
Распространенные дефекты и профилактические меры при гравитационном литье алюминиевых сплавов
Дата публикации:2025-01-21 Категория:общественная информация Просмотры:10543
Каталог статей
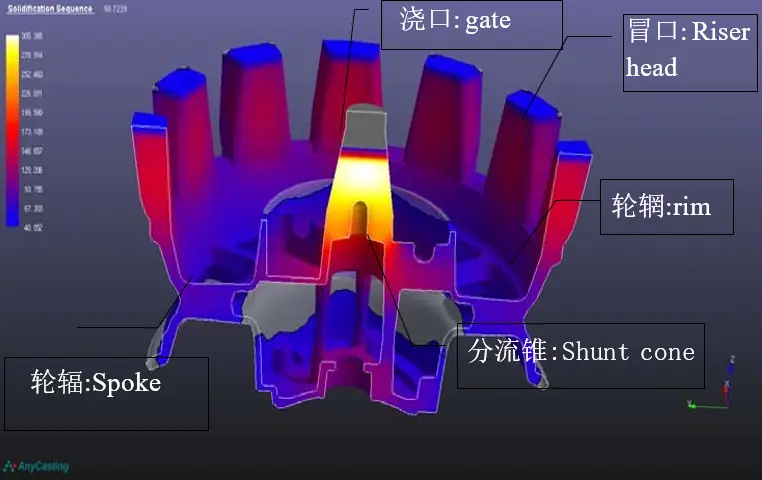
Гравитационное литье находится в процессе литья, первое затвердевание металлической жидкости из-за теплового расширения и сжатия объема, необходимо полагаться на верхнюю часть затвердевшей металлической жидкости тяжести, чтобы дополнить, чтобы завершить эффект усадки. Гравитационное литье режим затвердевания для порядка затвердевания, является вся часть в затвердевании затвердевания в соответствии с определенной последовательностью последовательного затвердевания, относительно задней позиции затвердевания может быть дополнительной усадки относительной передней позиции затвердевания, так что окончательные дефекты литья сосредоточены в последних частей охлаждения (стояки, литники позиции), чтобы получить квалифицированные отливки производства. Последовательность затвердевания отливок ступицы из алюминиевого сплава методом гравитационного литья:
Обод - Спица - Центральная втулка (со скошенным краем) - Разделительный конус - Шпилька (стояк)
Параметры проектирования процесса литья включают в себя припуски на механическую обработку, технологические припуски (стояки и т.д. для восполнения усадки), усадку металла (коэффициент усадки) и вытягивание наклона формы, систему охлаждения (для обеспечения последовательного затвердевания отливки) и так далее.
Когда последовательность затвердевания отливок или параметры технологического процесса не соответствуют требованиям к продукции, возникают дефекты литья, распространенные дефекты литья алюминиевых сплавов и меры по их предотвращению:

1. подкаст .
Характеристика: В процессе формирования отливки некоторые части заполняются не полностью.
Причины образования:
a. Текучесть алюминиевой жидкости невелика, высокое содержание газа в жидкости, больше оксида кожи;
b. Плохая система литья, внутреннее сечение затвора слишком мало;
c. Плохие условия выхлопа формы, плохой выхлоп, слишком много краски, температура формы слишком высока, что приводит к высокому давлению воздуха в полости и не может быть выгружено плавно.
Профилактические меры: 1, улучшить текучесть алюминиевой жидкости, особенно рафинирование и шлакообразование, соответствующим образом повысить температуру формы или температуру литья (увеличить скорость литья, отрегулировать припуск на толщину стенки, открыть канал вспомогательного прутка); 2, увеличить площадь поперечного сечения внутреннего затвора; 3, улучшить условия выхлопа, в соответствии с явлением дефекта в сочетании с фактической ситуацией формы, увеличить переливную канавку и линию выхлопа, глубокие вогнутые полости для добавления выхлопных пробок, повторное распыление краски, так что краска тонкая и равномерная, и подождать, пока форма высохнет и закрыть производство. Дождитесь высыхания краски перед изготовлением формы.
2. треск
Характеристики: заготовка повреждена или сломана, раскрывается в длинные тонкие линии, неравномерное состояние, проникновение и непроникновение двух видов, под действием внешней силы наблюдается тенденция развития, холодные, горячие трещины, но разница: холодные трещины на металле не окисляются, горячие трещины на металле окисляются.

Причины образования:
a. Структура отливки нерациональна, сужение затруднено, угол закругления отливки мал;
b. Выталкивающий блок отклоняется и неравномерно загружен;
c. Слишком высокая или слишком низкая температура формы, серьезные деформации и трещины в процессе раскрытия формы;
d. Вредные элементы в сплаве превышают норму, и скорость удлинения снижается;
e. Плохая вентиляция;
Профилактические меры: 1, улучшить структуру отливки, уменьшить разницу толщины стенок формы, увеличить трещину части закругленного угла или радиус дуги; 2, исправить систему выталкивания формы и верхние и нижние штифты зажима формы, втулки, чтобы обеспечить плавный выброс; 3, отрегулировать температуру формы до нормальной температуры, чтобы устранить перевернутую форму и неравномерное явление, увеличить наклон захвата формы; 4, контролировать состав жидкого алюминия, в частности, состав опасных элементов; 5, обрезка выпускной системы формы, чтобы обеспечить плавный выброс этой части формы. 5, ремонт выхлопной системы пресс-формы, чтобы гарантировать, что эта часть формы выхлопа гладкая.
3. холодный барьер
Характеристика: Следы на стыке или круге потока жидкости, с закругленными краями их пересечений и тенденцией к продолжению развития под действием внешних сил.
Причины образования:
a. Плохая текучесть алюминиевой жидкости;
b. Плохое сплавление жидких нитей или слишком долгий процесс соединения;
c. Слишком низкая температура жидкости (формы) или недостаточная вентиляция;
Профилактические меры: 1, соответствующим образом увеличить температуру жидкого алюминия и температуру формы, проверить и отрегулировать состав жидкого алюминиевого сплава; 2, разумное расположение переливного канала, увеличить канал потока, сократить процесс, так что жидкий алюминий заполнен достаточно; 3, увеличить скорость литья или увеличить температуру формы, улучшить систему выхлопа формы.
4. (из напитков) игристое
Характеристика: Под кожей отливки образуются пузырьки за счет расширения собравшихся газов.
Причины образования:
a. Слишком высокая температура формы и слишком высокая температура алюминиевой жидкости;
b. Скорость заполнения слишком высока, и металлическая жидкость вовлекается в газ в процессе заполнения.
c. Краска залита газом, распылена слишком сильно, не испарилась перед заливкой, газ обволакивает поверхность отливки;
d. Плохая вентиляция;
e. Недостаточное время удержания и преждевременное раскрытие формы.
Профилактические меры: 1, изменить процесс охлаждения формы, охлаждая температуру формы до нормальной рабочей температуры; изменить процесс плавления, чтобы обеспечить нормальную температуру жидкого алюминия; 2, замедлить скорость заполнения, чтобы избежать вихревого пакета газа (может контролироваться плотностью экрана, толщиной экрана и т.д.); 3, выбор небольшого количества газа для покрытия, распыление тонкого и равномерного слоя краски, тщательно высушить и испарить после закрытия формы; 4, изменить время выхода из формы, чтобы обеспечить полное застывание.
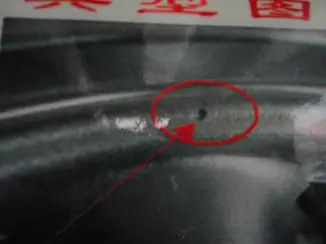
5. Воздушные отверстия (газовые и шлаковые отверстия)
Характеристика: Отверстия правильной формы с гладкой поверхностью, образованные газами, участвующими во внутреннем процессе литья.
Причины образования:
a. Алюминиевая жидкость попадает в полость, происходит положительный удар, что приводит к образованию вихря; b. Скорость зарядки слишком высока, что приводит к застою потока;
c. Плохая вытяжка; d. Слишком глубокое расположение полости формы; e. Слишком много краски, которая не полностью высохла и испарилась перед заполнением;
f. Плохое рафинирование алюминиевой жидкости, неполное шлакование;
h. В полости есть мусор, а фильтр не соответствует требованиям или неправильно установлен; i. Припуск на обработку слишком велик.
Профилактические меры: 1, использование способствующих выделению газа в полости формы инфузии, чтобы избежать алюминиевой жидкости, сначала закрытой на поверхности разбора системы перелива; 2, чтобы уменьшить скорость заполнения жидкого алюминия (увеличение плотности экрана и другие способы); 3, в конечной части заполнения полости, чтобы открыть переливной паз и выпускной канал, и чтобы избежать закрытия жидкого алюминия; 4, установка глубокой полости выпускных пробок и использование мозаичной структуры для увеличения выхлопа; 5, использование ветрового оружия для очистки полости, и чтобы повторно Распыление краски, чтобы убедиться, что количество краски тонкой и равномерной; 6, жидкий металл в дополнение к газу, немедленно шлака, заливки, не оставаться слишком долго, чтобы предотвратить повторное поглощение газа, кроме того, сплавы, содержащие алюминий, насколько это возможно, не использовать печь плавления питания; 7, для удовлетворения потребностей случае разумной корректировки продукта обработки пособия.
6. Усадка
Характеристика: Отверстия неправильной формы с шероховатой поверхностью, вызванные недостаточной внутренней компенсацией при конденсации литья.

Причины образования:
a. Слишком высокая температура алюминиевой жидкости;
b. Неравномерная толщина стенок литейной конструкции, приводящая к образованию горячих швов;
c. Меньшие внутренние ворота;
d. Высокая локальная температура формы.
Профилактические меры: 1, в случае выполнения требований к заливке, снизить температуру алюминиевой жидкости; 2, улучшить структуру литья, устранить скопление металлических частей, медленный переход; если вы не можете изменить структуру литья, местное воздействие усадки "холодных швов" частей, может быть за периметром сверления и фрезерования щелей, а затем заполнены адиабатическими материалами для повышения термического сопротивления, может быть скорректирована Разумное температурное поле; 3, местный горячий узел должен быть принят для принудительного охлаждения (может использоваться локально инкрустированная медь и другие способы), чтобы настроить разумный градиент температуры усадки; 4, увеличить темные стояки, чтобы облегчить давление для лучшей передачи; 5, отрегулировать толщину покрытия формы, контролировать местную температуру формы.
7. декоративный дизайн
Характеристики: на поверхности отливки имеются гладкие прожилки, видимые невооруженным глазом, но не ощущаемые рукой, цвет отличается от обычного зерна основного металла, слегка затертого наждачной бумагой, что не.
Причины образования:
a. Слишком быстрая зарядка;
b. Слишком большое и неравномерное количество краски;
Профилактические меры: 1. Снизить скорость заполнения; 2. Тонко и равномерно наносить краску, следуя принципу тонкой середины и толстого края;

8. деформация
Характеристика: геометрия отливки не соответствует проектным требованиям по общей деформации.
Причины образования:
a. Плохая конструкция отливки, вызывающая неравномерную усадку;
b. Слишком раннее открытие формы, отливка получается недостаточно прочной;
c, наклон формы для резца слишком мал, трудно освободить форму;
d. Снятие и размещение отливок, неправильная эксплуатация;
e. Слишком быстрое охлаждение отливки приводит к деформации.
Профилактические меры: 1, улучшить структуру отливки, чтобы толщина стенки была равномерной; 2, определить лучшее время для открытия формы, увеличить жесткость отливки; 3, увеличить наклон формы для подбора отливки; 4, подобрать и разместить отливку, она должна быть легкой, чтобы взять легкую, чтобы положить; 5, после открытия формы, отливка должна быть помещена в воздух для медленного охлаждения.
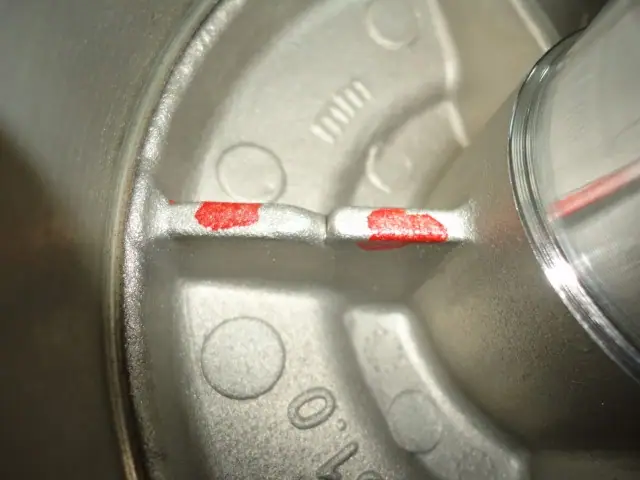
9. Усадка
Характеристика: Усадка отливок из алюминиевых сплавов обычно происходит вблизи внутреннего литника, толстой части корня стояка, стенки обода, толстой и тонкой передаточных частей спиц, а также тонкостенных деталей с большими плоскостями. При необработанной литейной заготовке излом имеет серый цвет, а после термообработки - серый и светло-желтый или серо-черный. При рентгенографии на рентгеновской пленке наблюдается помутнение, а серьезные изломы имеют вид шелковой сетки, а на обработанных деталях после механической обработки образуются мелкие и рассеянные точечные отверстия. Усадка отливок может быть обнаружена с помощью рентгена, излома и других методов контроля.
Причины образования:
a. Плохая усадка стояка; b. Слишком много газа в шихте; c. Высокая температура вблизи внутреннего литника; d. Слишком много влаги в песчаной форме, и песчаный сердечник не высушен;
e. Неправильное распыление покрытий формы; f. Неправильное время заполнения отливок в процессе литья; h. Слишком высокая температура алюминиевой жидкости и слишком высокая скорость заливки.
Профилактические меры:
1、Дополнение алюминиевой жидкости из стояка части, улучшить дизайн ворот; 2、Алюминиевая жидкость шлака, дегазации лечение должно быть достаточным и тщательным; 3、Спицевой усадки частей установить систему охлаждения или поставить охлаждение кольцо блок (например, формы вкладки медь блок и т.д.) и другие формы снижения температуры формы вблизи внутреннего литника; 4、Контроль влажности песка, чтобы обеспечить, что песок ядро выпечки и сушки; 5、Выбрать правильные покрытия, сформулировать соответствующие краски смешивания нерационально, и изменить распыление покрытия Выбрать правильное покрытие, сделать соответствующую смесь покрытия нерационально, изменить метод распыления покрытия (чем ближе ворота, тем тоньше покрытие), и обеспечить профессиональную подготовку соответствующего персонала; 6, изменить литье в литье времени заполнения, и настроить параметры процесса; 7, мониторинг в реальном времени температуры жидкого алюминия, и контролировать скорость заливки (увеличить экран или изменить форму экрана и другие способы).
10. Неправильное моделирование:
Характеристика: Одна часть отливки смещена относительно другой части на поверхности раздела, и возникает относительное смещение.

Причины образования:
a. Смещение вставок формы (например, четыре ползуна не зафиксированы на месте);
b. Износ направляющих частей пресс-формы (износ зажимных штифтов и втулок);
c. Низкая точность изготовления и сборки пресс-форм.
Профилактические меры: 1, регулировка блока, который должен быть затянут; 2, замена направляющих частей; 3, исправление формы для устранения ошибок.
Выбор правильного поставщика услуг гравитационного литья под давлением
Гравитационное литье - это простой и эффективный процесс литья металлов, но он все же требует определенных знаний и опыта. Более высокая точность и качество могут быть достигнуты при специализации на методах гравитационного литья. Поэтому разумнее выбрать профессионального поставщика услуг, такого как Ningbo Hersin, для аутсорсинга ваших потребностей в литье.
В компании Ningbo Hexin наша команда инженеров имеет многолетний опыт работы в области гравитационного литья и может посоветовать вам наиболее подходящий процесс литья для вашего проекта. Как компания, сертифицированная по стандарту ISO 9001:2015, мы оснащены самым современным литейным оборудованием для обеспечения производства высококачественных деталей. Загрузив файлы вашего проекта через нашу онлайн-платформу, вы получите точное предложение и технический анализ в течение 12 часов, что поможет вам завершить проект более эффективно.
Часто задаваемые вопросы и ответы
Причины возникновения дефектов пористости?
Плохое удаление воздуха, некачественная очистка алюминиевой жидкости или слишком высокая скорость заливки приводят к тому, что.
Литье из алюминиевого сплава - причина появления рисунка?
Узоры обычно возникают из-за слишком высокой скорости заправки или неравномерного распыления краски.
Причины появления трещин в отливках из алюминиевых сплавов?
Трещины обычно возникают из-за нерационального проектирования конструкции отливки, неправильной температуры формы или избытка вредных элементов в алюминиевой жидкости.
Как избежать недолива при гравитационном литье алюминия?
Улучшение текучести алюминиевого раствора (повышение температуры алюминиевой воды, добавление специальных элементов), увеличение сечения внутреннего затвора и улучшение условий вентиляции формы (увеличение заглушек для вентиляции)























