
Процесс сварки алюминия TIG и MIG: сравнение технологий, особенности работы и применение в промышленности
Дата публикации:2025-05-17 Категория:общественная информация Просмотры:11671
Каталог статей
Проблемы и важность сварки алюминия
Алюминиевые сплавы широко используются в автомобильной, аэрокосмической и судостроительной промышленности благодаря небольшому весу, высокой прочности и коррозионной стойкости. Однако его высокая теплопроводность, легкость окисления и чувствительность к термическим трещинам ставят процесс сварки перед серьезными проблемами. Например, при изготовлении лотков для аккумуляторов новых энергетических транспортных средств сварной шов должен быть одновременно высокопрочным и газонепроницаемым, что трудно обеспечить традиционными методами, и технологии сварки TIG и MIG обеспечивают эффективное решение этой проблемы.
Характеристики алюминия:
небольшая плотность:: Алюминиевые сплавы имеют меньшую плотность, чем сталь и медь, - около 2,7 г/см3, поэтому изделия из алюминиевых сплавов легче, чем стальные изделия того же объема.
высокая прочность: Алюминиевые сплавы обладают высокой прочностью и твердостью, которые можно значительно повысить с помощью термической обработки.
Хорошая проводимость: Алюминиевые сплавы обладают лучшей электропроводностью, чем чистая медь и сталь, и могут использоваться для изготовления проводящих материалов, таких как провода и кабели.
Хорошая коррозионная стойкость: На поверхности алюминиевого сплава легко образуется плотная оксидная пленка с хорошей коррозионной стойкостью.
Технология сварки TIG в деталях
Принцип процесса и конфигурация оборудования
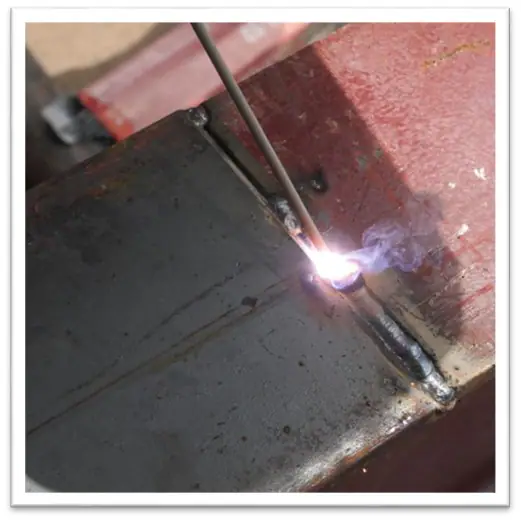
TIG-сварка (сварка вольфрамовым электродом в защитном газе) использует неплавящийся вольфрамовый электрод для формирования расплавленной ванны под защитой инертного газа (аргона или гелия). Сварочный аппарат AC TIG может эффективно удалять оксидную пленку (Al₂O₃) на поверхности алюминиевого сплава через катодный эффект дробления, который подходит для сварки алюминиевых сплавов серии 6 (например, 6061) и серии 5 (например, 5052).
Рабочие точки и настройки параметров (на примере алюминиевого сплава 6061)
- Предсварочная обработка::
- Очистка ацетоном для удаления масляных загрязнений, механическая шлифовка окислительного слоя проволочной щеткой из нержавеющей стали (запрещено использовать наждачную бумагу для предотвращения загрязнения углеродом).
- Параметры сварки::
- Ток: 80-200 А (импульсный режим переменного тока, базовый ток учитывается для 30%).
- Вольфрамовый электрод: цериевый вольфрамовый электрод (диаметр 2,4 мм, кончик заточен под углом конуса 30°).
- Защитный газ: аргон (чистота ≥99,99%), скорость потока 10-12 л/мин.
- Выбор присадочной проволоки: ER4043 (содержание кремния 5%, хорошая трещиностойкость) или ER5356 (содержание магния 5%, высокая прочность).
Сильные стороны и ограничения
- режущая кромка: Красивые сварные швы без брызг, подходят для тонких пластин (1-3 мм) и прецизионных компонентов (например, электронных радиаторов).
- ограничивать что-л. в установленных границах: Низкая скорость сварки (около 0,3 м/мин) и высокие трудозатраты.
Технология сварки MIG в деталях
Принцип процесса и выбор оборудования
MIG-сварка (сварка плавящимся электродом в среде защитного газа) использует механизм непрерывной подачи проволоки, который подходит для сварки листов средней толщины. Система подачи проволоки push-pull решает проблему плохой подачи проволоки, вызванную мягкостью проволоки из алюминиевых сплавов (например, ER5183). Газовая смесь (Ar+He) повышает стабильность дуги и уменьшает пористость.
Рабочие точки и настройки параметров (на примере алюминиевого сплава 5083)
- Предсварочная обработка::
- Толстые листы (>10 мм) необходимо предварительно нагреть до 80-120°C (чтобы снизить риск термического растрескивания).
- Форма скоса: V-образный скос (угол 60°-70°), тупой край 1-2 мм.
- Параметры сварки::
- Ток: 220-260A (двойной импульсный режим, низкочастотный импульс для уменьшения разбрызгивания).
- Напряжение: 24-26 В, скорость подачи проволоки 8 м/мин.
- Защитный газ: Ar (80%) + He (20%), скорость потока 18-20 л/мин.
Сильные стороны и ограничения
- режущая кромка: Высокая производительность (скорость до 1,2 м/мин), подходит для массового производства длинных сварных швов, таких как автомобильные шасси.
- ограничивать что-л. в установленных границах: Управление разбрызгиванием затруднено (необходимо оптимизировать параметры импульса), а первоначальные инвестиции в оборудование высоки (около 500 000 долларов США для роботизированной системы).
TIG и MIG: руководство по выбору процесса
| термин сравнения | Сварка TIG | MIG-сварка |
|---|---|---|
| Применяемая толщина | 1-6 мм (лист) | 3-25 мм (средние и толстые пластины) |
| Качество сварки | Высокая точность, отсутствие брызг | Высокая эффективность, контроль разбрызгивания |
| (производство, изготовление и т.д.) затраты | Затраты на оплату труда в процентах от 60% | Соотношение затрат на оборудование и расходные материалы 70% |
| типичное применение | Аэрокосмическая обшивка, электронные корпуса | Палубы судов, конструктивные элементы автомобилей |
Стандарты по предупреждению, контролю и проверке дефектов сварки
5.1 Решения для устранения распространенных дефектов
- воздушно-пузырьковая: Убедитесь в чистоте защитного газа (точка росы аргона ≤ -50°C) и тщательно очистите основной металл перед сваркой.
- термическая трещина: Выберите проволоку ER5356 с высоким содержанием Mg (Mg/Si>1,5) и контролируйте температуру межслойной обработки <100℃.
- неиспользованный: Увеличьте ток 10%-15% и уменьшите скорость сварки до 0,8 м/мин (MIG-сварка).
5.2 Методы обнаружения
- Визуальный контроль (VT): Обнаружение трещин и кромок на поверхности сварного шва в соответствии с ISO 10042.
- Рентгеновский контроль (RT): В соответствии с требованиями AWS D1.2, диаметр воздушных отверстий ≤ 1,5 мм является квалифицированным.
6. часто задаваемые вопросы (FAQ)
Q1: Можно ли использовать TIG-сварку для сварки алюминиевых сплавов на постоянном токе?
- НЕТ! TIG на постоянном токе не разрушит оксидную пленку, необходимо использовать переменный ток.
Q2:Как решить проблему большого количества брызг при сварке MIG?
- Перейдите в режим двойного импульса, уменьшите пиковый ток (например, с 300A до 260A) и увеличьте соотношение гелия до 30%.
Q3: Требуется ли термообработка после сварки?
- Алюминиевые сплавы серии 6 (такие как 6061) должны быть обработаны раствором после сварки (530 ℃ × 2 часа закалки в воде + 180 ℃ × 8 часов старения) для восстановления прочности.























