
Дефекты литья алюминия под давлением и их причины
Дата публикации:2024-12-10 Категория:общественная информация Просмотры:14291
Каталог статей
Три элемента литья под давлением
Машина для литья под давлением, сплав для литья под давлением и форма для литья под давлением - три основных элемента производства литья под давлением, один из которых не может отсутствовать.
Так называемый процесс литья под давлением - это три элемента, органично и комплексно сочетающиеся друг с другом, что позволяет стабильно ритмично и эффективно производить внешний вид, хорошее внутреннее качество, размеры в соответствии с чертежами или требованиями соглашения к отливкам.

Критерии для проверок компании
1. контролируемая информация: чертежи, листы контроля качества;
2, национальный стандарт, стандарт линии (стандарт литья под давлением JIS);
3. Выборочные лимиты клиентов
Части литья под давлением, которые подвержены изменениям размеров:
1、Слайдер
2、Корень
3、 Размер разделительной поверхности
4. верхняя планка (наиболее экономичный ориентир в компании, за исключением особых требований)
Внутренняя поверхность верхней планки может быть приподнята или утоплена в пределах 0,30 мм относительно корпуса отливки.
Верхняя планка внешней поверхности (полируемая часть) может быть приподнята в пределах 0,30 мм относительно тела отливки (неполируемая часть утоплена в пределах 0,30 мм).
Кромка уплотнительного паза и верхняя планка края детали могут быть подняты в пределах 0,30 мм относительно корпуса отливки.
Основные дефекты при литье под давлением
1, дефекты поверхности: система литья в воздушных отверстиях, шлаковые отверстия, трещины, рыхлость, холодная сегрегация, неправильный тип, прослойка, слишком большой фронт заготовки (вверх), пузыри, усадка, недоливка, углерод, прилипание к форме, деформации, разрушение, следы течения, питтинг, задиры, растрескивание
2、Внутренние дефекты: воздушные отверстия, усадочные отверстия, песчаные отверстия, недостаточное наполнение, утечка, механические свойства не соответствуют стандарту
3. размерные дефекты: деформация, чрезмерная усадка
4、Дефекты материала: твердые точки, экологические требования, химический состав не является квалифицированным
Классификация поверхностных дефектов литья под давлением
1、Внутренние дефекты: в том числе воздушные отверстия, усадочные отверстия, песчаные отверстия, неплотности
2, внешние дефекты: трещины, холодная сегрегация, неправильный тип, прослойка, слишком большой фронт заготовки (тип "вверх"), пузыри, усадка, недоливка, углерод, прилипание к форме, деформация, разрушение края, следы течения, питтинг, зачистка, растрескивание, верхний барабан, сбивание раны
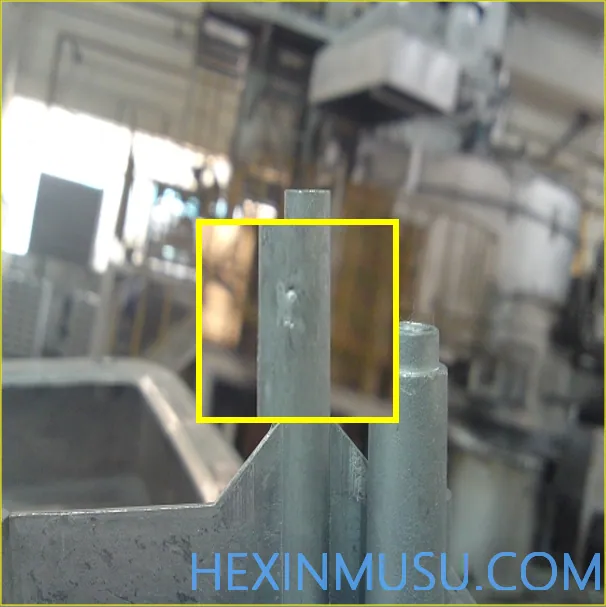
Стомы:
Характеристики: отверстия более правильной формы и более гладкая поверхность
Классификация: проколы, подкожные воздушные отверстия, концентрированные большие воздушные отверстия
Причина:
1. Плохая очистка, плохая дегазация
2. Плохая вытяжка, непродуманная конструкция пресс-формы
3. скорость впрыска внутреннего литника слишком высока, скорость вторичного впрыска не соответствует заданному положению, и газ в форме не может быть своевременно удален.
4. Слишком глубокая полость пресс-формы
5. чрезмерный припуск на механическую обработку
Средства контроля: машинная обработка, полировка
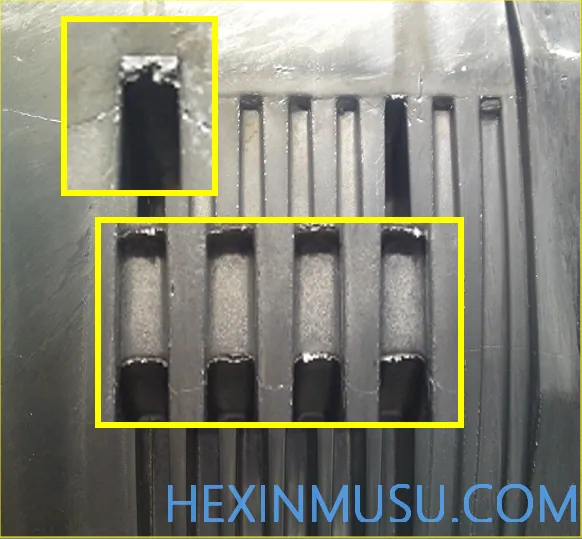
Усадка:
Характеристика: Отверстия неправильной формы с шероховатой поверхностью, вызванные недостаточной компенсацией в процессе затвердевания отливок.
Причина:
1. Слишком высокая температура материала
2. Слишком низкое удельное давление
3. неравномерная толщина стенок приводит к образованию горячих швов
4. Слишком тонкий переливной канал
5. камера давления недостаточно заполнена, корж слишком тонкий, компенсация ограничена.
6. меньшие внутренние ворота
7. высокая локальная температура формы
Средства контроля: машинная обработка

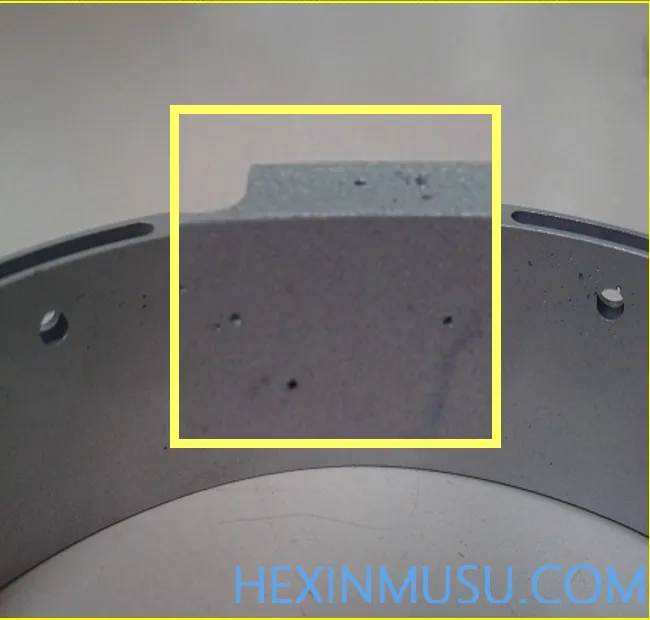
Трахома:

Характеристики: грубые, неровные, относительно плотные шлаковые отверстия
Причина:
Песчаное литье распространенные дефекты, литье под давлением относительно редко. Как правило, появляются в малых и средних алюминиевых частей литья под давлением стояков корень и обработки торцевой поверхности. Использование загрязненного литья алюминиевого сплава материала, окрашенного органическими соединениями и серьезной окислительной коррозии материала будет производить литье под давлением на появление песка глаза.
Средства контроля: машинная обработка, полировка, шлифовка
Свободный:
Характеристика: поверхностная неподвижная макроскопическая организация
Причина:
1. низкая температура пресс-формы
2. Слишком низкая температура материала
3. Малое удельное давление
4. Слишком много краски
Средства проверки: шлифовка, продувка песком

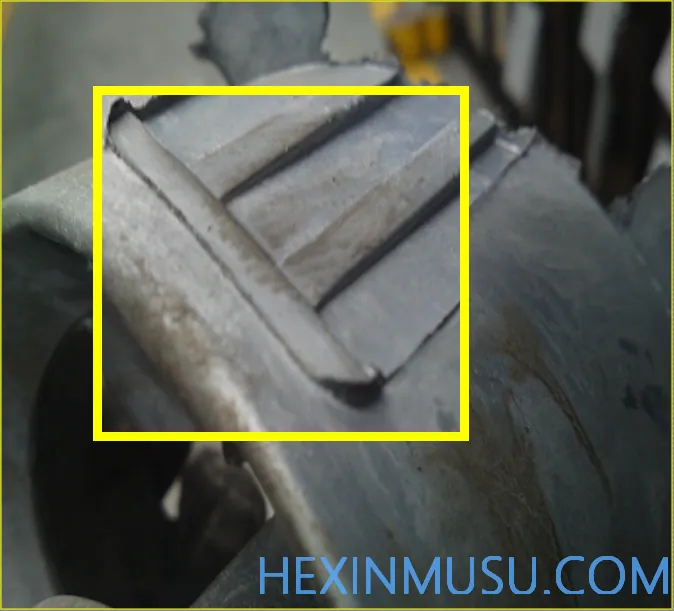
Трещины:

Характеристика: матрица сплава повреждена или разъединена, образуя тонкие нитевидные разрывы, которые делятся на проникающие и непроникающие. Может развиться позже.
Причина:
1. Непродуманная структура отливки, напряжение при усадке, закругленные углы слишком малы.
2. Слишком низкая температура пресс-формы
3. открывать форму слишком поздно или слишком рано
4. слишком много примесей в сплаве: алюминиевый сплав содержит много цинка, меди, кремния.
5. отклонение эжектора
Средства контроля: Визуальный контроль
Холодная сегрегация:
Характеристика: Зазор, в котором металлы при более низких температурах соприкасаются друг с другом, но не полностью сплавляются, имеет неправильную линейную форму. Существует два типа: проникающий и непроникающий, которые могут образовываться под действием внешней силы.
Причина:
1. Слишком низкая температура материала, слишком низкая температура пресс-формы
2. Плохая текучесть сплава
3. ворота не являются разумными, процесс слишком долгий
4. Слишком низкая скорость нагнетания давления
5. низкое удельное давление
6. Жидкое металлическое наполнение в отдельных прядях
Средства контроля: Визуальный контроль

Неправильный тип:
Характеристика: Одна часть отливки смещена относительно другой. Здесь я распространяюсь на явление, когда часть затвора не на месте.
Причина:
1. Ошибки при изготовлении вкладышей обеих половинок
2. смещение вкладыша пресс-формы
3. износ направляющих деталей пресс-формы
Средства контроля: визуальный осмотр после снятия заусенцев, измерение штангенциркулем
препарирование::
Характерные черты: двойная форма века, частичная неполнота детали, появляющаяся по краям слайдера и на поверхности пробора.
Причина.
Скользящие элементы, вставки или кромки торцов прилипают и не растворяются. Зазор между ползуном и частью ползуна, сплав входит в затвердевание, или даже ползун не на месте или заклинен.
Средства контроля: визуальный контроль после снятия заусенцев

Излишне заготовленные передние части (восходящего типа)
Характеристика: чрезмерная фреттинг на кромках отливки
Причина:
1. сила зажима машины для литья под давлением недостаточна
2. формы закрыты неплотно, формы повреждены.
3. остатки на поверхности раздела не убраны
4. чрезмерная скорость впрыска
5. неправильный тоннаж конструкции пресс-формы
Средства проверки: проверка штангенциркуля
Пузырьки:
Характеристика: Впадина на гладкой поверхности отливки
Причина:
1. большое отклонение толщины отливки
2. температура материала слишком высока, усадка сплава велика
3. Нижнее усиление
4. меньшее сечение внутреннего затвора, меньшая компенсация
5. более высокая температура пресс-формы
Средства контроля: краска для распыления

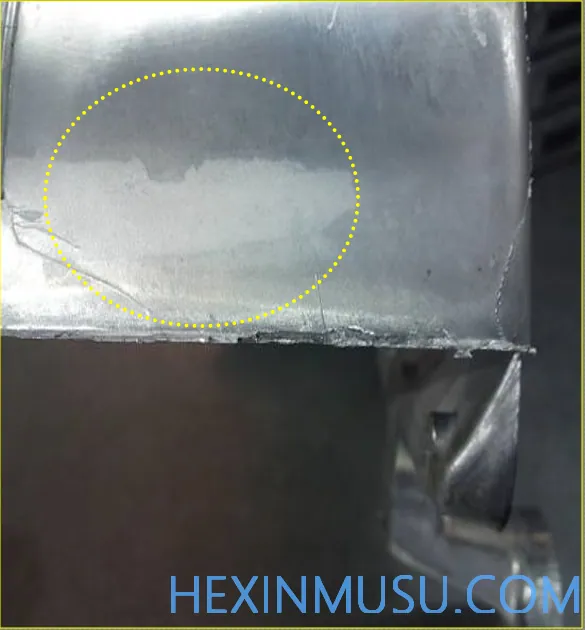
Усадка:

Характеристика: Впадина на гладкой поверхности отливки
Причина:
1. большое отклонение толщины отливки
2. температура материала слишком высока, усадка сплава велика
3. Нижнее усиление
4. меньшее сечение внутреннего затвора, меньшая компенсация
5. более высокая температура пресс-формы
Средства контроля: краска для распыления
Андеркаст:
Характеристика: Отливки выглядят неполностью заполненными
Причина:
1. низкая температура материала и формы
2. низкая скорость впрыска
3. Плохая текучесть сплава
4. Иррациональная система кастинга
5. перерасход краски
6. Слишком глубокие полости формы и слишком сложная форма.
Средства контроля: Визуальный контроль
Нарастание углерода:
Характеристики: Оксид, образующийся в краске после высокой температуры, прилипает к форме, и поверхность отливки становится беловатой и шероховатой.
Причина:
1. Распыление слишком большого количества краски
2. Краска слишком густая
3. низкая температура пресс-формы
4. Не отполированы вовремя, чтобы удалить
Средства проверки: аэрозольная краска, визуальный осмотр
Липкая плесень:
Характеристика: отливки выглядят незаполненными из-за избытка материала, прилипшего к форме.
Причина:
1. излишки материала прилипают к форме
2. Шероховатая поверхность формы
3. Слишком высокая температура пресс-формы
4. Небольшой конус вытягивания формы
5. Быстрая скорость налива и неправильная форма налива
Средства контроля: визуальный осмотр, наблюдение за снятием заусенцев
Штаммы:

Характеристика: отливки выглядят незаполненными из-за избытка материала, прилипшего к форме.
Причина:
1. излишки материала прилипают к форме
2. Шероховатая поверхность формы
3. Слишком высокая температура пресс-формы
4. Небольшой конус вытягивания формы
5. Быстрая скорость налива и неправильная форма налива
Средства контроля: визуальный осмотр, наблюдение за снятием заусенцев
Обрушенные края:
Характеристики: поверхность отливки выглядит вогнутой яркой поверхностью
Причина.
1. недостаточная жесткость формы
2. край формы экструдируется под воздействием высокой температуры в течение длительного времени.
3. несвоевременное удаление выступающей части края формы
Средства проверки: наблюдение и визуальный осмотр после шлифовки

Знаки расхода:

Характерные признаки: гладкая текстура в том же направлении, что и поток металла, локальное проседание
Причина:
1. Слишком много краски
2. Слишком быстрое заполнение
3. продукт, остающийся после двух потоков металла, заполняющих полость асинхронно.
4. низкая температура пресс-формы
Средства контроля: полировка
Конопляная поверхность:
Характеристики:Поверхностная область распространения небольших ямок
Причина:
1. Слишком низкая температура пресс-формы, слишком низкая температура материала.
2. присадочный металл распадается на плотные капли, которые с большой скоростью ударяются о стену.
3. толщина внутреннего затвора мала
Средства контроля: визуальный осмотр, окраска распылением

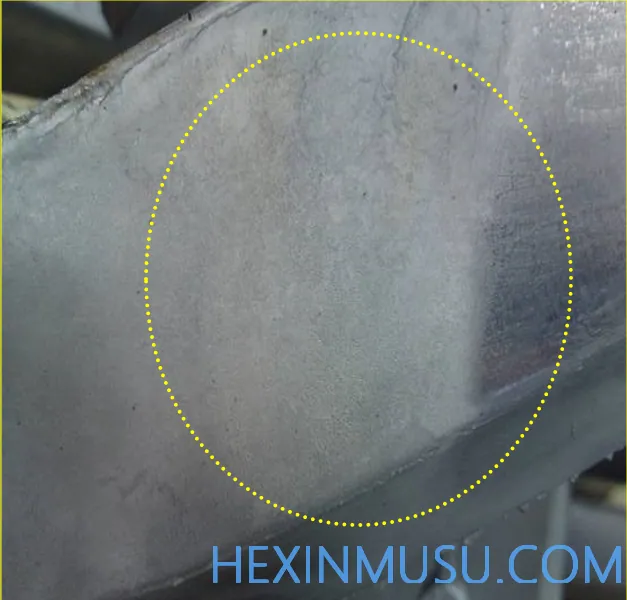
Смыв:

Характеристика: Большая площадь выступа возле ворот
Причина:
1. недостаточная жесткость формы
2. старение формы
3. Слишком высокая скорость налива
4. Слишком высокая температура материала, недостаточный предварительный нагрев
5. без регулярной термической обработки
Средства проверки: визуальный осмотр, наблюдение после шлифовки
Расколотый:
Характеристики: сетчатые рельефные следы и металлические отростки на поверхности отливки
Причина:
1. Сильные перепады температуры и холода
2. Неподходящие материалы для пресс-форм
3. Слишком высокая температура материала, недостаточный предварительный нагрев
4. Отсутствие регулярной термической обработки
5. Шероховатая поверхность формы
6. скорость нагнетания давления слишком высока, что положительно сказывается на полости
Средства проверки: визуальный осмотр, наблюдение после шлифовки
Верхний барабан:

Характеристики: Поверхностная выпуклость на задней части верхней планки
Причина:
1. недостаточное время раскрытия формы
2. более высокое удельное давление
3. некачественное распыление краски
4. тонкая толщина стенки
5. Неравномерное усилие на верхней планке
Средства проверки: аэрозольная краска, визуальный осмотр
Стук плесени:
Характеристика: Следы от ударов, остающиеся после удаления клеящего материала формы
Причина:
1. Низкая жесткость формы
2. Неправильное обращение при уборке излишков материала
3. Несвоевременное устранение следов от ударов
Средства контроля: визуальный осмотр, окраска распылением

Коррозия плесени:

Характеристика: Приподнятая точечная коррозия на поверхности детали в местах, характерных для плесневой коррозии
Причина:
1. Несвоевременная очистка формы после производства
2. Несвоевременный уход за поверхностью формы
Средства контроля: визуальный осмотр, окраска распылением
внутренний недостаток
Недостаточное наполнение, негерметичность, некачественные механические свойства
Проявления: пористость, усадка, песчаные отверстия, рыхлость, нарушение механических испытаний, недостаточная прочность на разрыв и т.д.
Средства тестирования:
Пробная обработка (точение, фрезерование, сверление, шлифовка, продувка, полировка, шлифовка и т.д.)
Испытание на утечку
Испытание на растяжение
размерный дефект
Деформация, чрезмерная усадка
Стандарт JIS применяется в тех случаях, когда плоскостность не обозначена на чертежах:
Максимальный размер отливки Допуск в (мм)
2. нормальная усадка литья под давлением из алюминиевого сплава: 0.3%-0.5%
дефект материала
1. твердая точка: поломка ножа во время машинной обработки
2. экологические требования: такие как ROHS
3. неквалифицированный химический состав: механические свойства
4. коррозионная стойкость и т.д.























