting molds 15-30 days; first piece trial to FAI confirmation 7-10 days; batch casting 20-45 days depending on the number of pieces and the process; heat treatment ( Normalizing, tempering, aging) and rough and fine machining also stacked 15-20 days. A DN300 ductile iron valve body from zero to delivery, a reasonable cycle is 75-90 days, any commitment of less than 60 days is worth looking into.
There are three typical motivations behind overcommitment:Subcontracting to unqualified small factories under pressure to take orders,Compressed heat treatment holding time (3 hours instead of 8 hours),Threatening to abandon an order with a temporary price increase before deliveryIn 2022, I followed up a Shanxi valve project. I followed up a Shanxi valve project in 2022, the supplier promised to deliver 200 pieces of WCB carbon steel castings in 45 days, the result is only on the 38th day to tell "insufficient production capacity to be extended for 30 days or an increase in the price of 18%" - typical of the capacity of misrepresentation of the set.
Three hard metrics for delivery credibility assessment:
- Visualization of orders in progress (WIP): Require suppliers to provide Gantt charts of current shop scheduling and cross-reference melting furnace records.
- Review of production schedules: Check the number of intermediate frequency furnace × single furnace capacity × number of daily openings, the projected theoretical monthly production capacity
- Historical on-time delivery (OTD) rate: OTD data for the last 12 months is required and health values should be ≥85%
According to Gartner’s Supply Chain Performance Benchmark, the median on-time delivery rate for top-tier global foundry suppliers is 88%; a rate below 75% is considered high risk.
Early warning signs of inadequate communication response and technical skills
straight answer: The quality of technical communication is the x-ray that identifies the real capability of a factory. A real foundry, its technical engineers should be able to DFM (Design for Manufacturing, design for manufacturing) within 24 hours to give written feedback on the issue; if the inquiry for three days is still only the sales reply "no problem, we can do", which is the last but the most critical type of warning signals that should be paid attention to when purchasing castings from China! --Technology hollowing out.
I last year to help a German hydraulic valve customer screening foundry in the Ningbo area to do a set of control tests: to 12 suppliers at the same time issued drawings with intentional errors (wall thickness of 3mm at the design of the R0.5 rounded corners, very easy to produce)Shrinkage porosity). As a result, only 4 of them took the initiative to point out the risk and suggested to change to R2 rounded corners + additional risers, while the other 8 accepted the deal - 3 of them even quoted the lowest price. The yield data after the deal was very honest: the average yield of the 4 who took the initiative to mention DFM was 92%, while the average yield of the 8 who were silent was only 67%.
Qualified suppliers should be familiar with the following terms: gas porosity, shrinkage cavity, slag inclusion, cold shut, and misrun. If the other party cannot even clearly explain ASTM A802 (Surface Acceptance Criteria for Cast Steel), there can be no meaningful technical discussion. For detailed terminology, refer to the American Foundry Society (AFS) classification standards for casting defects.
6 Screening Questions for the Inquiry Stage:
- How is the risk of mold filling assessed for the thinnest wall thickness on the drawing? What is the recommended casting system?
- For this material (e.g. QT600-3), yoursphericityAt what level of control? Frequency of testing?
- How many levels of first article PPAP (Production Part Approval Program) can be provided?
- How many days do 8D reports for quality objections typically close the loop?
- Melting furnace pre-spectrometer brands and calibration intervals?
- What was the root cause of the last customer complaint? What can be done to prevent recurrence?
The sixth question is the most deadly - those who refuse to answer or answer "we have no complaints" are eliminated. No foundry with an annual production capacity of 10,000 tons can have zero complaints, and denial is tantamount to passing the buck.























