
Inventário de 10 defeitos comuns em peças fundidas de alumínio chinesas e soluções de investigação da causa raiz
Autor:H.K.X Publicado em:2026-04-21 Categoria:informação pública Visualizações:3185
Resumo:
Ao comprar peças fundidas de alumínio na China, depara-se frequentemente com problemas de qualidade, como porosidade, contração ou fissuras? Este artigo, da autoria de engenheiros sénior da Ningbo Hexin, analisa em profundidade 10 tipos de defeitos comuns de fundição de alumínio, as caraterísticas físicas e as causas principais. Compreenda como detetar com precisão problemas ocultos no processo de fundição, na conceção do molde e noutros aspectos fundamentais, para o ajudar a estabelecer normas de aceitação mais científicas e reduzir eficazmente a taxa de refugo.
Catálogo de artigos[Escondido]
- Visão geral e identificação rápida de defeitos comuns em peças fundidas de alumínio na China
- Porque é que a qualidade das peças fundidas de alumínio na China merece uma discussão à parte
- Causas e prevenção de defeitos de porosidade e pinhole
- Como distinguir os tipos de porosidade através da inspeção por raios X e por cortes
- Mecanismo de formação e controlo do processo de defeitos de retração e afrouxamento
- Análise das causas profundas dos defeitos de segregação a frio e de subcimentação
- Fontes de escórias e defeitos de inclusão e gestão da fusão limpa
- Defeitos de fissuras Identificação e prevenção de fissuras a quente e a frio
- Causas sistémicas de desvios dimensionais e problemas de deformação
- Defeitos de superfície Marcas de fluxo, grãos frios, aderência do molde e marcas de pancada
De acordo com o relatório anual da indústria de 2023 da associação de fundição da China, cerca de 18,7% de problemas de produtos defeituosos de fundição de alumínio estão concentrados nos três tipos de defeitos de porosidade, contração e inclusões, e estes três tipos de defeitos causados pelo custo acumulado de retrabalho representaram mais de 60% da perda anual de qualidade da fundição sob pressão. No presente documento, classificamos sistematicamente os defeitos comuns das peças fundidas de alumínio chinesas com 10 desempenhos típicos, desde a gestão da fundição, a conceção do molde e os parâmetros do processo, de modo a identificar a causa principal da investigação, para ajudar os compradores e os engenheiros de processo a localizar rapidamente a origem do problema.
Quer esteja a avaliar um novo fornecedor chinês de fundição injetada ou a lidar com um lote de peças fundidas anormais que chegaram, o seguinte catálogo permite-lhe saltar diretamente para a solução correspondente por sintoma.
Visão geral e identificação rápida de defeitos comuns em peças fundidas de alumínio na China
Quando se adquirem peças de alumínio fundido de fornecedores chineses, 80% ou mais litígios de devolução centram-se em dez categorias de defeitos. Esta lista de verificação rápida está ordenada por frequência de ocorrência:Porosidade, retração, orifícios de retração, segregação a frio, subenchimento, aprisionamento de escória, aprisionamento de areia, fissuras, deformação, desvio dimensional. O domínio destes dez itens cobrirá a grande maioria dos cenários de litígio em matéria de controlo de qualidade à chegada.
Quando auditei o relatório PPAP de uma fábrica de fundição injetada de Ningbo em 2023, num único lote de 2.000 suportes ADC12, a porosidade representou 471 TP3T do número total de defeitos, a segregação a frio representou 211 TP3T e o desvio dimensional representou 141 TP3T - o que é quase idêntico à distribuição típica de defeitos na indústria, conforme publicado pela North American Die Casting Association (NADCA). A distribuição dos defeitos é quase a mesma. Por outras palavras, os defeitos comuns das peças fundidas de alumínio chinesas não são "caraterísticas chinesas", mas a lei física do processo, a chave é identificar a velocidade e a capacidade de rastreio da causa raiz.
Lista de verificação rápida de dez tipos de defeitos
| defeituoso | Localização típica | Visível a olho nu? | Meios de deteção preferidos |
|---|---|---|---|
| Estomas (Porosidade) | Zona de solidificação final, de paredes espessas | Visível após o corte | Radiografia / TC |
| Porosidade de retração | junta quente | entupido | Radiografia + Densitometria |
| Cavidade de retração | unidade de aquecimento centralizada (por exemplo, solar) | Dissecado e visível | Radiografia |
| Fecho a frio | Muros finos longe do portão | lineação da superfície | Visualização + Penetração PT |
| Submergir (Misrun) | Paredes finas na extremidade | ser | visualização |
| Inclusão de escória | Superfície superior, sob o riser | cinzento salpicado e preto | Raio X + metalografia |
| Inclusão de areia | Peças interiores e exteriores moldadas em areia | ser | Visual + PT |
| Crack | Cantos agudos, alterações súbitas na espessura da parede | parcialmente visível | PT / MT |
| Distorção | Peças compridas e finas em geral | ser | CMM de três coordenadas |
| Desvios dimensionais | Superfícies de corte, extração do núcleo | entupido | CMM + calibre de encaixe |
Conselho prático: imprimir este quadro e colá-lo na estação de CQI, com a película de referência ASTM E155, os inspectores de qualidade principiantes podem ser avaliados de forma independente no espaço de uma semana. Os capítulos seguintes desmontam a causa principal, uma a uma.
Porque é que a qualidade das peças fundidas de alumínio na China merece uma discussão à parte
A China representa mais de 45% da produção mundial de peças fundidas de alumínio (segundo os dados da Statista sobre a indústria global do alumínio), mas a estrutura da indústria é extremamente fragmentada — coexistem grandes grupos com uma produção anual de 100 000 toneladas e fundições locais com uma produção anual de algumas centenas de toneladas — faz com que os defeitos comuns nas peças fundidas de alumínio chinesas apresentem características evidentes de estratificação tecnológica.
A fundição sob pressão (HPDC) está concentrada no delta do rio Yangtze e no delta do rio das Pérolas, o limiar de investimento em equipamento é elevado, o grau de automatização é relativamente elevado, mas a porosidade e a separação a frio continuam a ser o problema mais difícil; a fundição por gravidade e a fundição a baixa pressão encontram-se sobretudo em Shandong, Hebei, a proporção de oficinas com equipamento rudimentar é ainda elevada; a fundição em areia é um grande número de subcontratação a pequenas fábricas do interior, a reutilização da areia de fundição é demasiado elevada, o que leva à ocorrência frequente de cunhas de areia.
Ao nível da cadeia de abastecimento, a proporção de alumínio reciclado ADC12 utilizada é tão elevada como 60% ou mais, enquanto algumas fábricas de pequena e média dimensão utilizam matérias-primas de sucata de alumínio que não foram submetidas a um novo teste espetroscópico, a fim de manter o preço baixo. Quando ajudei um cliente alemão a auditar 5 fábricas candidatas nos arredores de Ningbo em 2024, verifiquei que o teor de hidrogénio do alumínio líquido em 3 fábricas excedia 0,25 ml/100 g (a linha de segurança da indústria é 0,15), o que explica diretamente por que razão a radiografia de todo o lote de produtos apresentava uma concentração densa de orifícios.
Compreendendo esta ecologia industrial de "grandes fábricas a liderar e pequenas fábricas a apoiar a base", é possível compreender por que razão os defeitos encontrados pelos compradores estrangeiros têm um ponto comum geográfico - o problema da porosidade no próximo capítulo é um produto típico desta estratificação da cadeia de abastecimento.
Causas e prevenção de defeitos de porosidade e pinhole
Resposta direta:A porosidade da fundição de alumínio é dividida em três categorias - porosidade de hidrogénio (redonda, parede interna brilhante), envolvida na porosidade (irregular, oxidação da parede interna escura), pinhole (diâmetro <1mm distribuição densa). A chave para a cura é controlar o teor de hidrogénio fundido abaixo de 0,15 mL/100g de Al, velocidade de desgaseificação rotativa de 350-450 rpm durante 8-12 minutos, profundidade da ranhura de exaustão do molde 0,08-0,15mm, humidade relativa na oficina é inferior a 65%. Qualquer um destes quatro índices fora de controlo é o gatilho direto para o problema da porosidade nos defeitos comuns nas peças fundidas de alumínio da China.
Distinção e causas dos três tipos de estomas
- orifício de hidrogénio: O alumínio fundido absorve hidrogénio a altas temperaturas, que se liberta durante a solidificação. Por cada aumento de 100 °C, a solubilidade do hidrogénio duplica (ver Manual de Ligas de Alumínio da ASM International). Uma temperatura de fusão superior a 760 °C constitui um sinal de alto risco.
- estomas invaginantesA velocidade de carregamento é demasiado rápida ou a turbulência do portão causada pela fábrica de fundição injetada comum de baixa qualidade não fez a simulação do corredor.
- pinholeFratura em "favo de mel": Geralmente hidrogénio + vestígios de inclusões oxidadas que actuam em conjunto.
Indicadores de controlo de processos aplicáveis
Quando estava a fazer uma auditoria ao processo numa fábrica de fundição injetada de média dimensão em Foshan, em 2024, descobri que o teor de hidrogénio na massa fundida ADC12 media 0,32 ml/100g - quase o dobro do limite da indústria. Após a introdução de um desgaseificador rotativo Foseco FDU e o aumento do caudal de árgon de 8 L/min para 15 L/min, a porosidade do lote desceu de 7,81 TP3T para 1,21 TP3T, poupando cerca de RMB 140.000 em custos de retrabalho num único mês.
Os factores ambientais são frequentemente subestimados: a humidade na oficina no Sul da China durante a estação das chuvas pode atingir 85% ou mais, e a cozedura insuficiente do revestimento do forno e da concha de vazamento (recomenda-se 200°C x 4 horas) introduz diretamente o hidrogénio da decomposição do vapor de água. Esta é a razão fundamental pela qual a mesma planta tem um rendimento estável na primavera e no outono e uma queda súbita no verão.
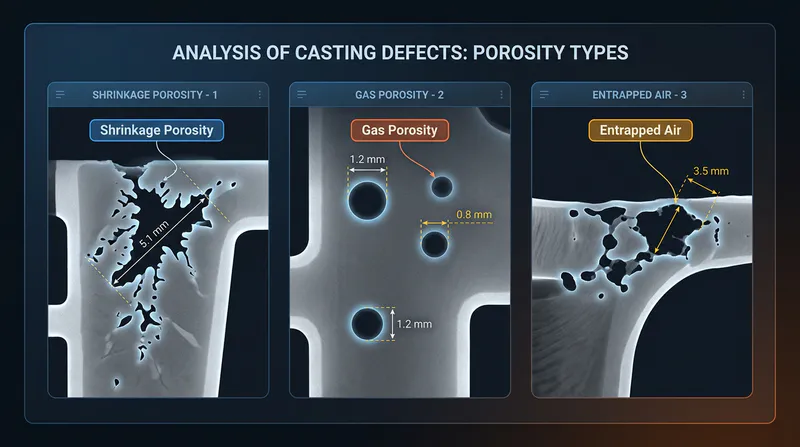
Como distinguir os tipos de porosidade através da inspeção por raios X e por cortes
resposta diretaA abordagem correta consiste em analisar o padrão de distribuição por raios X (RT) e, em seguida, fazer secções metalográficas para observar as caraterísticas da parede dos poros - os poros de hidrogénio são esféricos com paredes de poros brilhantes. A abordagem correta consiste em examinar o padrão de distribuição por raios X (RT) e, em seguida, fazer secções metalográficas das peças suspeitas para observar as caraterísticas da parede dos poros - os poros de hidrogénio são esféricos com paredes de poros brilhantes; os poros laminados são planos ou rasgados, com paredes de poros pretas oxidadas; e a retração apresenta-se sob a forma de uma malha intercristalina dendrítica. As três morfologias correspondem a três caminhos de retificação completamente diferentes.
Parâmetros-chave para a interpretação de raios X
No ano passado, ao ajudar um cliente Tier 2 do setor automóvel a rever um lote devolvido por uma fábrica de fundição sob pressão em Dongguan, comparei os resultados com o catálogo de referência da norma ASTM E155 e descobri que, entre os defeitos classificados pelo fornecedor como "poros", o 37% era, na realidade, uma porosidade por contração. As medidas corretivas para ambas as situações são diametralmente opostas — no caso das porosidades, é necessário ajustar o processo de desgasificação, enquanto no caso da contracção, é necessário alterar o sistema de vazamento e o arrefecimento.
Parâmetros sugeridos para a inspeção RT: tensão do tubo 150-200 kV, sensibilidade até ao nível 2-2T, densidade negativa 2,0-3,5 Abaixo desta especificação, os orifícios com menos de 0,3 mm de diâmetro serão diretamente omitidos da avaliação, o que constitui um defeito comum nas peças fundidas de alumínio chinesas Os litígios de aceitação são o ponto cego técnico mais comum.
Pontos de amostragem para a metalografia de secção
- local de amostragemCorte verticalmente ao longo do centro do defeito indicado pelo RT, deixando uma margem de pelo menos 5 mm para evitar contaminação secundária.
- Polimento + condicionamento com reagente de Keller:: Observação das paredes dos poros a 100x - poros redondos brilhantes = hidrogenação, encapsulamento da película de óxido = rolos de ar
- SEM+EDSSe for detectado um enriquecimento de Mg e O no furo, este pode ser bloqueado como escória oxidada com orifícios de ar, e o processo de remoção da escória tem de ser rastreado.
Uma palavra de princípio: a determinação dos estomas sem o corte é uma mera adivinhação.
Mecanismo de formação e controlo do processo de defeitos de retração e afrouxamento
resposta direta: Os poros de contração são cavidades macroscópicas concentradas (normalmente >1 mm, localizadas em pontos quentes), enquanto a porosidade por contração consiste em poros microscópicos dispersos entre os dendritos (com aspeto esponjoso). Ambos resultam, na essência, de uma compensação ineficaz da contração de solidificação — a contração volumétrica da liga de alumínio ao passar do estado líquido para o estado sólido é de cerca de 6,61 TP3T (ver Manual de Fundição da ASM International); se os canais de compensação do canal de alimentação solidificarem prematuramente, os defeitos de contração tornam-se inevitáveis.
Diferenciação de processos entre retração e afrouxamento
- crateraCausas: Aparece na zona de solidificação final (secções espessas e grandes, intersecções de tendões e placas), com sombras escuras irregulares nos raios X, e paredes dendríticas rugosas dos furos após o corte.
- retraçãoA356: Distribuídas entre dendrites, frequentemente acompanhadas de fugas (falha no ensaio de pressão), estas ligas de longo intervalo de solidificação são particularmente susceptíveis.
Deficiências típicas do processo nas fundições chinesas
No ano passado, fiz uma investigação da causa principal numa fábrica de fundição por gravidade em Foshan, um lote de engrenagens com uma taxa de encolhimento tão elevada como 12%. Depois de desmontar o molde, descobri que o módulo do riser era apenas 0,9 vezes superior ao das juntas quentes - muito inferior ao fator de segurança de 1,2 vezes exigido pela lei de Chvorinov. Esta é a omissão de projeto mais comum entre os defeitos comuns nas peças fundidas de alumínio chinesas: os risers são definidos de acordo com a experiência, sem cálculo do módulo.
Outro ponto ignorado égradiente de temperatura. A solidificação sequencial qualificada requer uma diferença de temperatura da extremidade mais distante para o riser ≥ 15 ° C / 100 mm. Muitas fábricas instalaram apenas um conjunto de aquecedores de moldes, partes grossas do ferro frio e o bloco de ferro fundido colocado casualmente (deve ser usado no ferro frio à base de cobre ou grafite para obter um gradiente mais acentuado). Depois de ajustar a taxa de contração da fábrica para 2,3%, as perdas de sucata foram reduzidas em cerca de 80 000 yuan por mês.
Quanto ao sistema de fundição, recomenda-se a adoção da combinação de fundição de fundo e ventilação de topo, e a velocidade de fundição é controlada a 0,8-1,2 kg/s para evitar que o fluxo turbulento de gás de enrolamento interfira com o canal de retração.
Análise das causas profundas dos defeitos de segregação a frio e de subcimentação
resposta diretaA calcinação a frio (calcinação a frio) é a frente dos dois fluxos de metal que se encontram quando a temperatura está abaixo da linha da fase líquida, não pode ser completamente fundida para formar um defeito linear; o derrame insuficiente (má execução) é o metal líquido na cavidade de enchimento antes da solidificação causada pela falta local de. Ambos têm a mesma origem e a mesma fonte - calor insuficiente. Nas estatísticas de defeitos comuns das peças fundidas de alumínio na China, a incidência destes dois tipos de defeitos em peças de paredes finas (espessura de parede <3mm) pode atingir 15-20%, que é a segunda maior razão para o retorno de peças de paredes finas depois da porosidade.
As quatro causas profundas do processo desmanteladas
- Baixa temperatura de vazamentoA temperatura de vazamento convencional para a liga A356 deve ser mantida entre 700 e 740°C. Durante a resolução de problemas de segregação a frio num lote de suportes para automóveis numa fábrica de fundição por gravidade em Foshan, em 2022, descobri que a temperatura medida no forno de espera era 38°C inferior à indicada no medidor - o invólucro do termopar estava escoriado, provocando desvios nas leituras. A calibração reduziu a taxa de segregação a frio de 121 TP3T para 1,81 TP3T.
- Pré-aquecimento insuficiente do molde: As temperaturas dos moldes de fundição por gravidade devem atingir 200-300°C, as temperaturas dos moldes de fundição sob pressão devem ser de 180-220°C. 5-10 moldes antes do início do molde a frio devem quase de certeza estar fora do compartimento a frio.
- Desfasamento entre o caudal e o tempo de enchimento: A velocidade do canal de alimentação na fundição por injeção deve ser >30 m/s; se for inferior a 25 m/s, é muito provável que se formem zonas frias (ver Manual Técnico da NADCA — Associação Norte-Americana de Fundição por Injeção).
- ventilação deficienteA contrapressão na cavidade desacelera a frente metálica e engrossa a película superficial de óxido até ao ponto em que a fusão é impossível.
Fundição injectada vs Fundição por gravidade Contramedidas de diferenciação
| dimensão (matemática) | Fundição injectada a alta pressão (HPDC) | Fundição por gravidade/baixa pressão |
|---|---|---|
| principal razão | Velocidade de enchimento insuficiente, tampões de ventilação obstruídos | Baixa temperatura de vazamento, má conceção do jito |
| contramedidas | Aumentar a secção transversal da comporta interior, acrescentar reservatórios de transbordo e válvulas de vácuo | Aumentar a temperatura de vazamento em 10-20°C, engrossar o jito reto e pré-aquecer o molde no local. |
Conselho prático: quando inspecionar a fábrica, peça ao fornecedor para abrir o registo da primeira peça, verifique o perfil da temperatura de vazamento e os dados de monitorização da temperatura do molde - sem um registo de circuito fechado da fábrica, os defeitos de segregação a frio serão sempre uma metafísica.
Fontes de escórias e defeitos de inclusão e gestão da fusão limpa
resposta diretaA inclusão de escória e a inclusão não metálica são pontos duros ou estrias negras que se formam quando a película de óxido, os detritos refractários e as partículas de escória que não foram separadas do líquido de alumínio são encapsuladas na peça fundida durante a solidificação. Representam cerca de 15-20% dos defeitos comuns nas peças fundidas de alumínio na China, e a causa principal aponta quase exclusivamente para uma perda de controlo da limpeza da fusão - e não para o vazamento.
Quatro grandes fontes de poluição
- escória oxidada (geologia)A película de óxido (Al₂O₃) na superfície do líquido de alumínio é varrida na transferência e na agitação. Cada perturbação do nível do líquido cria uma nova película de óxido, ver Informação Técnica TWI sobre Defeitos de Fundição.
- Fragmentação do revestimento do forno: Os cadinhos de grafite ou os revestimentos de corindo utilizados durante mais de 800 ciclos de forno começam a libertar partículas, muitas vezes com um tamanho de 50-200 μm.
- Percentagem excessiva de material recuperadoAlgumas fábricas nacionais de pequena e média dimensão, de volta ao material do forno (jito + sucata), atingiram 60-70%, excedendo largamente o limite superior recomendado de 30-40%, o efeito cumulativo da película de óxido é óbvio.
- a refinação é incompletaHexacloroetano ou azoto: refinação durante menos de 5 minutos, ou o agente de refinação está impregnado de humidade.
Três linhas de defesa para fusões limpas
- inteligente e capaz: Recomenda-se a desgaseificação por sopro rotativo (RDU), com um caudal de azoto de 2-4 L/min, uma velocidade de 300-400 rpm e um tempo de tratamento de 8-12 minutos, o que reduz o teor de hidrogénio para menos de 0,15 ml/100g.
- pôr de ladoApós a refinação, deixar flutuar as inclusões durante 10-15 minutos; esta etapa é muitas vezes omitida para que a planta doméstica possa agarrar o ritmo.
- filtragemInstalação de um filtro de espuma cerâmica (CFF) de 10ppi ou 20ppi no sistema de passagem pode alcançar uma eficiência de remoção de inclusões superior a 80%.
Quando ajudei uma fábrica de fundição por gravidade de Foshan a solucionar um problema de mancha preta no corpo da válvula hidráulica em 2024, a análise EDS da fatia mostrou que o principal componente das inclusões era SiO₂-Al₂O₃, que foi rastreado até o revestimento do revestimento da concha de fundição descascando. Depois de substituí-lo por um revestimento à base de zircónio e adicionar 20ppi filtros por forno, a taxa de sucata caiu de 8,3% para 1,1%, e o custo de retrabalho foi recuperado cerca de 140.000 RMB num único mês. O preço unitário da folha de filtro é inferior a 8 yuan, mas é a linha de defesa mais económica.
Defeitos de fissuras Identificação e prevenção de fissuras a quente e a frio
resposta diretaA fissuração a quente (rasgamento a quente) ocorre na fase sólida com uma taxa de 85-95% no final da solidificação, as fissuras ao longo dos limites do grão dendrítico em direção à secção transversal eram de oxidação escura, em forma de ziguezague; a fissuração a frio (fissuração a frio) ocorre na fase de arrefecimento ou desmoldagem após a solidificação completa, as fissuras atravessam o cristal para percorrer uma linha reta, a secção transversal da prata brilhante, muitas vezes acompanhada de arestas vivas. Ambos são defeitos comuns nas peças fundidas de alumínio chinesas, a proporção de cerca de 15-20%, identificação errada, direção de prevenção é completamente oposta.
Julgamento rápido da aparência e da fase de formação
- fissura térmicaAs fissuras localizam-se na última zona de solidificação (juntas quentes, mutação da espessura da parede), a superfície está oxidada e enegrecida (a superfície fissurada é exposta a uma atmosfera que contém oxigénio a altas temperaturas), a ponta da fissura é arredondada e a direção é curva. A raiz da flange das peças em areia A356 e a área em torno dos pinos ejectores das peças de fundição sob pressão ADC12 são as zonas de elevada prevalência.
- fenda fria: Fenda por calor, que surge frequentemente após o arrefecimento após a desmoldagem ou após o endurecimento T6; a superfície da fenda é prateada, sem sinais de oxidação, e o seu traçado é reto, atravessando os grãos. Para mais detalhes sobre o mecanismo, consulte a Wikipédia - Hot cracking.
Recomendações de parâmetros para A356 vs. ADC12
Quando estava a resolver o problema de fissuração térmica de peças de chassis em A356-T6 numa fábrica de suportes para automóveis em Suzhou, medi um teor de Fe de 0,22% (no lado alto) + temperatura de vazamento de 740°C (no lado alto) + pré-aquecimento do molde de apenas 150°C, todos os três sobrepostos. Ajuste: Controlo de Fe a 0,12-0,15%, temperatura de vazamento reduzida para 715±5°C, temperatura do molde aumentada para 220°C, taxa de fissuração a quente reduzida de 7,3% para 0,4%. Para as peças fundidas sob pressão ADC12, a fissuração a frio é principalmente causada por desmoldagem prematura - recomenda-se atrasar a abertura do molde após manter a pressão durante 1,5-2 segundos para permitir que a temperatura da superfície desça para 0,5°C. O molde deve ser aberto mais tarde para permitir que a temperatura da superfície da peça fundida desça para 0,5°C. Para as peças fundidas em molde ADC12, a fissuração a frio é principalmente causada pela desmoldagem prematura - recomenda-se atrasar a abertura do molde durante 1,5-2 segundos após a pressão de retenção, para que a temperatura da superfície da peça fundida possa ser reduzida para menos de 380°C antes da ejeção e, ao mesmo tempo, a distribuição das varetas ejectoras deve evitar a concentração nas áreas de paredes finas, o que pode reduzir significativamente este tipo de defeitos de fissuração comuns nas peças fundidas de alumínio.
A temperatura da água de têmpera no tratamento térmico T6 é também uma variável fundamental: quando a temperatura da água é inferior a 40 °C, as tensões residuais nas peças de A356 aumentam drasticamente; recomenda-se a têmpera em água a uma temperatura de 60-80 °C para equilibrar a resistência e o risco de fissuração (ver a documentação técnica da ASM Heat Treating Society).
Causas sistémicas de desvios dimensionais e problemas de deformação
resposta diretaOs desvios dimensionais raramente são o resultado de um único processo, mas sim de uma acumulação de cinco erros: desgaste do molde + desvios da configuração de retração + tensões de desmoldagem + recuperação do tratamento térmico + desvio do ponto de referência da maquinagem. Uma fábrica que controla um único item a ±0,05mm pode acabar com uma peça final que tem ±0,3mm quando empilhada - a categoria mais difícil de detetar de defeitos comuns nas peças fundidas de alumínio chinesas.
Decomposição quantitativa das cinco fontes de erro
- Desgaste do moldeOs moldes de fundição sob pressão de 100 000 em 100 000 vezes alteram o tamanho da cavidade em cerca de 0,02-0,05 mm, o colapso da superfície de separação leva a um espessamento dos bordos e a um desvio da espessura da parede.
- Erro de retraçãoA356 taxa de encolhimento de 1,2-1,4%, mas o encolhimento real de peças de paredes finas do que peças de paredes grossas inferior a 20-30%, se o molde de acordo com a taxa de encolhimento uniforme do sistema aberto, o fim das peças grandes deve ser super pobre.
- Deformação de desmoldagem: A distribuição desigual dos pinos de pressão provoca deformação plástica local; a 500 °C, a resistência ao escoamento da liga de alumínio é inferior a 151 % da resistência à temperatura ambiente do 3T (ver dados mecânicos a altas temperaturas das ligas de alumínio da ASM International).
- Deformação por tratamento térmico T6Uma diferença de 5°C na temperatura da água durante o arrefecimento da solução pode produzir um empeno adicional de 0,1-0,2 mm.
- desvio do ponto de referência acrescentado mecanicamenteQuando o ponto de referência do bloco não coincide com o ponto de referência de projeto, o erro é totalmente transferido para as superfícies de contacto críticas.
Papel da CMM e da FAI no controlo dos lotes
Em 2024, intervim numa reclamação relativa a deformações apresentada por um cliente de peças de fundição sob pressão da província de Guangdong — em cada 100 peças, 8 a 12 apresentavam um desvio nos orifícios dos suportes superior a 0,15 mm. Ao comparar com o relatório FAI (Inspeção do Primeiro Artigo, First Article Inspection), verifiquei que o fornecedor se limitava a medir três pontos com um paquímetro, sem realizar uma digitalização completa com uma máquina de medição por coordenadas (CMM). Após a introdução obrigatória da CMM da Zeiss para a realização do PPAP (Production Part Approval Process, de acordo com a norma AIAG) em 42 pontos característicos, a taxa de defeitos baixou para 1,31 TP3T no mês seguinte.
Conselhos práticos: O contrato deve indicar "uma análise CMM em tamanho real por cada 2.000 peças" em vez de se basear apenas na primeira peça. A curva de vida do molde está sempre a mudar e não pode ser captada por uma FAI estática.
Defeitos de superfície Marcas de fluxo, grãos frios, aderência do molde e marcas de pancada
resposta diretaAs peças de alumínio fundido sob pressão dos quatro principais defeitos de superfície têm uma causa raiz clara do processo - marcas de fluxo (marcas de fluxo) da temperatura do molde é demasiado baixa e o metal líquido ao longo da diferença de temperatura; feijões frios (flocos frios) é o jito na pré-solidificação de pequenas partículas que estão envolvidas na cavidade; molde pegajoso (solda) é o líquido de alumínio e a soldadura por difusão do aço do molde; A corrosão (pitting/blister) deve-se principalmente aos resíduos do agente de desmoldagem ou à produção de gases de escape. Este grupo de defeitos comuns nas peças fundidas de alumínio chinesas é um item de tolerância zero no exterior de automóveis e nas peças exteriores de electrodomésticos.
Limites de controlo paramétrico para quatro tipos de defeitos de superfície
- cicatriz de fluxoOs riscos aumentam quando a temperatura do molde é inferior a 180°C. A fundição injectada ADC12 recomenda uma temperatura do molde de 200-240°C e uma velocidade de injeção baixa de <0,3m/s para evitar o arrefecimento prematuro do bordo de ataque.
- feijão frioAs principais causas são: resíduos de bolo e temperaturas da manga do canal de entrada <150°C. A redução dos intervalos de abertura e fecho do molde e o controlo independente da temperatura do óleo da manga do canal de entrada (a 180-200°C) podem eliminar os grãos frios acima de 90%.
- aderir a um molde: O alumínio fundido com teor de Fe < 0,81 TP3T apresenta uma afinidade extremamente elevada pelo aço para moldes H13. Solução — Controlando a profundidade da camada de nitretação entre 0,1 e 0,15 mm, ou utilizando revestimentos PVD da Oerlikon Balzers (como CrN ou AlTiN), é possível reduzir a taxa de ocorrência de aderência ao molde de 121 TP3T para menos de 11 TP3T.
- marcadoA razão de diluição do agente desmoldante deve ser estável em 1:80-1:100, e o tempo de sopro após a pulverização deve ser ≥1,5 segundos para garantir que a água evapore, caso contrário, o vapor de água residual será vaporizado para formar bolhas pontuais no momento do fechamento do molde.
Limites de tolerância para peças exteriores
Quando auditei um lote de puxadores de porta fundidos sob pressão para uma empresa automóvel alemã em 2024, o desenho do cliente foi marcado com defeitos do lado A ≤ Φ0,3 mm e não mais de 2 pontos por 100 cm² - uma norma típica para acabamentos exteriores de automóveis. As peças exteriores de electrodomésticos (por exemplo, o painel do ar condicionado) são relativamente indulgentes, permitindo Φ0,5 mm, mas desde que seja feito um pós-tratamento com jato de areia ou anodização, as marcas de fluxo e as picadas serão ampliadas e visíveis, e devem ser feitas corretamente no processo de fundição sob pressão de uma só vez, sendo o custo da reparação no back-end 8-10 vezes superior ao do front-end.
Uma força de aperto insuficiente (rácio da área projectada <1,3 vezes) provocará arestas volantes juntamente com marcas de marcas de pancada, e o ponto de comutação de alta velocidade da curva de velocidade de injeção pode ser avançado em 10 ms para melhorar significativamente as marcas de fluxo - estes parâmetros detalhados são os verdadeiros limiares para distinguir os fornecedores qualificados dos fornecedores de topo. A base para a aceitação pode ser a norma de classificação da qualidade da superfície emitida pela North American Die Casting Association (NADCA) (Grau 1-5).























