
Глубокий анализ всего процесса сварки трением
Дата публикации:2025-03-08 Категория:общественная информация Просмотры:10481
Каталог статей
Определение сварки трением
Сварка трением - это использование относительного фрикционного движения сварного изделия для достижения тепла, генерируемого относительным трением материала, для достижения надежного соединения методом сварки под давлением. Процесс сварки происходит под действием давления, относительное движение свариваемого материала между трением, так что интерфейс и его близлежащие температура повышается и достигает термопластичного состояния, с ролью верхней силы ковки межфазной окислительной пленки сломан, материал подвергается пластической деформации и течения, через интерфейс элементов диффузии и рекристаллизации металлургической реакции и формирования соединений.
Принцип сварки трением
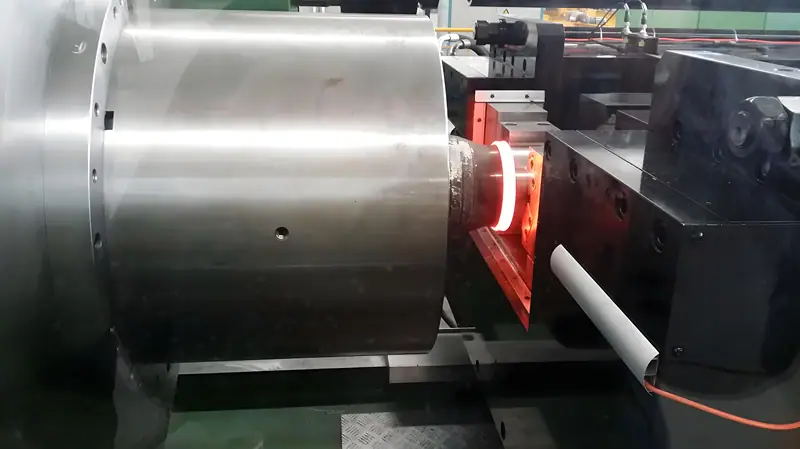
Две металлические заготовки круглого сечения зажимаются перед сваркой трением в патроне, который может вращаться, и патроне, который может перемещаться вперед и находится под давлением. В начале сварки заготовка 1 вращается с высокой скоростью, заготовка 2 перемещается в направлении заготовки 1 и контактирует с ней, и прикладывается достаточно большое давление трения для начала процесса нагрева трением. После трения в течение определенного времени температура металла соединения достигает температуры сварки, останавливается вращение заготовки 1, и в то же время заготовка 2 быстро перемещается для приложения давления верхней ковки, так что она производит деформацию верхней ковки, и завершается сварка.
Классификация сварки трением
Существует множество методов сварки трением, которые обычно классифицируются в зависимости от относительного движения сварного соединения и характеристик процесса, основные методы включают:
- Сварка трением с непрерывным приводом
- Сварка трением с фазовым управлением
- инерционная сварка трением
- сварка трением с перемешиванием
- Встроенная сварка трением
- Сварка трением третьего корпуса
- Фрикционная облицовка
Непрерывная сварка трением
Под действием давления трения свариваемые поверхности соприкасаются друг с другом, происходит трение за счет относительного движения, таким образом, механическая энергия преобразуется в тепловую, фрикционное тепло используется для удаления окислов на границах раздела, и под действием силы верхней ковки образуется надежное соединение. Это распространенный тип сварки трением, в процессе сварки заготовка непрерывно приводится в движение двигателем шпинделя, вращаясь с постоянной скоростью, пока не достигнет заданного времени трения или деформации трения, заготовка немедленно прекращает вращение и верхняя ковка сварки.
инерционная сварка трением
Вращающийся конец заготовки зажимается в маховике, и процесс сварки начинается с разгона маховика и вращающегося конца заготовки до определенной скорости вращения, затем маховик отсоединяется от главного двигателя, и движущийся конец заготовки перемещается вперед для начала фрикционного нагрева. Маховик тормозится моментом трения, скорость постепенно снижается, и процесс сварки заканчивается, когда скорость равна нулю.
фазовая сварка трением
В основном используется для требований относительного положения заготовки, таких как шестиугольная сталь, восьмиугольная сталь, автомобильные джойстики и т.д., требует, чтобы зубцы были выровнены после сварки, направление вправо или фазу для удовлетворения требований. Основными методами являются:
- Механическая синхронизированная фазовая сварка трением
- Штифтовое соединение Сварка трением
- Синхронизированная приводная сварка трением
Радиальная сварка трением
Свариваемая труба имеет фаску, внутри нее находится оправка, оснащенная вращающимся кольцом со скошенной поверхностью, которое вращается и оказывает радиальное давление трения на две трубы во время сварки, а верхнее давление ковки прикладывается в конце нагрева трением.
Фрикционная облицовка
Круглый пруток из плакированного металла вращается с высокой скоростью и оказывает фрикционное давление на основной металл. Благодаря большому объему основного металла, его теплопроводность хорошая, а скорость охлаждения быстрая. Таким образом, поверхность трения от поверхности раздела плакированного металла и основного металла переходит на сторону плакированного металла. В то же время наплавленный металл конденсируется и переходит в основной металл, образуя наплавленную сварную плоть. Когда основной металл вращается или перемещается относительно прутка плакирующего металла, на основном металле образуется наплавочный шов.
линейная сварка трением
Две свариваемые заготовки одна неподвижна, другая с определенной скоростью совершает возвратно-поступательное движение, или две заготовки совершают относительное возвратно-поступательное движение, под действием давления двух заготовок на границе трения выделяется тепло, благодаря чему достигается сварка.
сварка трением с перемешиванием
Будет термостойкий твердый материал, изготовленный из определенной формы, перемешивающая игла вращается вглубь двух свариваемых материалов, соединенных с краем перемешивающей головки для регулировки вращения двух свариваемых материалов, соединенных с краем большим количеством тепла трения, которое в связи с пластическим размягчением металла, полученного в соединении зоны, пластическое размягчение зоны в перемешивающей головке под действием перемешивания, выдавливание, и с перемешивающей головкой вращающейся вдоль сварного шва обратный поток, формирование пластического потока металла, и перемешивающая головка от процесса охлаждения и экструзии и формирования твердой фазы сварных соединений. Пластичная размягченная зона перемешивается и сдавливается под действием перемешивающей головки, и течет назад вдоль сварного шва с вращением перемешивающей головки, образуя пластичный металлический поток, а в процессе охлаждения после отхода перемешивающей головки она сдавливается с образованием твердофазного сварного соединения.
Орбитальная сварка трением
Орбитальная сварка трением - это недавно разработанный метод сварки, который в основном используется для сварки заготовок некруглого сечения. Линейная орбитальная сварка трением заготовки вдоль прямой дорожки, с определенной амплитудой и частотой, чтобы обеспечить скорость вибрации, чтобы достичь требуемого значения, так что сварочная поверхность сделать относительное повторное трение вибрации. Круговая орбита фрикционной сварки заготовки каждой массы с тем же радиусом и скоростью, вдоль круговой орбиты, чтобы сделать сварочной поверхности сделать относительное движение трения. Когда соединение нагревается до температуры сварки, движение трения заготовок прекращается и выполняется сварка сверху.
Процесс сварки трением
Характеристики процесса
vantage:
- Короткое время сварки и высокая производительность.
- Малые сварочные искажения, высокая точность размеров после сварки.
- Высокая степень механизации и автоматизации, стабильное качество сварки.
- Он подходит для сварки всех видов разнородных материалов, может сваривать алюминий-сталь, алюминий-медь, титан-медь, интерметаллические соединения-сталь и т.д., которые не могут быть сварены при обычном плавлении.
- Возможна сварка стержней и труб одинакового и разного диаметра.
- Сварка не производит дыма, света дуги и вредных газов и не загрязняет окружающую среду.
Недостатки.
1. сварка некруглого сечения сложнее, а необходимое оборудование сложнее; также сложнее сваривать дискообразные тонкие детали и тонкостенные трубные фитинги, так как их нелегко зажать.
2. сложно реализовать сварку трением для компонентов, форма и положение которых уже определены.
3. швы подвержены фреттингу и должны быть обработаны после сварки.
4. на зажимной части легко образуются царапины или следы от зажима
Процесс сварки трением
Сварка трением - это высокоэффективная технология соединения в твердом состоянии, которая основана на металлургическом соединении материалов с помощью тепла трения и механических сил. Процесс начинается с точной фиксации заготовки - обычно одна ее сторона надежно удерживается в приспособлении, а другая подключается к вращающемуся приводу, чтобы обеспечить чистоту и плоскостность контактных поверхностей. При включении станка вращающаяся заготовка входит в тесный контакт с неподвижной деталью под осевым давлением, и высокоскоростное трение мгновенно создает высокую температуру на границе раздела, которая быстро проникает в материал и доводит его до пластичного состояния. В ходе этого процесса трение не только разрушает оксидный слой на поверхности, но и заставляет металлическую решетку подвергаться динамической рекристаллизации, образуя текучий размягченный слой. Когда температура накапливается до критической точки, оборудование решительно прекращает вращение, а затем прикладывает большее давление верхней части поковки, в это время размягченный материал как будто выковывается методом экструзионной плавки, микроскопический уровень атомной диффузии и миграция границ зерен полностью устраняют дефекты поверхности шва, образуя плотные и безупречные сварные соединения. После охлаждения и придания формы сварное соединение практически не подвергается деформации, а его прочность может даже превышать прочность основного материала.
Общее оборудование для сварки трением

Обычное оборудование для сварки трением
Традиционное оборудование для сварки трением прочно соединено с высокоточным механизмом управления давлением через механическую систему привода, ядро которой состоит из силового модуля шпинделя, гидравлического устройства давления и интеллектуальной системы управления. Оборудование имеет модульную конструкцию, которая может быть гибко адаптирована к требованиям зажима валов, труб и фасонных заготовок, обеспечивая эффективную сварку ключевых компонентов двигателя в автомобильной промышленности, а также полагаясь на систему мониторинга в реальном времени для надежного соединения высокопрочных сплавов в военной области. По сравнению с традиционным процессом сварки, оборудование имеет значительные преимущества в контроле энергопотребления и качества соединения, с технологией слияния нескольких датчиков, может удовлетворить аэрокосмическую, железнодорожную и другие отрасли промышленности по жестким требованиям к точности сварки, стать основным оборудованием для массового промышленного производства.
Оборудование для сварки трением
Оборудование для сварки трением (FSW) - это передовое сварочное оборудование, разработанное на основе принципа соединения в твердом состоянии, и его основная инновация заключается в использовании специальной перемешивающей головки для достижения пластического течения и металлургического сцепления материалов. Оборудование состоит из корпуса высокой жесткости, системы привода вращения, прецизионного модуля контроля температуры и трехмерного блока определения положения силы. Благодаря синергетическому действию перемешивающей иглы и плеча, бесшовное соединение алюминиевых сплавов, магниевых сплавов и других материалов с высокой температурой плавления может быть выполнено без необходимости плавления. По сравнению с традиционной сваркой трением, эта технология значительно улучшает качество сварки тонких листов, реализует интегрированную формовку кожа-каркас в аэрокосмической области и широко используется при производстве лотков для батарей новых энергетических транспортных средств, а прочность сварного шва может достигать более 95% основного материала. Новейшее оборудование включает в себя систему технического зрения и адаптивные алгоритмы управления, которые позволяют динамически регулировать параметры сварки и успешно преодолевать узкие места в технологии соединения разнородных материалов (например, алюминий/медь, алюминий/сталь).























