
Проектирование и изготовление форм для литья алюминия под давлением
Дата публикации:2024-08-05 Категория:общественная информация Просмотры:12261
Каталог статей
A. Введение в технологию литья под давлением
Литье под давлением называют литьем под давлением, является использование литья под давлением машины будет сплава расплавленной жидкости с определенной скоростью заполнены в соответствии с определенной структуры частей и требований к процессу дизайн и после точного изготовления полости формы, и сплава расплавленной жидкости держать под определенным давлением, под действием полости формы, охлаждения затвердевания и формирования своего рода высокоэффективных и высокоэффективных технологий точного литья.
B. Характеристика и область применения технологии литья под давлением
1, характеристики технологии литья под давлением
Высокое давление, высокая скорость является литье под давлением жидкого или полужидкого металла заполнения формовочного процесса двух основных характеристик, но и литье под давлением технологии формования и другие методы литья является наиболее фундаментальным различием.
2、Сфера применения технологии литья под давлением
Технология литья под давлением является одним из самых передовых методов формовки металла и представляет собой эффективный способ достижения меньшего количества сколов и отсутствия сколов. В настоящее время сплавы, используемые для литья под давлением, уже не ограничиваются только цинком, алюминием, магнием и медными сплавами, но постепенно расширяются до чугуна, литой стали и других железных сплавов для производства отливок под давлением.
C. Тенденция развития технологии литья под давлением
Благодаря использованию технологии литья под давлением, она имеет свои положительные и очевидные экономические преимущества для предприятий. Будущее литья под давлением
Технология движется в направлении:
(1) Технология литья под давлением развивается в направлении интеллекта.
(2) Исследование и разработка новых материалов для литья под давлением для удовлетворения потребностей промышленного технологического прогресса.
(3) Исследование и разработка новых типов оборудования для литья под давлением с целью повышения уровня автоматизации.
(4) Разработка новых технологий обнаружения.
(5) Разработка новой технологии литья под давлением, совершенствование и улучшение процесса литья под давлением.
(6), улучшить срок службы литейной формы, снизить производственные затраты для решения проблемы литья черных металлов под давлением постепенно расширяется до чугуна и литой стали и других сплавов железа для производства литья под давлением.
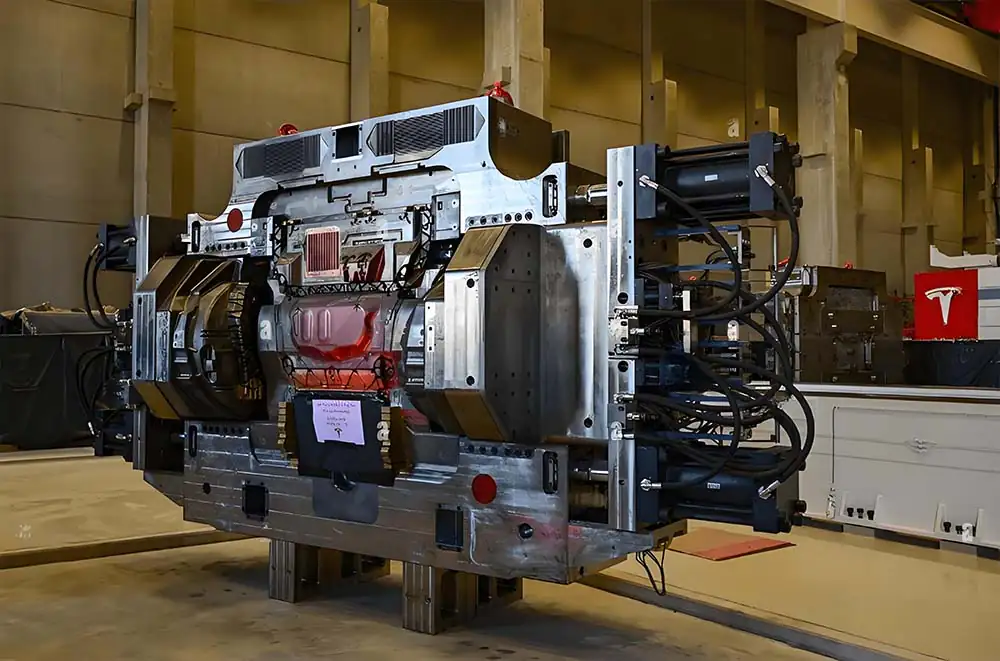
Проектирование форм для литья под давлением
A. Обзор конструкции литейных форм
- Литье под давлением, форма для литья под давлением, машина для литья под давлением, сплав для литья под давлением через параметры процесса литья под давлением взаимосвязанной координации, общее завершение процесса литья под давлением литья под давлением. Формы для литья под давлением в процессе производства литья под давлением является следующим образом:
- ① Определите систему заливки, особенно положение внутреннего затвора, направление заливки и положение системы перелива, которые вместе определяют условия заливки расплавленного металла и условия формовки;
- ②, литейная форма - это воспроизведение литья под давлением, определяющее форму и точность литья под давлением;
- Качество формообразующей поверхности формы напрямую влияет на качество поверхности отливки и величину сопротивления распалубке.
- ④, после литья под давлением убедитесь, что отливки плавно выходят из литейной формы, и после выталкивания корпуса формы не должно быть никаких изменений
- Появление фигур, поломок и т.д;
- ⑤ Прочность и жесткость формы, чтобы выдержать воздействие силы впрыска и скорости внутреннего затвора на форму;
- (vi) Контроль и регулирование теплообмена и теплового баланса формы в процессе литья под давлением;
- (vii) Максимально увеличить эффективность литья на машине для литья под давлением.
B. Основные принципы проектирования литейных форм
(1), полностью понять использование литья под давлением и других структурных частей сборочных отношений, и в соответствии со структурными характеристиками литья под давлением, использование производительности, в конструкции формы, чтобы отличить основные и вторичные, выделив ключевые моменты структуры формы, а также в сочетании с обработкой процесса формы, разумный выбор поверхности разделения формы, количество полостей и расположение формы литья под давлением формы запуска формы стороны формы выпуска формы.
(2) Понять фактическую мощность обработки формы сайта, например, существующее оборудование и может сотрудничать с оборудованием подразделения, а также технический уровень оператора, в сочетании с фактическим дизайном формы структуры в соответствии с мощностью обработки сайта.
(3), форма должна адаптироваться к производству литья под давлением различных требований процесса, выбрать в соответствии с требованиями процесса литья под давлением системы заливки и системы перелива, особенно расположение внутренних ворот, скорость внутренних ворот и направление потока жидкости, должны сделать жидкий металл поток плавно и гладко, и упорядоченный выпуск газа полости, для того, чтобы достичь хорошего эффекта заполнения и избежать образования дефектов в литье под давлением.
(4) В целях обеспечения стабильного качества отливок и безопасности производства, формы для литья под давлением должны иметь:
①, простая структура, передовые и разумные, точная и надежная работа, сокращение процедуры эксплуатации.
②, простота в эксплуатации, безопасность и быстрота, легкость демонтажа изнашиваемых частей, простота обслуживания, низкая стоимость производства.
(iii) Высокая эффективность литья под давлением, быстрое заполнение формы, быстрое раскрытие формы, гибкий и надежный механизм распалубки и высокая степень автоматизации.
(5), конструктивные детали пресс-формы должны отвечать требованиям процесса механической обработки и процесса термообработки. Соответствующий выбор материалов, особенно формовочных деталей и других частей, находящихся в непосредственном контакте с жидким металлом, должен быть выбран из высококачественной жаропрочной стали, и закалки обработки, так что он имеет достаточное сопротивление тепловой деформации, усталостная прочность и твердость и другие комплексные механические свойства, а также коррозионно-стойкие свойства.
(6), следует в полной мере учитывать изменения температуры пресс-формы на относительное скольжение деталей для обеспечения точности совмещения, вызванные ударом.
(7) Конструкция пресс-формы должна основываться на целесообразности и всестороннем рассмотрении экономики.
Общая структура пресс-формы проста, практична и недорога.
②, следует выбирать экономичные, практичные размеры, соответствующие точности.
(iii) Уделите внимание снижению расхода остаточного материала в системе литья.
Помимо основных требований, предъявляемых к обычному дизайну, следует уделить особое внимание:
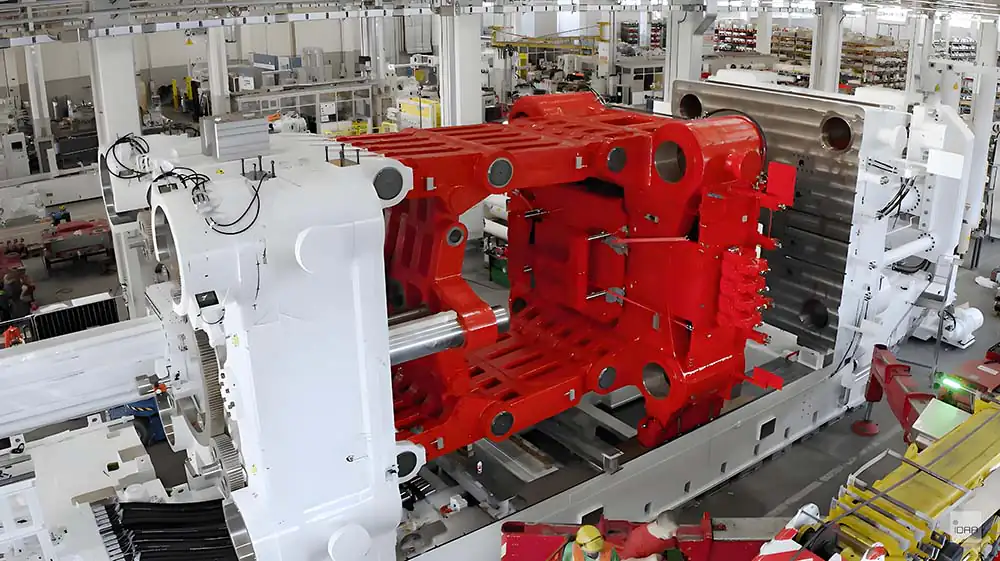
1. используйте разумную и передовую простую структуру, чтобы сделать заготовку точной и надежной, а жесткость структуры хорошей, т.е. форма имеет достаточную толщину, чтобы обеспечить достаточную жесткость, чтобы предотвратить деформацию и растрескивание формы. Также необходимо учитывать, что форму легко разбирать и менять, что способствует
Продление срока службы формы;
2. детали на пресс-форме должны соответствовать требованиям процесса механической обработки и процесса термообработки. Старайтесь избегать или уменьшать острые углы и тонкие стенки, чтобы облегчить последующую термообработку и предотвратить концентрацию напряжений. Если структура не может избежать острых углов, следует в черновой обработке зарезервировать достаточный угол R, термообработка после обработки на месте, чтобы избежать риска растрескивания при термообработке.
3, большие литейные формы (площадь проекции поверхности разъема более 1 квадратного метра), должны использовать квадратные направляющие столбы, чтобы избежать подвижной и неподвижной формы из-за теплового расширения больших различий, что приводит к снижению точности направления;
4, для проектирования большой сложной системы заливки литейной формы и выхлопной системы и системы охлаждения, лучше всего сделать анализ потока и анализ теплового баланса. Это расположение системы бегунов (прямой литник, поперечный литник, внутренний ворот) и постоянная температура системы предварительного нагрева расположение, угол размер, количество и т.д. будет делать разумный макет; Как мы все знаем, система заливки является жидкий металл из камеры давления в полость, он тесно связан с жидкого металла в полость частей, направление, состояние потока, и может регулировать скорость заполнения, время заполнения, температура полости и другие условия заполнения. В производстве литья под давлением, система заливки на качество литья под давлением, эффективность работы литья под давлением, срок службы формы (высокая температура, высокое давление, высокая скорость жидкого металла на стенках полости формы стирание, коррозия и т.д.), литье вырезать край и очистить и так далее также имеет значительное влияние, можно увидеть систему заливки
Дизайн и его значение;
5. Соображения, касающиеся конструкции внутренних ворот:
Высокотемпературная металлическая жидкость, попадающая в полость из внутреннего затвора, не должна попадать на стенки и сердцевину динамической фиксированной модели, чтобы предотвратить раннюю эрозию, прилипание и растрескивание формы и т.д.; при использовании многожильного внутреннего затвора следует учитывать возможность предотвращения дефектов вихря, газовой упаковки и окисленного шлака и т.д., которые образуются в результате попадания жидкого металла в полость при слиянии нескольких путей; выбор толщины внутреннего затвора обычно формулируется в соответствии с эмпирическими данными, и рекомендуется выбирать большую толщину при условии заполнения формы, насколько это возможно, чтобы избежать ранней эрозии, прилипания формы, питтинга и растрескивания, вызванных чрезмерной скоростью впрыска давления. При условии типа заполнения формы старайтесь выбирать больший размер, чтобы избежать воздействия слишком большого сжатия и скорости впрыска, что приведет к эрозии, залипанию формы, образованию точечных дефектов и трещин на ранней стадии изготовления формы;
6. проектирование переливных и вентиляционных резервуаров:
Роль переливного канала заключается в накоплении холодной металлической жидкости и металлической жидкости, окутанной газом, которые первыми попадают в полость, а также в регулировании температуры каждой части формы для улучшения теплового баланса формы, что способствует продлению срока службы формы. Обычно располагается в конце процесса жидкого металла, установка подходящего переливного резервуара позволяет улучшить условия заполнения, повысить качество отливок. Вытяжная канавка используется для выпуска воздуха и газа улетучивания краски из полости, расположение которой связано с расположением внутреннего затвора и структурой изделия. Для того чтобы сделать полость впрыска газа как можно дальше при литье жидкого металла под давлением, выхлопная канавка будет установлена в последней части заполнения жидким металлом. Выхлопной бак обычно совмещен с переливным баком, расположенным в задней части переливного бака, чтобы усилить эффект перелива и выхлопа.

Влияние механической обработки на разрушение формы
Как мы все знаем, цикл изготовления литейных форм длительный, сложный, включающий токарную, шлифовальную, фрезерную, сверлильную, строгальную, электроэрозионную (проволочная резка, EDM) и другие виды обработки. Качество обработки, особенно поверхности в процессе изготовления формы и последующего использования, существенно влияет на прочность формы на излом, усталостную прочность, сопротивление термической усталости и сопротивление истиранию, коррозионную стойкость и так далее. Небольшая ошибка в обработке может привести к раннему выходу формы из строя. Например, растрескивание и термическое растрескивание - это распространенное явление отказа литейной формы из алюминиевого сплава, которое вызвано термической усталостью, стрессом, низкой прочностью и шероховатостью поверхности формы.
1, влияние обработки резанием
Модуль в процессе механической обработки резанием, из-за разрушения первоначального баланса заготовки субстрата, будет создавать напряжение, эти внутренние напряжения снижают общую прочность поверхности модуля, что приводит к недостатку термоусталостной прочности, которая приводит к растрескиванию или растрескиванию в углах и дуге малого радиуса перехода. Поэтому острых углов следует по возможности избегать. Острые углы и срезы при механической обработке могут вызвать значительную концентрацию напряжений, если нет специальных требований, в противном случае следует избегать острых углов, а радиус кривизны дуги полностью увеличить, цель - избежать или уменьшить концентрацию напряжений. Например: увеличение радиуса дуги R с 1 мм до 5 мм, максимальное внутреннее напряжение снижается примерно на 40%, что значительно повышает прочность формы. При увеличении радиуса дуги модуля с 2 мм до 20 мм ударная вязкость может быть увеличена в 4 раза. Аналогичным образом, размер шероховатости поверхности формы также оказывает большее влияние на срок службы формы. Например, наличие явных следов от ножа, трещин, порезов и т. д., эти дефекты обработки вызовут концентрацию напряжений, станут первопричиной трещин. Поэтому, чтобы обеспечить шероховатость поверхности формы, поверхность полости должна быть отшлифована и отполирована для удаления следов от порезов и других дефектов. Охлаждающая вода отверстие бурения обработки, если двустороннее бурение, смещение, приведет к раннему растрескиванию в месте, утечка воды. Припуск на резку эмбриона формы не достаточно, после ковки и отжига эмбриона формы, или эмбриона формы, ядро, после обработки в воздушной печи отопления и закалки, как правило, есть определенная толщина обезуглероженного слоя, резки обработки должны быть обезуглероженного слоя все удалены. В противном случае, остаточный обезуглероженный слой при использовании формы, снизит сопротивление термической усталости поверхности формы, что приведет к растрескиванию детали.
2. влияние процесса измельчения:
После термической обработки форм для литья под давлением при шлифовании (включая шлифование с зажимом и шлифование кругом) могут возникнуть следующие проблемы:
A. Возникает растрескивание или трещина, что связано со слишком твердым шлифовальным кругом, большим количеством подачи, высокой скоростью шлифования, слишком большим напряжением при шлифовании, недостаточным охлаждением или неправильным выбором охлаждающей жидкости. Из-за твердого шлифовального круга, вызванного фрикционным теплом, генерируемым растягивающим напряжением, превышающим вязкость разрушения материала, происходит растрескивание;
B. Ожоги при шлифовании и размягчение поверхности. Размягченная поверхность в контакте с расплавленным металлом литья под давлением, из-за своей относительно низкой прочности, и термическая усталостная прочность также недостаточна, легко приводит к растрескиванию, эрозии и питтингу.
C, напряжение при шлифовании. Плесень поверхности шлифования есть шлифовальные стресс, снижение прочности поверхности формы и сопротивление термической усталости, приведет к трещинам или трещинам в форме типа бит угол и небольшой R дуги перехода, это может быть ниже, чем температура отпуска 20 ~ 30 ℃ температуры для отпуска лечения, для достижения цели устранения стресса.
3. Эффекты обработки разрядов
A. Образует затвердевший ярко-белый слой
Электроэрозионная обработка (EDM и WEDM) полостей пресс-формы обычно выполняется после закалки пресс-формы для обеспечения ее точности. В процессе обработки из-за высоких температур (до тысяч градусов Цельсия или даже десятков тысяч градусов Цельсия), мгновенно создаваемых одним разрядом, металл на поверхности формы быстро плавится, испаряется и испаряется. Применение охлаждающей жидкости приводит к быстрому охлаждению, от поверхности в следующем порядке: слой повторного затвердевания (толщина до 0,2 мм при грубом ударе, при тонком ударе до 0,01 мм или около того), закаленный слой (его толщина обычно в пределах 0,05 мм, самая поверхностная сторона перегретой закалочной организации, хрупкая и высокая чувствительность к трещинам), размягченный слой высокотемпературного отпуска и нормальная матричная организация. Внутри этого закаленного слоя, особенно в слое повторного затвердевания, образуется множество мелких трещин, трещин и даже распространяется на повторно закаленный закаленный слой (часто называемый ярко-белым слоем или метаморфическим слоем). Его наличие может привести к таким авариям, как раннее растрескивание или растрескивание формы. (Например, это часто случается со вставками в пресс-формы, такими как корпуса сцепления и коробки передач автомобилей). Поэтому необходимо полностью устранить этот деформационный слой путем ручного шлифования, химического шлифования или электролитического шлифования.
B, EDM шероховатость поверхности и усталостная прочность взаимосвязь между электроэрозионной обработки электрических параметров калибра, электродных материалов, по сравнению с механической обработки, его усталостная прочность гораздо ниже. Грубый удар, в импульсе шириной 1050μ с, когда его усталостная прочность составляет около 60% для механической обработки.
C. Защитные меры
Независимо от глубины белого слоя обработки разряда, для плохих рабочих условий литейных форм, этот белый слой должен быть устранен (шлифовка); настроить параметры процесса разряда, предпочтительно грубой и тонкой двухступенчатой обработки разряда, насколько это возможно, использовать высокую частоту, малые параметры тока процесса, чтобы контролировать белый слой 0,01 мм или около того; обработки разряда, в дополнение к шлифовке, чтобы удалить белый слой, но также должны быть немедленно проведены в течение достаточно длительного периода времени для вторичного Температура закалки обычно выше, чем температура окончательного отпуска. Температура отпуска, как правило, ниже, чем конечная температура отпуска 20 ~ 30 ℃ или 30 ~ 50 ℃, для того, чтобы полностью устранить растягивающее напряжение на поверхности, улучшить стабильность отпуска повторно закаленного слоя, уменьшить хрупкость.
В целом, дефекты резки, шлифовки и электроэрозионной обработки на поверхности формы снижают качество поверхности формы, вызывая концентрацию напряжений. Для формы для литья под давлением в условиях высокой температуры и высокого давления, несут роль чередующихся тепловых напряжений и чередующихся механических напряжений, поверхность формы легко производить трещины и растрескивание и коррозию, сделать форму рано отказа. (Конечно, также влияет качество стали, дизайн, термообработка, использование, обслуживание и многие другие факторы). Все это заслуживает большого внимания со стороны инженеров-конструкторов пресс-форм, технических мастеров, операторов производства и инспекторов качества. Выдвигайте разумные требования к качеству поверхности пресс-формы, старайтесь избегать острых углов деталей, соединения дуг малого радиуса и явных следов от ножа, контролируйте параметры электроэрозионной обработки, устраняйте белый яркий слой и т.д.. Разработать стандарт приемки шероховатости при резке, электроэрозионной обработке и шлифовании зажимов, а также строго внедрить систему контроля для каждого процесса. Это позволит эффективно избежать преждевременного выхода из строя пресс-формы из-за неправильной обработки и увеличить срок службы пресс-формы.
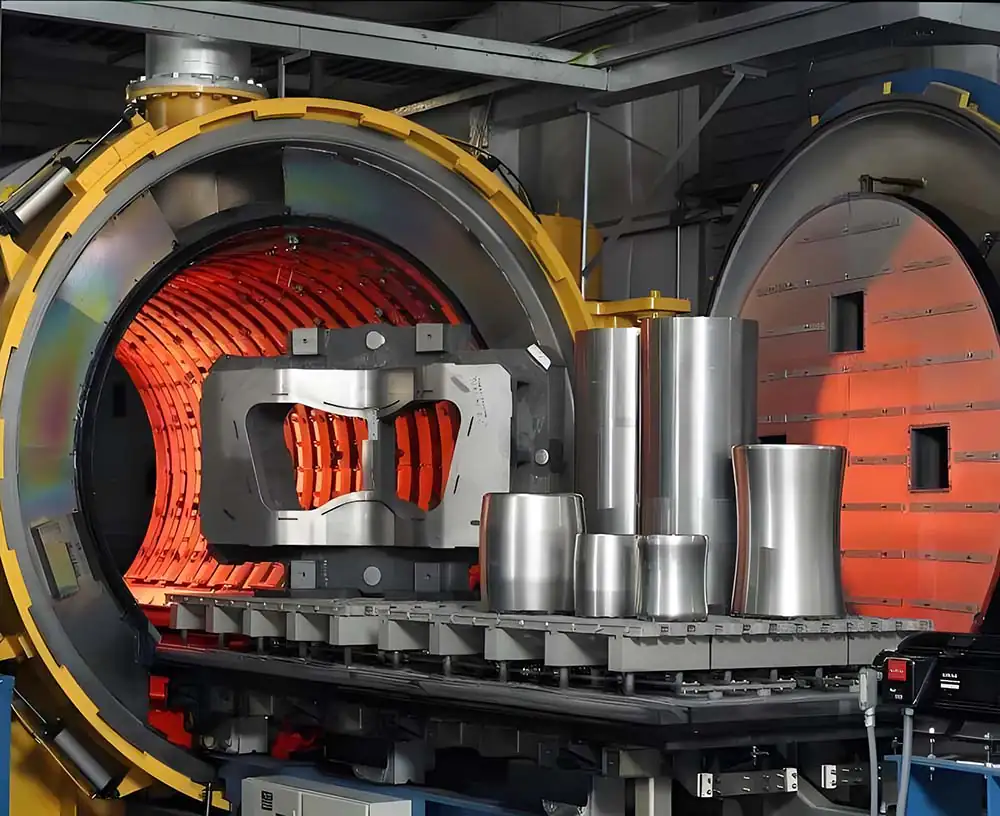
Меры предосторожности при термообработке форм для литья под давлением:
Термическая обработка на срок службы формы для литья под давлением влияние большое, по соответствующей информации, из-за неправильной термической обработки, вызванной формы для литья под давлением раннего отказа пришлось на всю форму для литья под давлением аварии 44% или около того. Сталь закалки стресс производится, на самом деле, является процесс охлаждения теплового стресса и фазовых изменений, когда организационные стресс суперпозиции результатов, закалка стали в высоком напряжении низкой вязкости состояние, с высокой твердостью и прочностью, более хрупким, на самом деле, не может быть использован. А напряжение закалки является причиной деформационного растрескивания и приводит к снижению усталостной прочности и ударной вязкости. По этой причине сталь необходимо закаливать после закалки, чтобы снять напряжение. Стабилизация организации и повышение вязкости.
1, обработка отжига для снятия напряжения перед закалкой формы
В результате обработки формы производить большое внутреннее напряжение, для того, чтобы предотвратить тепловой обработки с генерацией внутреннего напряжения итерации, вызывая деформацию и растрескивание формы, требуется, чтобы форма в обработке, закалка перед де-стресс отжига лечения. Температура отжига 600 ~ 650 ℃, время изоляции в соответствии с толщиной каждого 25 мм, изоляция 1 час расчет, изоляция с печью охлаждения до 300 ℃ (также холодно до 500 ℃) из воздушного охлаждения.
2, разработка рационального процесса термообработки
A. Процесс закалки предусматривает многоступенчатый предварительный нагрев и строгий контроль скорости повышения температуры 1.2343/44 Сталь типа относится к среднеуглеродистой высоколегированной стали, и ее теплопроводность хуже, чем у низколегированной стали. Поэтому при закалочном нагреве следует использовать многоступенчатый предварительный нагрев (2-3 ступени) на 300°C, 650°C и 850°C. Цель состоит в том, чтобы сбалансировать температуры сердцевины и поверхности заготовки, чтобы уменьшить тепловые напряжения, возникающие из-за разницы температур. В то же время скорость нагрева должна осуществляться по принципу медленного нагрева (от 100 до 200 ℃/час), чтобы уменьшить тепловые напряжения, возникающие в процессе нагрева. На этапе высокотемпературного нагрева может быть использована более высокая скорость нагрева (10 ~ 15 ℃ / ч), чтобы сократить время высокотемпературного нагрева для предотвращения огрубления зерна;
B. Предотвращение перегрева заготовок
Если температура ступени нагрева превышает нормальную температуру закалки (включая неисправность инструмента или размещение заготовки вблизи нагревательного элемента и т.д., вызванные этим), с повышением температуры закалки, увеличением времени выдержки, зерна в целом огрубляются, организация хрупкости увеличивается, увеличивается остаточный аустенит, превращение глобулярных карбидов в полигональные карбиды, и появляется сеткообразная ткань, форма легко растрескивается в процессе использования;
C. Выбор закалочной нагревательной среды и охлаждающей среды
Сегодняшний мир для больших и сложных прецизионных пресс-форм и больше использования вакуума или защитной атмосферы термической обработки для предотвращения окисления поверхности формы обезуглероживания, особенно вакуумного высокого давления воздушного охлаждения закалки процесс широко используется. Однако, следует отметить, что скорость охлаждения воздуха не может быть слишком низкой, что требует азота размер давления достаточно, как правило, требует заготовки от температуры закалки (1020 ~ 1050 ° C) холодной до 538 ° C в процессе его поверхности скорость охлаждения больше или равна 28 ° C / мин, есть также требование для заготовки сердца скорость охлаждения больше или равна 28 ° C / мин. Если температурный диапазон, скорость охлаждения слишком медленные, закалка его микроструктуры будет иметь карбиды или другие продукты преобразования осаждаются вдоль границ зерен, тем самым снижая вязкость стали, повышение хрупкости, преждевременное растрескивание в использовании процесса. В дополнение к условиям, для особо сложных крупных литейных форм может быть использована градуированная изотермическая закалка, позволяющая эффективно снизить деформацию формы и избежать растрескивания.
D. Процесс закалки
Отпуск в срок после закалки. Заготовка закалки после охлаждения до 90 ~ 70 ℃ должны быть закалены немедленно, потому что заготовка после закалки находится в высоком напряжении, низкая пластичность состояние, легко вызвать растрескивание; закалка быть достаточно. Большой комплекс литья под давлением формы после закалки, как правило, три отпуска, каждый отпуск время в соответствии с эффективной толщиной заготовки каждые 25 мм изоляции 1 час расчета, но не менее 4 часов. Это делается для того, чтобы уменьшить напряжение организационной трансформации и стабилизировать размер.
Производство и обслуживание форм для литья под давлением
1、 Хороший предварительный нагрев формы
Сборка пресс-формы после испытания или нормального производства, должны предварительно нагреть форму и температура формы должна быть равномерной. Алюминиево-магниевого сплава литья под давлением температура предварительного нагрева формы рекомендуется в 250 ~ 320 ℃, лучше всего использовать форму температуры машины предварительного нагрева, предварительного нагрева формы до 300 ℃, его ударная вязкость улучшить очень быстро, но когда температура формы ниже 200 ℃, ударная вязкость материала уменьшается много хрупкости увеличить, после хорошего предварительного нагрева формы, его теплопроводность выше, чем форма не хорошо предварительного нагрева формы близка к 20%, температура заливки формы и формы Температура поверхности (температура предварительного нагрева) чем больше разница, тем больше тепловое напряжение, тем больше вероятность возникновения термической усталости и растрескивания. Японская ассоциация литья под давлением редакционная информация, температура формы от 250 ℃ до 350 ℃, то есть, температура заливки и температура поверхности формы разница уменьшить 100 ℃, то срок службы формы может быть улучшена почти в 10 раз.
2、 Разработать правильный процесс литья
Температура заливки должна быть разумной, не слишком высокой. В противном случае температура заливки слишком высока, хотя текучесть лучше, но время конденсации литья долгое, легко производить усадочные отверстия, воздушные отверстия, легко уменьшить твердость поверхности формы, есть липкая форма, производить трещины. Отрегулируйте силу зажима машины для литья под давлением, чтобы сила прижима формы была равномерной. Правильно выберите (или отрегулируйте) скорость заполнения и давление заполнения. Слишком высокая скорость заполнения (скорость выталкивания) увеличит поверхность полости из-за эрозии и вероятность повреждения литейной формы, слишком низкая скорость заполнения, хотя и способствует газовыделению, но приведет к снижению механических свойств отливки и ухудшению качества поверхности. Аналогично, увеличение давления заполнения также приведет к увеличению скорости заполнения сопла. Короче говоря, нужно установить умеренное значение.
3、 Выключите охлаждающую воду во время производства
Прерывая операцию заливки, не забудьте выключить охлаждающую воду, чтобы температура формы не упала слишком сильно, что при возобновлении операции заливки повлияет на качество отливок и срок службы формы.
4、 Выбор подходящего разделительного средства и правильного метода распыления
Литье под давлением должно быть распылено в металлический раствор контактной поверхности полости, его основная роль заключается в том, чтобы избежать металлической жидкости адгезии в полости поверхности и обеспечить, что литье и стены разделения, продлить срок службы формы. Разделительный агент для пресс-форм бывает водным, масляным, в последние годы также разработаны порошковые и гранулированные разделительные агенты для пресс-форм. Требования: разделительное средство не должно оказывать негативного влияния на качество поверхности отливки, не должно иметь запаха дыма и не должно оставлять следов. Концентрация разделительного агента должна быть соответствующей, часто перемешивайте, не позволяйте ему выпадать в осадок, иначе полость формы будет очень холодной из-за термического усталостного растрескивания. Количество распыления должно быть меньше, распыление должно быть равномерным, образование пленки должно быть тонким. Слишком толстое напыление приведет к рыхлости отливки, образованию шлака, пузырей, пористости и другим дефектам. Если эффект распыления разделительного средства на водной основе не очень хорош, следует выбрать разделительное средство на масляной основе или порошковое разделительное средство. Однако их следует использовать под вакуумом. Распалубка отливки происходит быстро, с высокой производительностью, хорошим качеством, и форма производит меньше теплового напряжения, что способствует продлению срока службы формы.
5. убедитесь, что качество литого алюминиевого сплава гарантирует его состав;
Плавка алюминиевых сплавов и резервуар для хранения должны быть разделены. Центральная плавка должна строго контролировать содержание газов, таких как оксиды, абсолютно избежать лома и обратно в печь материал непосредственно добавляется в печь холдинга, в противном случае он будет загрязнять металлический раствор, не только серьезно снизить качество отливок, но и будет легко вызвать прилипание и коррозию формы. Содержание Fe в растворе алюминиевого сплава должно контролироваться в пределах 0,7 ~ 1,3%, если менее 0,7% легко вызвать явление прилипания к форме, если более 1,3% будет формировать металлическое соединение твердой точки, что приведет к эрозии.
6、 Создайте хорошую систему обслуживания пресс-формы, чтобы она находилась в хорошем рабочем состоянии:
A, своевременная очистка и очистка формы, удаление остатков полости и летящего края; B, замена или ремонт поврежденных частей; C, регулярная обработка формы для снятия напряжения: первая обработка для снятия напряжения для первоначального ввода в эксплуатацию формы для использования около 2000 ~ 5000 форм; вторая обработка для снятия напряжения для использования 10 000 ~ 20 000 форм; остальной интервал между каждой обработкой для снятия напряжения, как и выше, максимум не может превышать 15 000 форм. D. После использования формы в течение определенного периода времени, твердость поверхности формы будет уменьшена и появится явление прилипания формы, поверхность формы должна быть отшлифована гладкой, и азотирование должно быть проведено с толщиной слоя азотирования 0,08-0,12 мм, или азотирование + оксидирование композитной обработки, что позволит эффективно улучшить срок службы формы.























