
什么是铝合金模具?原理、结构与应用场景详解
发布时间:2026-07-01 分类:新闻 浏览量:34
摘要:
铝合金模具是什么?本文从材料特性、成型原理、模具结构到常见应用场景与设计要点,系统解析铝合金模具的优势与局限,帮助工程技术人员快速建立完整认知。
文章目录
铝合金模具通常指以铝合金制造的快速模具,适合原型验证、小批量试制和对交付速度敏感的项目;它的核心优势是加工快、导热好、修改方便,但在寿命、耐磨性和高压长期稳定性上一般弱于钢模。对于需要在 2–5 周内完成试模、且单批量不大的场景,铝合金模具往往比钢模更具性价比。
快速答案: 铝合金模具是以铝合金作为主体材料的快速成型工具,常用于注塑、压铸、低压铸造和挤压试模。它的价值在于导热快、切削快、交付快,适合 5,000–10,000 件级别的小批量场景;若面对高压、高温和百万级产量,则通常应切换到钢制模具。
核心要点
- 术语上“铝合金模具”通常指铝材制成的快速模具,不等于铝件压铸所用的钢模
- 铝合金的导热性明显高于钢,公开资料常描述为钢的约 3–4 倍,有助于缩短冷却周期
- 常见模具钢为 H13、8407,适合承受约 660℃ 以上铝液冲刷的压铸环境
- 铝合金模具适合 5,000–10,000 件级别的小批量试产,超过该区间通常要重新评估钢模方案
- 原型模交付常见为 2–4 周,钢模通常更长,具体取决于结构复杂度与加工工艺
关键速览
- 铝合金模具强调“快”,钢制模具强调“寿命”
- 6061-T6、7075-T6 常用于铝模原型和小批量快速模具
- 6061-T6 抗拉强度约 45,000 psi,7075-T6 约 83,000 psi,强度差异会直接影响型腔承载能
- 压铸铝件常见牌号包括 ADC12、A380,适合汽车、新能源和电子壳体类零件
- 核心结构一般包括定模、动模、型腔、浇注系统、冷却系统和顶出机构
什么是铝合金模具?它和钢制模具有什么区别?
铝合金模具是以铝合金作为主体材料的成型工具,常用于快速打样、小批量试制和工艺验证。与钢制模具相比,它的最大特点是导热快、密度低、切削加工速度高,因此能显著缩短制造周期与试模周期,但在耐磨性、热疲劳寿命和高压长期稳定性方面通常不如热作模具钢。
从材料性能看,铝合金的热导率常被描述为钢的约 3–4 倍,密度约为钢的 1/3 左右,因此更容易加工、开闭模惯量更低,也更适合需要快速修改的项目。公开资料还指出,铝合金模具的电火花加工和高速切削效率较高,尤其适合原型件、汽车试制件和短周期工程项目。
一句话概括:钢模拼寿命,铝合金模具拼速度和散热。如果你的项目更看重试模周期、结构修改和前期验证效率,铝合金模具往往更合适;如果看重高压寿命与长周期稳定生产,钢模更稳妥。铝合金模具 通常指用铝合金制造的快速模具,主要用于原型验证、小批量试制和快速交付。 钢制模具 通常指用热作模具钢或其他高强度钢材制造的模具,适用于高压、高温和大批量长期生产。 导热性 材料传递热量的能力;铝合金导热高,能帮助缩短冷却时间并提高节拍。 热疲劳 材料在反复升温和降温中产生裂纹或性能衰减的现象,是模具寿命的重要限制因素。
| 维度 | 铝合金模具 | 钢制模具 |
|---|---|---|
| 材料特征 | 轻、导热快、易加工 | 强度高、耐磨性强、寿命长 |
| 交付周期 | 常见约 2–4 周 | 常见约 4–8 周或更长 |
| 适用批量 | 原型、小批量、试制 | 中大批量、长期量产 |
| 修改难度 | 相对更容易修改 | 修改成本更高 |
| 典型用途 | 注塑试模、低压铸造、快速原型 | 压铸量产、高压成型、长期稳定生产 |

铝合金模具由哪些结构组成?工作原理是怎样的?
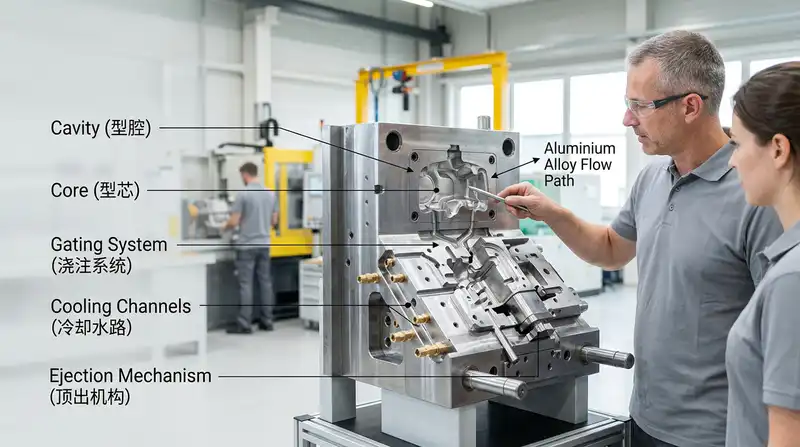
铝合金模具通常由型腔、型芯、浇注系统、冷却水路和顶出机构组成,工作原理是将金属液或熔融材料注入型腔,借助冷却系统快速降温并固化,再通过顶出机构完成脱模。由于铝材导热性高,模具能更快把热量带走,从而缩短单次成型周期。
五大结构分别起什么作用?
- 型腔:决定零件外形和表面精度的核心区域,直接影响成品尺寸与外观。
- 型芯:形成内部孔洞、空腔或倒扣结构,与型腔配合完成合模。
- 浇注系统:包括浇口、流道和内浇口,用于控制材料进入型腔的路径和速度。
- 冷却水路:负责带走热量,帮助控制温差、缩短冷却时间并稳定成型质量。
- 顶出机构:通过顶针、顶板等部件将制品从模腔中推出,避免粘模。
低压、重力、高压铸造的充型逻辑有何不同?
三种工艺的差异主要在于金属液进入型腔时的驱动力不同。低压铸造依靠气压缓慢推送金属液,适合要求致密性更高、气孔更少的零件;重力铸造主要靠重力自然充型,成本较低,适合结构简单、壁厚相对均匀的产品;高压铸造则以更高的充型压力和更快的速度填充型腔,适合薄壁复杂件。工艺不同,但都离不开稳定的模温控制与合理的冷却设计。
铝液温度通常在 650–700℃ 左右,模具预热到约 200℃ 更有利于减少冷隔和充型缺陷;模温波动越稳定,零件尺寸稳定性通常越好。公开研究与工程资料均强调,模具的温度分布、冷却通道位置和顶出时机,是决定铝合金模具稳定性的关键因素。
7075、6061、2A12铝合金牌号在模具应用中怎么选?
选择铝合金模具材料时,通常会优先考虑 6061-T6、7075-T6 和 2A12 等牌号,其中 6061-T6 更适合打样和小批量,7075-T6 更适合承载更高机械负荷的型腔,而 2A12 更常用于模架或支撑结构。材料选型的核心不是“越强越好”,而是要让强度、加工性和成本达到平衡。
| 牌号 | 布氏硬度 | 抗拉强度 | 典型用途 |
|---|---|---|---|
| 6061-T6 | 约 95 HB | 约 45,000 psi[3] | 试模、小批量原型 |
| 7075-T6 | 约 150 HB | 约 83,000 psi[4] | 高负荷型腔、承压部位 |
| 2A12 | 约 105 HB | 约 62,000 psi[5] | 模架、结构支撑 |
2A12 属于铝铜系合金,机械性能较好,但导热性、抗热疲劳和直接承受高温循环的能力通常不如更适合作快速模具的牌号,因此更适合做模架、支撑件或过渡结构。工程上常见做法是:先用 6061 完成结构验证,再根据产量和受力情况切换到 7075,以兼顾开发效率和使用寿命。

铝合金模具常见失效模式有哪些?如何预防热裂、磨损与变形?
铝合金模具最常见的失效模式包括热裂、表面磨损和型腔变形,其中热裂最典型,通常与反复热循环造成的热应力集中有关。只要从圆角设计、冷却布局、材料选择和热处理工艺四个方面同步优化,就能显著延长模具稳定工作时间。
⚠️ 常见错误: 把“铝合金模具”误解为“用铝材做的压铸钢模”。实际上,压铸铝件(例如 ADC12、A380)通常使用 H13、8407 等热作模具钢来承受约 660℃ 的铝液冲刷;而铝合金模具更多指用于快速原型或小批量生产的铝制模具。
- 热裂:反复升温降温会让表面出现龟裂纹,尖角位置最容易先裂。工程上通常会把内圆角半径设计到 2 mm 以上,并通过更合理的冷却路径减少温差。
- 表面磨损:高速金属液或熔融材料长期冲刷型腔表面,会让尺寸逐渐偏大。常见措施包括硬质阳极氧化、表面涂层和适当降低流速。
- 型腔变形:铝合金的刚性和高温强度低于钢材,长期受压后可能产生永久变形,因此需要在设计阶段强化受力区并进行成型分析。
加工质量也会影响失效速度。公开加工资料指出,采用多次应力消除热处理和高精度数控加工,可将型腔综合误差控制在 0.01–0.02 mm[7] 级别,并降低残余应力,从而减少早期热裂和尺寸漂移风险。

铝合金模具适合哪些应用场景?压铸和挤压怎么选?
铝合金模具更适合中小批量、交付周期紧、结构复杂但产量不高的项目,常见于注塑试模、低压铸造、重力铸造和铝型材挤压试模。它的经济区间通常在 5,000–10,000 件左右,超过这个区间后,钢模在单件摊销成本上往往更占优势。
低压铸造和重力铸造分别适合什么产品?
低压铸造更适合对内部致密性要求较高、壁厚变化不大的零件,例如新能源汽车电机壳、副车架、车载充电壳体等;重力铸造则更适合结构相对简单、批量适中、成本敏感的支架类或箱体类产品。随着 2026 年新能源汽车零部件需求继续增长,低压与重力铸造在车载壳体领域的应用仍在扩大。
什么情况必须转钢模?
当年产量进入 5 万件以上、或零件需要承受更高压铸压力、长期高温循环和更频繁的模腔冲击时,就应该认真评估钢模方案。对于 ADC12、A380 这类常见压铸铝合金,若目标是稳定量产和更长寿命,H13、8407 等热作模具钢通常更合适。
铝合金模具和钢制模具全生命周期成本谁更划算?
全生命周期成本的判断核心是产量和修改次数:如果是小批量、短周期、频繁改型的项目,铝合金模具往往更便宜;如果是长期稳定量产,钢制模具更容易把高开模成本摊薄到单件。2024 年公开展会技术资料显示,高导热铝模方案可把制造成本降低约 10%–约 20%,并把压铸周期缩短约 15%–约 25%。
| 维度 | 铝合金模具 | 钢制模具 |
|---|---|---|
| 开模费 | 通常更低,且修改更灵活 | 通常更高,修改成本更高 |
| 交付周期 | 约 2–4 周 | 约 4–8 周或更长 |
| 寿命表现 | 更适合小批量和试模 | 更适合高压和长期量产 |
| 单位成本 | 小批量更有优势 | 大批量更有优势 |
如果你的项目年产量在万件以内、且仍处于设计迭代阶段,铝合金模具通常更划算;如果产量继续上升并且对尺寸一致性要求更高,则钢模更适合承担长期生产任务。对于需要频繁修改的项目,铝模的加工效率和返修便利性会明显降低试错成本。
关于铝合金模具的常见问题
工程师和采购最常问的,通常是“能做多少模次”“坏了能不能修”“交期多久”“能否用于新能源零部件”。这些问题的答案都要回到产量、工艺和材料三项指标上,而不是只看价格。
铝合金模具能做多少模次?
如果是注塑或轻载成型场景,铝合金模具的经济生产区间通常约为 5,000–10,000 件;若是压铸这种高温高压冲击环境,实际寿命会更低,需要按零件复杂度、模温控制和材料疲劳情况重新评估。超过经济区间后,钢模在单件成本上往往更有优势。
型腔裂了能修吗?交期多长?
能修。对铝合金模具来说,局部磨损、细小龟裂和边角缺损通常可通过焊补、打磨和局部重加工恢复;由于铝材切削性好,原型或试模项目的交期常见约 2–4 周,而钢模通常需要更长时间。对于需要快速验证方案的项目,这种时间差非常关键。
铝合金模具适合新能源零部件吗?
适合,尤其适合新能源汽车中的车载充电壳体、控制盒、结构支架和部分热管理相关零件。随着 2026 年新能源车型持续放量,OBC、DCDC、PDU 等零部件对快速开模和轻量化验证的需求仍在增长,铝合金模具因此在试产阶段很有价值。
总结与选型建议
选铝合金模具时,最重要的是先判断项目所处阶段:如果是原型验证、小批量试制或需要快速改型,铝合金模具通常更合适;如果是高压长期量产,则应优先考虑钢模。材料牌号、失效模式和批量规模三者共同决定最终选型,而不是只看单一成本。
不同批量和结构下的模具方案怎么定?
如果批量在 5,000 件以内、且结构复杂或者仍处在反复修改阶段,优先选铝合金模具;如果产量超过万件并且追求更长寿命,钢模通常更划算。对于精密成型零件,型腔综合误差建议控制在 0.01–0.02 mm[10] 级别,通常需要配合数控精加工和电火花成型工艺。
- 原型试制:6061-T6,强调成本低、加工快
- 小批量高负荷:7075-T6,强调硬度和承载能力
- 大批量量产:钢模,强调寿命和单件摊销
什么时候该找专业铸造模具厂评估?
如果项目涉及新能源零部件、低压铸造、重力铸造或高复杂度型腔,建议在开模前尽早让专业模具厂介入。专业评估通常会覆盖模具结构分析、产品成型分析、冷却水路布局和顶出方案设计,这些因素会直接影响后期修模频率、成品率和总成本。























