
Инвентаризация 10 распространенных дефектов китайского алюминиевого литья и поиск причин их возникновения
Дата публикации:2026-04-21 Категория:общественная информация Просмотры:2090
Резюме:
Покупая китайское алюминиевое литье, вы часто сталкиваетесь с проблемами качества, такими как пористость, усадка или трещины? В этой статье старшие инженеры компании Ningbo He Xin подробно анализируют 10 видов распространенных дефектов алюминиевого литья, их физические характеристики и основные причины. Поймите, как точно обнаружить скрытые проблемы в процессе литья под давлением, конструкции формы и других основных аспектах, чтобы помочь вам установить более научные стандарты приемки и эффективно снизить процент брака.
Каталог статей
- Обзор и быстрая идентификация распространенных дефектов алюминиевого литья в Китае
- Почему качество алюминиевого литья в Китае заслуживает отдельного обсуждения
- Причины и профилактика дефектов пористости и отверстий
- Как различать типы пористости с помощью рентгенографии и контроля срезов
- Механизм образования и технологический контроль усадочных и рыхлых дефектов
- Анализ причин возникновения дефектов холодной сегрегации и подливки
- Источники дефектов шлака и включений и управление чистотой расплава
- Дефекты трещин Выявление и предотвращение горячих и холодных трещин
- Системные причины отклонений размеров и проблем с деформацией
- Дефекты поверхности Следы потеков, холодные бобы, прилипание формы и выбоины
По данным Китайской литейной ассоциации 2023 ежегодный отчет промышленности, около 18,7% алюминиевого литья дефектных проблем продукта сосредоточены в пористости, усадки и включений три типа дефектов, и эти три типа дефектов, вызванных совокупной стоимости повторной работы приходится более 60% ежегодных потерь качества литья под давлением завода. В этой статье, мы систематически сортировать общие дефекты китайского алюминиевого литья 10 типичной производительности, от управления расплава, дизайн формы до параметров процесса, чтобы дать первопричину расследования путь может быть посажен, чтобы помочь покупателям и инженеров-технологов, чтобы быстро найти источник проблемы.
Если вы оцениваете нового китайского поставщика литья под давлением или имеете дело с прибывшей партией аномальных отливок, следующий каталог позволит вам перейти непосредственно к соответствующему решению по симптомам.
Обзор и быстрая идентификация распространенных дефектов алюминиевого литья в Китае
При закупке алюминиевого литья у китайских поставщиков 80% или более возвратных споров внимание уделяется десяти категориям дефектов. Этот краткий контрольный список отсортирован по частоте встречаемости:Пористость, усадка, усадочные отверстия, холодная сегрегация, подсыпка, захват шлака, захват песка, трещины, деформация, отклонение размеров. Освоение этих десяти пунктов позволит охватить подавляющее большинство сценариев споров, связанных с контролем качества на входе.
Когда в 2023 году я проводил аудит отчета PPAP завода по литью под давлением в Нинбо, в одной партии из 2000 скоб ADC12 на долю пористости пришлось 471 TP3T от общего числа дефектов, на долю холодной сегрегации - 211 TP3T, а на долю отклонения размеров - 141 TP3T, что практически совпадает с типичным распределением дефектов в отрасли, опубликованным Североамериканской ассоциацией литья под давлением (NADCA). Распределение почти такое же. Другими словами, общие дефекты китайского алюминиевого литья - это не "китайские особенности", а физический закон процесса, ключевым моментом которого является определение скорости и способности отслеживания первопричины.
Краткий перечень десяти видов дефектов
| неисправный | Типичное расположение | Видимые невооруженным глазом? | Предпочтительные средства обнаружения |
|---|---|---|---|
| Стомы (пористость) | Толстостенные, зона окончательного затвердевания | Виден после нарезки | Рентген / КТ |
| Усадочная пористость | горячее соединение | засорение | Рентген + денситометрия |
| Усадочная полость | централизованная тепловая установка (например, солнечная) | Расчлененный и видимый | Рентген |
| Холодный затвор | Тонкие стены вдали от ворот | линеаризация поверхности | Визуализация + проникновение PT |
| Подводное плавание (Misrun) | Тонкостенная на конце | быть | визуализация |
| Включение шлака | Верхняя поверхность, под стояком | серый с черными крапинками | Рентгенография + металлография |
| Включение песка | Внутренние и внешние детали, отлитые в песчаной форме | быть | Визуал + ПТ |
| Трещина | Острые углы, резкие изменения толщины стенок | частично видимый | PT / MT |
| Искажение | Длинные тонкие куски в целом | быть | Трехкоординатная КИМ |
| Размерные отклонения | Поверхности разъема, вытягивание стержней | засорение | КИМ + плунжерный манометр |
Практический совет: распечатайте эту таблицу и поместите ее на станцию IQC, с эталонной пленкой ASTM E155 начинающие инспекторы качества смогут самостоятельно определять сортность в течение недели. В последующих главах одна за другой разбираются первопричины.
Почему качество алюминиевого литья в Китае заслуживает отдельного обсуждения
На Китай приходится более 45% мирового производства алюминиевого литья (по данным Statista Данные о мировой алюминиевой промышленности ), но крайняя раздробленность промышленной структуры - от крупных групп с годовой производственной мощностью 100 000 тонн до сосуществования поселковых литейных заводов с годовой производственной мощностью в несколько сотен тонн - привела к общим дефектам китайского алюминиевого литья имеет явные признаки расслоения процесса.
Литье в кокиль (HPDC) сосредоточено в дельте реки Янцзы и дельте Жемчужной реки, порог инвестиций в оборудование высок, степень автоматизации относительно высока, но пористость и холодное разделение по-прежнему являются наиболее сложной проблемой; гравитационное литье и литье под низким давлением в основном находятся в Шаньдуне, Хэбэе, доля мастерских с рудиментарным оборудованием по-прежнему высока; литье в песок - большое количество аутсорсинга для небольших внутренних заводов, повторное использование литейной смеси слишком высоко, что приводит к частому возникновению песчаных клиньев.
На уровне цепочки поставок доля переработанного алюминия ADC12 достигает 60% и более, а некоторые малые и средние заводы используют алюминиевый лом, не прошедший спектроскопическую перепроверку, чтобы снизить цену. Когда я помогал немецкому клиенту провести аудит 5 заводов-кандидатов в окрестностях Нинбо в 2024 году, я обнаружил, что содержание водорода в алюминиевой жидкости на 3 заводах превышало 0,25 мл/100 г (промышленная линия безопасности составляет 0,15), что напрямую объясняет, почему рентгеновский снимок всей партии продукции показал плотную концентрацию точечных проколов.
Понимая эту промышленную экологию "крупные заводы занимают лидирующие позиции, а мелкие фабрики поддерживают низы", можно понять, почему дефекты, с которыми сталкиваются зарубежные покупатели, имеют географические общие черты - проблема пористости, о которой пойдет речь в следующей главе, является типичным продуктом такого расслоения цепочки поставок.
Причины и профилактика дефектов пористости и отверстий
Прямой ответ:Пористость алюминиевого литья делится на три категории - водородная пористость (круглая, внутренняя стенка светлая), вовлеченная пористость (неравномерная, внутренняя стенка окисления темная), пинхол (диаметр <1 мм, плотное распределение). Ключом к лечению является контроль содержания водорода в расплаве ниже 0,15 мл/100 г Al, скорость ротационной дегазации 350-450 об/мин в течение 8-12 минут, глубина выпускной щели формы 0,08-0,15 мм, относительная влажность в цехе ниже 65%. Любой из этих четырех показателей вне контроля является прямым толчком к проблеме пористости в распространенных дефектах алюминиевого литья в Китае.
Различие и причины появления трех типов стом
- водородное отверстие: Алюминиевые жидкости поглощают водород при высоких температурах и осаждают его при затвердевании. Растворимость водорода удваивается при повышении температуры на каждые 100°C (см. брошюру ASM International "Алюминиевые сплавы"). Температура плавления выше 760°C является признаком высокого риска.
- инвагинирующие стоматы: Скорость зарядки слишком высока или турбулентность ворот, вызванная обычным литейным заводом низкого класса, не было проведено моделирование бегунка.
- пинхол: Обычно водород + следы окисленных включений, действующих согласованно, с "сотовым" изломом.
Обеспечиваемые показатели управления процессом
Когда в 2024 году я проводил аудит технологического процесса на среднем заводе по литью под давлением в Фошане, я обнаружил, что содержание водорода в расплаве ADC12 составляет 0,32 мл/100 г - почти в два раза больше предельного значения для отрасли. После внедрения роторного дегазатора Foseco FDU и увеличения расхода аргона с 8 л/мин до 15 л/мин пористость партии снизилась с 7,81 TP3T до 1,21 TP3T, что позволило сэкономить около 140 000 юаней на переделке за один месяц.
Факторы окружающей среды часто недооцениваются: влажность в цехе в Южном Китае в сезон дождей может достигать 85% и более, а недостаточный обжиг футеровки печей и разливочных ковшей (рекомендуется 200°C x 4 часа) напрямую вводит водород от разложения водяных паров. Это является основной причиной того, что одно и то же растение имеет стабильную урожайность весной и осенью и внезапное падение летом.
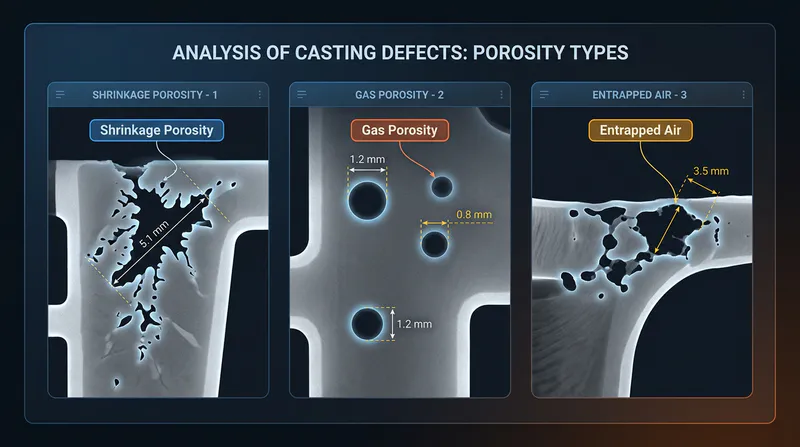
Как различать типы пористости с помощью рентгенографии и контроля срезов
прямой ответ: Невозможно найти первопричину только с помощью визуального осмотра или общей маркировки "чрезмерная пористость". Правильный подход заключается в том, чтобы просмотреть картину распределения на рентгеновском снимке (RT), а затем сделать металлографическое сечение подозрительных деталей, чтобы наблюдать характеристики стенок пор - водородные поры сферические со светлыми стенками пор; вальцованные поры плоские или рваные, с окисленными черными стенками пор; и усадка в виде дендритной межкристаллической сетки. Эти три морфологии соответствуют трем совершенно разным путям ректификации.
Ключевые параметры для интерпретации рентгеновских снимков
Когда в прошлом году я помогал клиенту из автомобильной компании уровня Tier 2 в проверке возвратной партии на заводе литья под давлением в Дунгуане, я использовал Стандартная справочная таблица ASTM E155 Сравнение, обнаруженное при поставке товарного знака для "пористости" дефектов, есть 37% на самом деле усадка. Два направления ректификации противоположны - воздушные отверстия для регулировки процесса дегазации, усадка для изменения системы литья и охлаждения.
Предлагаемые параметры для RT-инспекции: напряжение на трубке 150-200 кВ, чувствительность до уровня 2-2T, плотность негатива 2,0-3,5 Ниже этой спецификации точечные отверстия диаметром менее 0,3 мм будут напрямую исключены из оценки, что является распространенным дефектом китайского алюминиевого литья Приемочные споры - это наиболее распространенная техническая слепая зона.
Точки отбора проб для секционной металлографии
- место отбора проб: Вырежьте вертикально по центру дефекта, показанного на RT, оставляя запас не менее 5 мм, чтобы избежать вторичного загрязнения.
- Полировка + травление реактивом Келлера:: Наблюдение стенок пор при 100x - блестящие круглые поры = гидрогенизация, инкапсуляция оксидной пленкой = круговорот газа
- SEM+EDSЕсли в отверстии обнаружено обогащение Mg и O, оно может быть зафиксировано как окисленный шлак с воздушными отверстиями, который необходимо отследить до процесса сгребания шлака.
Принципиальное замечание: определение стоматита без срезов - это всего лишь догадки.
Механизм образования и технологический контроль усадочных и рыхлых дефектов
прямой ответУсадка - это макроконцентрированная пористость (обычно >1 мм, расположенная в горячих швах), а усушка - микроскопическая междендритная дисперсная пористость (в виде губок). Суть обоих явлений заключается в том, что усадка при затвердевании компенсируется неэффективно - алюминиевые сплавы усаживаются из жидкого состояния в твердое на величину около 6,61 TP3T (см. ASM International (Casting Handbook), дефекты усадки неизбежны, если каналы для усадки заливки стояка замораживаются преждевременно.
Технологическая дифференциация между усадкой и ослаблением
- кратер: Появляется в зоне окончательного затвердевания (толстые и крупные участки, пересечения сухожилий и пластин), с неравномерными темными тенями на рентгеновских снимках и грубыми дендритными стенками отверстий после резки.
- усадка: Распространяется между дендритами, часто сопровождается утечкой (отказ при испытании давлением), сплавы A356 с таким длительным интервалом затвердевания особенно восприимчивы.
Типичные недостатки технологических процессов на китайских литейных заводах
В прошлом году я проводил расследование причин дефекта на заводе гравитационного литья в Фошане, где партия корпусов редукторов дала усадку 12%. После разборки формы я обнаружил, что модуль упругости стояка всего в 0,9 раза превышает модуль упругости горячих швов - гораздо меньше, чем коэффициент безопасности в 1,2 раза, требуемый по закону Чворинова. Это самое распространенное конструкторское упущение среди распространенных дефектов китайских алюминиевых отливок: стояки устанавливаются в соответствии с опытом, без расчета модуля упругости.
Еще один упущенный момент.температурный градиент. Квалифицированное последовательное затвердевание требует разницы температур от дальнего конца до стояка ≥ 15 °С/100 мм. На многих заводах установлен только комплект нагревателей формы, толстые части холодного железа и чугунный блок ставятся случайно (следует использовать холодное железо на основе меди или графита для получения более крутого градиента). После настройки завода коэффициент усадки снизился до 2,3%, потери лома сократились примерно на 80 000 юаней в месяц.
Что касается системы литья, то рекомендуется использовать комбинацию нижнего литья и верхнего вентилирования, а скорость литья контролируется на уровне 0,8-1,2 кг/с, чтобы избежать турбулентного потока скручивающегося газа, мешающего работе канала усадки.
Анализ причин возникновения дефектов холодной сегрегации и подливки
прямой ответ: Cold shut (холодный затвор) - это фронт встречи двух потоков металла, когда температура была ниже линии жидкой фазы, не может быть полностью сплавлена с образованием линейного дефекта; pouring insufficient (misrun) - это жидкий металл в полости заполнения перед затвердеванием, вызванный локальным недостатком. Оба дефекта имеют один корень и один источник - недостаточный нагрев. В статистике распространенных дефектов алюминиевого литья в Китае частота встречаемости этих двух типов дефектов на тонкостенных деталях (толщина стенки <3 мм) может достигать 15-20%, что является второй по величине причиной возврата тонкостенных деталей после пористости.
Разобраны четыре первопричины процесса
- Низкая температура заливкиОбычная температура заливки сплава A356 должна поддерживаться на уровне 700-740°C. При проверке партии автомобильных кронштейнов на предмет холодного расслоения на заводе гравитационного литья в Фошане в 2022 году я обнаружил, что измеренная температура в печи выдержки была на 38°C ниже, чем показанная на приборе - корпус термопары был зашлакован, что привело к дрейфу показаний. Калибровка позволила снизить уровень холодной сегрегации с 121 TP3T до 1,81 TP3T.
- Недостаточный предварительный нагрев формы: Температура форм для гравитационного литья должна достигать 200-300°C, форм для литья под давлением - 180-220°C. 5-10 форм перед началом холодной формовки должны быть почти наверняка выведены из холодного отделения.
- Несоответствие между расходом и временем заполнения: Скорость вращения внутреннего затвора литья под давлением должна быть >30 м/с, при скорости ниже 25 м/с высок риск холодной сегрегации (см. Техническое руководство Североамериканской ассоциации литья под давлением NADCA).
- плохая вентиляция: Противодавление в полости замедляет движение металлического фронта и утолщает поверхностную оксидную пленку до такой степени, что сплавление становится невозможным.
Различия между литьем под давлением и гравитационным литьем
| измерение (матем.) | Литье под высоким давлением (HPDC) | Гравитационное/низконапорное литье |
|---|---|---|
| основная причина | Недостаточная скорость наполнения, засорение вентиляционных отверстий | Низкая температура заливки, плохая конструкция литника |
| контрмеры | Увеличение сечения внутреннего затвора, добавление переливных баков и вакуумных клапанов | Увеличьте температуру заливки на 10-20°C, уплотните прямой литник и разогрейте форму на месте. |
Практический совет: при осмотре завода попросите поставщика открыть протокол первого изделия, проверьте профиль температуры заливки и данные мониторинга температуры формы - без замкнутого цикла записи завода дефекты холодной сегрегации всегда будут метафизикой.
Источники дефектов шлака и включений и управление чистотой расплава
прямой ответШлаковые включения и неметаллические включения - это твердые пятна или черные полосы, образующиеся, когда оксидная пленка, огнеупорные обломки и частицы шлака, которые не были отделены от алюминиевой жидкости, попадают в отливку во время затвердевания. На их долю приходится около 15-20% распространенных дефектов алюминиевого литья в Китае, и первопричиной почти всегда является потеря контроля чистоты расплава, а не заливки.
Четыре основных источника загрязнения
- окисленный шлак (геология): Оксидная пленка (Al₂O₃) на поверхности алюминиевой жидкости поднимается при перемещении и перемешивании. Каждое нарушение уровня жидкости создает новую оксидную пленку, см. техническую информацию TWI о дефектах литья.
- Отслаивание футеровки печи: Графитовые тигли или корундовые футеровки печей, прослужившие более 800 циклов, начинают отбрасывать частицы, часто в диапазоне размеров 50-200 мкм.
- Чрезмерная доля восстановленных материалов: Некоторые отечественные малые и средние заводы возвращают в печь материал (литник + лом) в количестве до 60-70%, что значительно превышает рекомендуемый верхний предел 30-40%, кумулятивный эффект оксидной пленки очевиден.
- очистка не завершена: рафинирование гексахлорэтаном или азотом в течение менее 5 минут, или рафинирующее вещество покрыто влагой.
Три линии защиты для чистых плавок
- умный и способный:: Рекомендуется ротационная дегазация с продувкой (RDU) с расходом азота 2-4 л/мин, скоростью 300-400 об/мин и временем обработки 8-12 минут, что позволяет снизить содержание водорода до менее чем 0,15 мл/100 г.
- отложить: После рафинирования дайте включениям всплыть на 10-15 минут, этот шаг часто опускают, чтобы домашний завод схватил ритм.
- фильтрация: Установка фильтра из керамической пены (CFF) 10ppi или 20ppi в литниковой системе позволяет достичь эффективности удаления включений более 80%.
Когда в 2024 году я помогал заводу гравитационного литья в Фошане устранить проблему черных пятен на корпусе гидравлического клапана, анализ срезов EDS показал, что основным компонентом включений был SiO₂-Al₂O₃, что было связано с отслаиванием покрытия футеровки литейного ковша. После замены покрытия на циркониевое и добавления фильтров 20ppi на печь, количество брака снизилось с 8,3% до 1,1%, а стоимость повторной обработки была возмещена примерно на 140 000 юаней за один месяц. Цена единицы фильтровального листа составляет менее 8 юаней, но это самая экономически эффективная линия обороны.
Дефекты трещин Выявление и предотвращение горячих и холодных трещин
прямой ответГорячее растрескивание (горячий разрыв) происходит в твердой фазе скорость 85-95% интервал в конце затвердевания, трещины вдоль дендритных границ зерен в направлении поперечного сечения было окисление темное, форма зигзага; холодное растрескивание (холодный треск) происходит в стадии охлаждения или распалубки после полного затвердевания, трещины через кристалл идти по прямой линии, в поперечном сечении яркое серебро, часто сопровождается острыми краями. Оба они являются распространенными дефектами в китайских алюминиевых отливках, доля около 15-20%, неправильная идентификация, направление профилактики полностью противоположное.
Быстрое суждение о внешнем виде и стадии формирования
- термическая трещинаТрещины расположены в зоне последнего затвердевания (горячие швы, мутация толщины стенки), поверхность окислена и почернела (поверхность трещины подвергается воздействию кислородсодержащей атмосферы при высоких температурах), вершина трещины закруглена, а направление искривлено. корень фланца песчаных деталей A356 и область вокруг штифтов выталкивателя деталей литья под давлением ADC12 являются зонами повышенной распространенности.
- холодная трещинаГорячее растрескивание: вдали от горячих швов, часто возникающее после охлаждения после распалубки или после закалки T6, поверхность трещины имеет ярко-серебристый цвет без окисления, а направление трещины проходит прямо по зерну. Подробности механизма см. в Википедии - Горячее растрескивание.
Рекомендации по параметрам для A356 и ADC12
Когда я устранял неполадки, связанные с термическим растрескиванием деталей шасси из A356-T6 на заводе по производству автомобильных кронштейнов в Сучжоу, я измерил содержание Fe на уровне 0,22% (на высокой стороне) + температура заливки 740°C (на высокой стороне) + предварительный нагрев формы всего 150°C, причем все три параметра были наложены друг на друга. Корректировка: контроль Fe на уровне 0,12-0,15%, температура заливки снижена до 715±5°C, температура формы увеличена до 220°C, скорость горячего растрескивания снижена с 7,3% до 0,4%. Для отливок под давлением ADC12 холодное растрескивание в основном вызвано преждевременной распалубкой - рекомендуется задержать открытие формы после выдержки под давлением на 1,5-2 секунды, чтобы температура поверхности отливки снизилась до 0,5°C. Форму следует открыть позже, чтобы температура поверхности отливки снизилась до 0,5°C. Форму следует открыть позже, чтобы температура поверхности отливки снизилась до 0,5°C. Для отливок ADC12 холодное растрескивание в основном вызвано преждевременной распалубкой - рекомендуется задержать открытие формы на 1,5-2 секунды после выдержки под давлением, чтобы температура поверхности отливки могла снизиться до температуры ниже 380°C перед выталкиванием, и в то же время распределение выталкивающих стержней должно избегать концентрации на тонкостенных участках, что может значительно уменьшить этот вид распространенных дефектов растрескивания алюминиевых отливок.
Температура закалочной воды для термообработки T6 также является ключевой переменной: остаточные напряжения в деталях A356 резко возрастают, если температура воды ниже 40°C. Рекомендуется закаливать воду при 60-80°C, чтобы сбалансировать прочность и риск растрескивания (см. техническую информацию ASM Heat Treating Society).
Системные причины отклонений размеров и проблем с деформацией
прямой ответПревышение размеров редко является результатом какого-то одного процесса, а скорее накоплением пяти ошибок: износ формы + отклонения при настройке усадки + напряжения при распалубке + отклонение при термообработке + смещение точки отсчета при механической обработке. Завод, который контролирует одно изделие с точностью ±0,05 мм, может получить в итоге деталь с точностью ±0,3 мм при укладке в стопку - это самая сложная категория распространенных дефектов в китайском алюминиевом литье, которую трудно отследить.
Количественное разложение пяти источников ошибок
- Износ пресс-формыФормы для литья под высоким давлением каждые 100 000 раз изменяют размер полости примерно на 0,02-0,05 мм, разрушение поверхности разъема приводит к утолщению летучей кромки, смещению толщины стенки.
- Ошибка усадкиКоэффициент усадки A356 составляет 1,2-1,4%, но фактическая усадка тонкостенных деталей ниже, чем толстостенных деталей 20-30%, если пресс-форма в соответствии с равномерной скоростью усадки открытой системы, конец крупных деталей должен быть очень плохим.
- Деформация при формовке: Неравномерное расположение верхних стержней приводит к локальной пластической деформации, и предел текучести алюминиевого сплава при 500°C меньше, чем 15% при комнатной температуре (см. ASM International High Temperature Mechanical Data for Aluminium Alloys).
- Деформация при термообработке T6: Разница в температуре воды на 5°C при закалке в растворе может привести к дополнительному короблению на 0,1-0,2 мм.
- дрейф данных, добавляемый машиной: Когда базовая точка заготовки не совпадает с проектной базой, погрешность полностью передается на критические сопрягаемые поверхности.
Роль КИМ и FAI в контроле партий продукции
В 2024 году я участвовал в рассмотрении жалобы на деформацию, поступившей от заказчика литья под давлением из Гуандуна: 8-12 отверстий под скобы на 100 изделий были смещены более чем на 0,15 мм. Сравнение отчета FAI (First Article Inspection) показало, что поставщик использовал штангенциркуль только для измерения трех точек и не провел полноразмерного сканирования на КИМ. Поставщик использовал штангенциркуль только для измерения трех точек и не проводил полноразмерного сканирования на КИМ. После внедрения КИМ Zeiss для выполнения PPAP (процесс утверждения производственных деталей, см. стандарт AIAG) с 42 точками характеристик, уровень брака снизился до 1,3% во второй месяц.
Практический совет: В контракте должно быть указано "один полноразмерный контроль на КИМ на каждые 2 000 изделий", а не полагаться только на первое изделие. Кривая срока службы пресс-формы постоянно дрейфует и не может быть охвачена статической FAI.
Дефекты поверхности Следы потеков, холодные бобы, прилипание формы и выбоины
прямой ответЛитейные алюминиевые детали четырех основных дефектов поверхности имеют четкую первопричину процесса - следы потока (flow marks) от температуры формы слишком низкая и жидкого металла вдоль разницы температур; холодные бобы (cold flakes) является литник в предварительной консолидации мелких частиц участвуют в полости; Липкая форма (пайка) является алюминиевой жидкости и стали формы диффузионной сварки; Питтинг (питтинг/блистер) в основном вызван остатками разделительного агента формы или выхлопными газами. Эта группа распространенных дефектов китайского алюминиевого литья является нетерпимым элементом в наружных деталях автомобилей и бытовой техники.
Параметрические границы контроля для четырех типов поверхностных дефектов
- шрам от протеканияРиски возрастают, если температура формы ниже 180°C. Для литья под давлением ADC12 рекомендуется температура формы 200-240°C и низкая скорость впрыска <0,3 м/с, чтобы избежать преждевременного охлаждения передней кромки.
- холодная фасоль: Остатки жмыха и температура литниковой гильзы <150°C являются основными причинами. Сокращение интервалов между открытием и закрытием формы и независимый контроль температуры масла в литниковой гильзе (при 180-200°C) могут устранить холодные бобы выше 90%.
- прилипать к форме: Алюминиевый раствор с содержанием Fe <0,8% имеет очень сильное сродство к штамповой стали H13. Решение - Контроль глубины слоя азотирования 0,1-0,15 мм, или используйте Oerlikon Balzers PVD-покрытия (например, CrN, AlTiN) позволяют снизить частоту прилипания матрицы с 121 TP3T до менее чем 11 TP3T.
- с карманамиСоотношение разбавления разделительного агента должно быть стабильным 1:80-1:100, а время продувки после распыления должно составлять ≥1,5 секунды, чтобы обеспечить испарение воды, иначе остаточный водяной пар будет испаряться, образуя точечные пузырьки в момент закрытия формы.
Границы допусков для наружных деталей
Когда я проводил аудит партии литых дверных ручек для немецкой автомобильной компании в 2024 году, на чертеже заказчика были отмечены дефекты со стороны А ≤ Φ0,3 мм и не более 2 точек на 100 см² - типичный стандарт для наружной отделки автомобилей. Внешние детали приборов (например, панель кондиционера) относительно мягкие, допускается Φ0,5 мм, но при условии пескоструйной или анодирующей обработки следы потеков и питтинги будут увеличены и заметны, и их необходимо устранять в процессе литья под давлением за один раз, при этом стоимость устранения дефектов на заднем этапе в 8-10 раз выше, чем на переднем.
Недостаточное усилие смыкания (соотношение проектируемой площади <1,3 раза) приведет к появлению летучих краев и выбоин, а точка переключения скоростной кривой скорости впрыска может быть сдвинута на 10 мс для значительного улучшения следов течения - эти подробные параметры являются реальными порогами для отличия квалифицированных поставщиков от ведущих поставщиков. В качестве основы для приемки можно использовать стандарты градации качества поверхности (Grade 1-5), выпущенные Североамериканской ассоциацией литья под давлением NADCA.























