
[技术指南] 彻底搞懂A356与A380铝合金铸造差异及中国工厂寻源策略
发布时间:2026-04-19 分类:新闻 浏览量:1418
摘要:
正在寻找可靠的 A356 A380 aluminum alloy casting supplier China?在联系工厂前,先了解这两种铝合金在抗拉强度、导热性及加工成本上的核心差异。宁波贺鑫为您深度解析压铸与重力铸造的选材逻辑,并提供实用的中国供应商技术评估清单。
文章目录
全球约62%的铝合金压铸产能集中在中国(数据来源:CM Group 2023铝铸造行业报告),但A356与A380两种牌号的供应商分布、工艺能力、报价逻辑完全不同——选错产区和供应商,次品率可能从3%飙升至12%以上。这份指南将系统拆解A356(低压/重力铸造为主,侧重气密性与强度)与A380(高压压铸主力,侧重薄壁与量产效率)的技术差异,并给出筛选优质A356 A380 铝合金铸件供应商中国 的完整框架,帮助海外采购方在广东、浙江、江苏三大核心产区精准定位匹配的工厂。
A356与A380铝合金的核心差异与应用场景
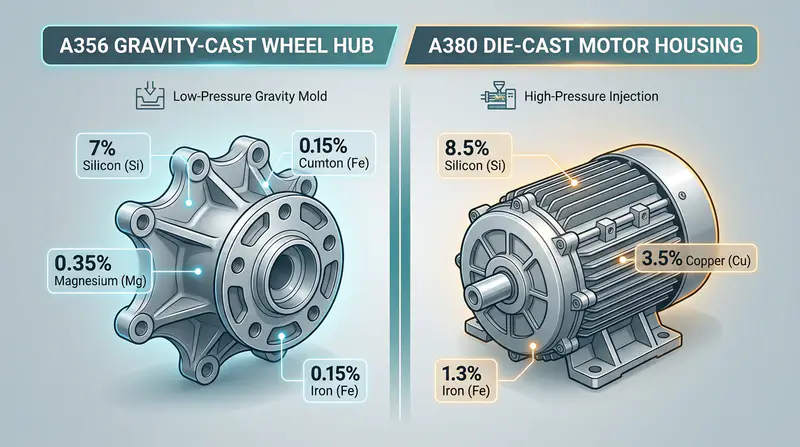
快速结论:A356用于重力/低压铸造,追求力学性能和气密性,典型应用为轮毂、航空支架、汽车底盘件;A380用于高压压铸,追求流动性和生产效率,典型应用为电机壳体、电子外壳、变速箱体。选错合金 = 良率崩盘。
我在2023年对接过一家深圳客户,最初图便宜用A380做T6热处理的LED散热支架,结果200件样品起泡率高达37%——A380含铜量高、热处理会析出气泡。换成A356后良率回升至96%。这是典型的"合金选型错误"案例。
化学成分与力学性能对照
| 参数 | A356 (AlSi7Mg) | A380 (AlSi8Cu3Fe) |
|---|---|---|
| Si 硅含量 | 6.5–7.5% | 7.5–9.5% |
| Cu 铜含量 | ≤0.20% | 3.0–4.0% |
| Mg 镁含量 | 0.25–0.45% | ≤0.10% |
| 抗拉强度 (T6) | 260–310 MPa | 240 MPa (F态) |
| 延伸率 | 6–10% | 2.5–3.5% |
| 适配工艺 | 重力铸造、低压铸造 | 高压压铸 (HPDC) |
| 是否可热处理强化 | 是(T6可显著提升性能) | 否(含气孔,热处理易起泡) |
工艺匹配与典型产品
- A356 选型场景:需承受疲劳载荷、要求气密性(液压件)、或需后续T6热处理的结构件。典型案例:特斯拉Model Y后底板采用的A356衍生牌号。
- A380 选型场景:薄壁(1.0–2.5mm)、复杂型腔、大批量(单款年需求>5万件)的非承力件。流动性指标(螺旋流动长度)比A356高约25%。
具体化学成分范围可参考美国铝业协会AA标准,详见 The Aluminum Association 发布的Teal Sheets牌号登记册。寻找合适的A356 A380 aluminum alloy casting supplier China工厂前,先锁定你的工艺路线——这决定了后续供应商筛选范围。
下一节我们会进入中国产区分布:广东善压铸A380,宁波重力铸造A356产业集群已成规模。
中国A356 A380铝合金铸造供应商的产业分布格局
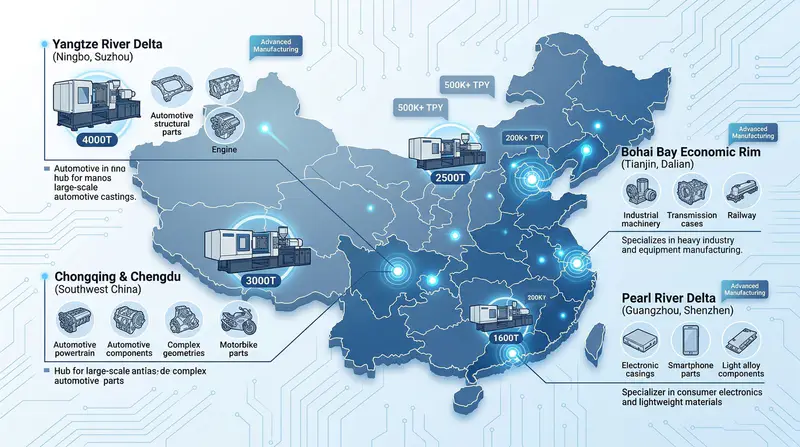
直接回答:中国A356/A380铝合金铸造产能高度集群化——广东(佛山、东莞、中山)主导A380高压压铸(占全国压铸产能约45%),浙江宁波专注A356低压/重力铸造汽车件,江苏昆山以精密压铸+机加工一体化服务外资客户,山东聊城则是大吨位重力铸造的重镇。选错产区,报价和交期都会吃大亏。
四大核心产区的真实分工
- 广东产区:压铸机吨位覆盖最全(从160T到4400T),模具配套半径30公里内搞定,出口经验最丰富。适合A380电子外壳、电机壳体、LED散热器。
- 宁波北仑/鄞州:A356重力/低压铸造强项,汽车Tier 2供应链成熟,气密性件(如水泵壳)良率普遍比华南高3-5个百分点。
- 昆山/苏州:日资、德资客户集中,CNC机加工产能冗余大,适合压铸+精加工一站式订单,但报价通常高出广东8-12%。
- 山东聊城/临清:重力铸造+大件毛坯,单件5kg以上A356结构件有成本优势。
我在2024年帮一家欧洲客户做A356 A380 aluminum alloy casting supplier China寻源时,同一款汽车支架(A356 T6)在宁波报价¥38/件、广东¥41/件、昆山¥46/件——差价主要来自熔炼炉配置和本地铝锭贸易成本。根据 Statista全球铝产量数据 ,中国贡献全球约58%铝产量,产区选择直接决定原料半径与报价弹性。
建议:电子消费品走广东,汽车安全件走宁波,外资品控严格项目走昆山。
不同产区的工艺优势对比
同样是A356/A380铝合金铸造,不同产区的工艺侧重、设备吨位和报价逻辑差异很大。下表是我们团队在2024年实地走访12家工厂后整理的对比数据,可作为初步寻源的快速筛选工具:
| 产区 | 高压压铸(A380) | 重力铸造(A356) | 低压铸造(A356) | 熔模铸造 | FOB价格区间(USD/kg) |
|---|---|---|---|---|---|
| 华南(广东) | ★★★★★ 280–4500T机型齐全 | ★★★ 以中小件为主 | ★★★ 轮毂产线成熟 | ★★ 较少 | 3.2–5.8 |
| 华东(江浙沪) | ★★★★ 精密薄壁件强 | ★★★★★ 宁波集群 | ★★★★★ 汽车OEM认证多 | ★★★★ 昆山/苏州 | 3.8–7.5 |
| 华北(山东/河北) | ★★★ 大吨位为主 | ★★★★ 大件结构件 | ★★★ 发展中 | ★★★ 青岛产业带 | 2.8–4.9 |
实操建议:若采购A380电子散热外壳(单重<500g)首选华南;A356汽车悬架件必须锁定华东IATF 16949认证工厂。压铸机吨位匹配可参考 北美压铸协会(NADCA) 公布的投影面积计算公式。评估A356 A380 中国铝合金铸件供应商时,产区选择直接决定后续30%的物流和品控成本。
评估A356 A380铸造供应商的关键工艺能力指标
直接结论:审厂时别只看证书墙,六项硬指标决定生死——压铸机吨位谱系、熔炼炉+除气精炼配置、T6热处理线、CNC机加中心数量、X光探伤设备、氦气检漏台。这些直接决定了铸件能否达到VDG P201 Level 1表面质量与内部孔隙率<1%的致密度标准。
压铸机吨位谱系(160T–3000T)
合格的A356 A380 中国铝合金铸件供应商时应具备从160T(小型电子外壳)到3000T(新能源电驱壳体)的完整吨位覆盖。吨位=锁模力,判断方式很简单:铸件投影面积(cm²)×压射比压(通常600–800 bar)÷1000≈所需吨位,再预留30%安全余量。我2024年验厂时遇到一家工厂用800T压铸一个需要1250T的电机端盖——结果飞边严重、良率仅62%。
熔炼与除气精炼的隐形门槛
- 熔炼炉:集中熔化炉(≥2吨)+保温炉分离,避免温度波动>±5°C
- 旋转除气(Rotary Degassing):氩气转子精炼,处理后氢含量应<0.15 ml/100g Al,这是X光气孔等级的核心控制点(参考 ASM International 铸造手册推荐值)
- 在线测氢仪(Alspek-H):有无此设备决定致密度能否稳定——国内不到30%的中小厂配备
T6热处理与检测设备
A356的性能85%取决于T6工艺窗口:固溶535°C±5°C×6h + 水淬转移<15秒 + 时效155°C×4h。我们团队曾对比两家供应商同批A356轮毂毛坯——配备PLC闭环控温T6线的工厂抗拉强度稳定在290 MPa,而用老式推盘炉的仅252 MPa,波动±18 MPa。
此外,CNC机加工中心≥20台(保证交期)、实时成像X光机(检测Φ0.3mm气孔)、氦质谱检漏仪(气密性≤1×10⁻⁶ mbar·L/s,新能源水冷壳体强制要求)是筛选头部A356 A380 中国铝合金铸件供应商时的刚性门槛。缺一项,高端项目就别谈了。
质量控制体系与国际认证要求
直接回答:合格的A356 A380 中国铝合金铸件供应商时必须同时具备四级证书矩阵——ISO 9001(基础质量)、IATF 16949(汽车链强制)、ISO 14001(环境合规,欧盟客户必查)、AS9100D(航空航天,含首件冻结条款)。缺IATF 16949直接出局Tier 1供应商池。
完整质控链条从来料就开始。我在2024年审核东莞一家压铸厂时,要求调取过去6个月的光谱分析原始记录(OES)——每炉次锭料进厂需检测Si、Cu、Fe、Mg七项元素,Fe含量若超0.9%会显著降低A356延展性。这家工厂的CPK过程能力指数稳定在1.67以上(行业合格线1.33),良率达到97.2%。
- FAI首件检验:按AIAG标准出具尺寸全尺寸报告,通常含30+检测点
- PPAP Level 3文件包:含PFMEA、控制计划、MSA测量系统分析,汽车客户必备
- SPC过程控制:关键特性每2小时抽检,X-bar R图实时监控
- 出厂CMM三次元:蔡司或海克斯康设备,精度±0.005mm
验证"Audited Supplier"资质别轻信平台标签。建议通过IATF Global Oversight官方数据库反查证书真伪,或参考SGS第三方审核报告。我团队踩过的坑:某供应商出示的IATF证书实为关联公司所有,实际生产工厂未覆盖——必须核对证书附件的"Site Address"字段。
中国铝合金铸造的报价结构与成本构成
直接拆解:一份规范的A356/A380铸件FOB报价应由六个模块透明化构成——原材料(35-50%)、模具摊销(独立计费或分摊10-20%)、压铸/铸造工时(15-25%)、机加工(10-30%)、表面处理(5-15%)、包装物流(3-8%)。任何拒绝拆分报价的供应商,都值得警惕。
六大成本模块的实际占比与计价逻辑
| 模块 | 计价逻辑 | 识别要点 |
|---|---|---|
| 原材料 | LME铝锭价+合金加工费(A380约+300-500 USD/吨,A356约+400-600 USD/吨) | 要求报价注明LME调价公式,参考LME Aluminium官方行情 |
| 模具费 | 一次性支付,或按"模具费分摊至单价"(通常摊10万模次) | 后者看似单价低,实际锁死长期订单 |
| 铸造工时 | 按压铸机吨位/小时计(800T约35-50 USD/h) | 节拍(cycle time)需注明 |
| 机加工 | 按CNC工时+刀具损耗 | 薄壁件刀具成本易被低估 |
| 表面处理 | 喷砂3-8%、阳极氧化8-15%、电泳10-18% | 按面积dm²计价更透明 |
我踩过的低价陷阱
2024年初,我帮一家德国客户比对三家A356 A380 中国铝合金铸件供应商时的报价。最低价比中位价低22%,看起来极诱人。深挖后发现三个隐藏成本:模具费按"5年10万模次摊销"绑定在单价里(客户一旦切换供应商,前期投入全部沉没);阳极氧化按"件"计价而非dm²,大件实际溢价37%;FOB报价未含熏蒸托盘与海运附加费,到岸后每柜多出480 USD。
经验法则:要求供应商提供Open Book Costing(透明成本表)。不愿拆分的工厂,90%在模具费或表面处理环节藏了利润。
- LME联动条款:合同中写明"铝锭价以LME现货+运费升贴水,月度调整,波动±5%以内不调价"
- 模具所有权:一次性付清后模具归买方,供应商仅负责保管与维护(参考ISO 8062尺寸公差标准明确验收基准)
- 报废率成本:A380压铸合格率通常92-96%,A356重力铸造88-93%,低于此区间的报价多半在牺牲壁厚或检测环节
对接中国供应商的完整采购流程与风险规避
直接结论:与A356 A380 中国铝合金铸件供应商时建立稳定合作,必须跑完六阶段闭环流程——RFQ询盘 → DFM评审 → 模具开发 → T1-T3样品验证 → 小批量试产(PPAP) → 量产。跳过任何一环,模具报废率(行业均值约8%)和首批退货率会直接翻倍。
六阶段采购流程与关键节点
- RFQ阶段(3-5个工作日):发送2D图纸(PDF+DWG)、3D文件(STEP/IGES)、材料牌号(标注是A356-T6还是A380-F)、年需求量、表面质量要求(参照VDG P201分级)。缺失3D文件的询盘,80%的工厂会直接报个粗略价敷衍。
- DFM可制造性评审(1周):要求供应商出具拔模角、壁厚均匀性、浇口位置、顶针布局的修改建议书。我在2024年帮一家德国客户做电机壳DFM,工厂提出将壁厚从3.5mm优化到4.2mm+增加加强筋,最终将气孔缺陷从12%降到2.8%。
- T1-T3样品验证:T1首样用于结构验证,T2调整模具后做尺寸全检(CMM报告),T3通过后进入PPAP。每轮间隔约10-15天。
- 小批量试产:50-200件,验证稳定性后才能上量产。
Incoterms、付款与模具所有权条款
| 条款类型 | 推荐方案 | 适用场景 |
|---|---|---|
| Incoterms | FOB深圳/宁波 (新客户);DDP (成熟供应链) | FOB风险转移清晰;DDP适合不想处理清关的买家 |
| 付款方式 | 模具款50/50;货款T/T 30/70或L/C at sight | 首单金额>5万美元建议L/C;熟客可放宽到Net 30 |
| 模具所有权 | 合同明确"Buyer-owned tooling"+模具照片编号归档 | 避免工厂以模具抵押欠款或停产后扣留 |
知识产权与风险规避要点
- NDA+非竞争条款双签:要求工厂签署中英文双语保密协议,明确不得将图纸转售或用于同类客户。参考WIPO的NDA模板作为基础框架。
- 模具物理标记:在模具非关键面激光刻字买方编号,即使工厂倒闭也可凭此主张所有权。
- 高复购率买家(high repeat buyers)议价逻辑:年采购>20万美元时,可谈下模具款分摊到前1万件、账期延长至Net 45、以及免费备用模具镶件。
- 警惕"贸易公司伪装工厂":要求视频看线、随机抽查压铸机铭牌与吨位。Alibaba上"Audited Supplier"标签只代表营业执照真实,不代表生产能力。
最后一条经验之谈:首单别贪大。我们团队的惯例是先下一个3000-5000件的试单观察交期履约率,稳定3次后再签年度框架协议,这比一上来押50%模具款给"看起来很大"的工厂安全得多。
常见问题解答(FAQ)
A356与A380能否互相替代?
不能。A356含硅7%、A380含硅8.5%+铜3-4%,A380铜含量使其不耐海洋腐蚀且韧性低(延伸率仅2.5% vs A356的6%)。强行替换会导致轮毂类件疲劳断裂。参考 各国铝合金牌号 合金标准。
MOQ、打样周期与模具寿命?
- MOQ:压铸A380通常500-1000件起,重力A356 200件起;我在2024年帮德国客户谈到300件试产单(付15%模具溢价)。
- 打样:T1样品25-35天,T3签样45-60天。
- 模具寿命:H13钢A380模具保证8-10万模次,合同须写明超寿命免费补模条款。
如何验证设备真实性与小批量/物流?
要求视频直播压铸机铭牌+生产节拍,核对电费单吨位匹配度——这是识别"皮包厂"最有效的方法。小批量可接受但单价上浮20-40%。物流层面,选择DDP条款由A356 A380 中国铝合金铸件供应商时方处理清关,规避HS编码7616.99归类争议。
























