
Guia de Fornecimento do Fornecedor de Fundição de Alumínio da China (com Avaliação da Qualidade e Lista de Verificação para Evitar Fosso)
Publicado em:2026-05-27 Categoria:informação pública Visualizações:1971
Resumo:
À procura de uma fundição de fundição sob pressão fiável? Este Guia de Fornecimento de Fornecedores de Fundição de Alumínio da China detalhado fornece-lhe uma explicação aprofundada do processo completo, desde a auditoria de qualificação, avaliação de processos até ao cálculo de custos. Combinada com anos de experiência de fabrico, a Ningbo Hexin ajudá-lo-á a evitar as armadilhas comuns da fundição e a selecionar rapidamente fábricas de qualidade com maquinação de precisão real e controlo de qualidade rigoroso. Leia agora uma lista de verificação útil para avaliação de fornecedores.
Catálogo de artigos[Escondido]
- Quadro de decisão central para o fornecimento de fornecedores de fundição de alumínio na China
- Panorama da Indústria de Fundição de Alumínio da China e Distribuição dos Aglomerados Industriais
- Comparação dos principais processos de fundição de alumínio e guia de seleção
- Diferenças de engenharia entre a fundição a baixa pressão e a fundição por gravidade
- Situação da tecnologia de fundição injectada integrada na China
- Seleção do tipo de liga de alumínio e correspondência das propriedades do material
- Lista de verificação de qualificação e inspeção no local para fornecedores qualificados
- Sistema de controlo de qualidade para todo o processo, desde a fusão até aos produtos acabados
- Impacto das capacidades internas de maquinagem CNC nos custos de aquisição e nos prazos de entrega
- A verdadeira estrutura de custos dos fornecedores de fundição de alumínio da China desmantelada
A China é responsável por cerca de 55% da capacidade global de fundição de alumínio (de acordo com o Statista Aluminium Industry Report), mas menos de 20% das fábricas nesta cadeia de abastecimento podem realmente entregar Cpk≥1.33 de forma consistente. este Guia de fornecimento de fornecedores de fundição de alumínio da China classificou o caminho completo de tomada de decisão, desde a seleção do processo, auditoria de qualificação até a desmontagem de custos, o que pode ajudá-lo a filtrar os fornecedores de risco de 70% antes de solicitar cotações. Este guia de fornecimento de fornecedores de fundição de alumínio ajuda-o a filtrar os fornecedores de risco de 70% antes de pedir orçamentos, e dá-lhe a lista de verificação de inspeção de fábrica e a linha vermelha de qualidade que pode implementar.
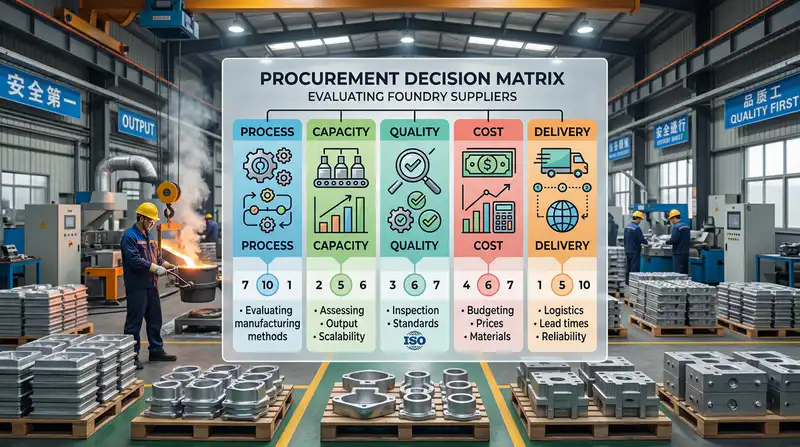
Quadro de decisão central para o fornecimento de fornecedores de fundição de alumínio na China
Conclusão de uma frase:Aquisição de fornecedores chineses de fundição de alumínio, não pode apenas olhar para a cotação, mas para usar o "grau de correspondência de processo - escala de capacidade - sistema de qualidade - estrutura de custos - capacidade de entrega" modelo quadridimensional ao mesmo tempo pontuação, qualquer unidimensional menos de 70 pontos devem ser eliminados. A ideia central deste guia de aquisição de fornecedores de fundição de alumínio na China é: escolher o processo errado é mais fatal do que escolher a fábrica errada, e escolher a fábrica errada fará com que todo o projeto pague mais custos ocultos 20%-35%.
Por que razão o abastecimento global continua a centrar-se na China? A resposta não se resume simplesmente ao facto de ser "barato". De acordo com os dados sobre a produção mundial de alumínio primário publicados pela Statista, a produção de alumínio primário da China em 2023 foi de cerca de 4 100 mil toneladas, representando mais de 58% da produção global. Isto significa que toda a cadeia de valor, desde as matérias-primas, o aço para moldes e as ferramentas de usinagem até aos fornos de tratamento térmico, é concluída num ciclo fechado no país — com prazos de entrega 4 a 6 semanas mais curtos do que no Sudeste Asiático e mais de 8 semanas mais curtos do que no México.
Quadro de decisão de cinco dimensões: limiares quantitativos para cada dimensão
| dimensão (matemática) | Pontos do exame de base | limiar de elegibilidade |
|---|---|---|
| Correspondência de processos | Baixa pressão/gravidade/alta pressão/areia/alinhamento do molde ou não | O valor anual da produção deste processo é ≥ 40% do valor total da produção da fábrica. |
| Escala da capacidade de produção | Tonelagem do forno de fusão, tonelagem da máquina de fundição injectada, número de peças por ano | Capacidade de produção mensal para deixar uma reserva de 30%, para evitar encomendas excessivas |
| sistema de qualidade | iso 9001 / iatf 16949 / as9100 | Validade da certificação + registos de supervisão e auditoria nos últimos 3 anos |
| estrutura de custos | Material, energia, mão de obra, amortização de moldes em percentagem de | A percentagem de material 55%-65% é a gama saudável |
| Capacidade de entrega | Taxa de entrega atempada OTD, localização de ferramentas, experiência em desalfandegamento | OTD ≥ 92% nos últimos 12 meses |
No ano passado, liderei uma equipa para fazer uma análise de fornecedores para um projeto de componentes estruturais para automóveis no leste da China e, depois de 6 fábricas candidatas terem sido classificadas de acordo com as cinco dimensões acima referidas, a classificação foi completamente oposta à classificação da oferta inicial - a que tinha a oferta OTD mais baixa era apenas a 78%, o que acabou por desencadear uma extensão do PPAP no cliente T1, com uma perda única de cerca de 42 000 USD. Este incidente permitiu-nos estabelecer uma regra de ferro:As instalações com OTD inferior a 90%, mesmo que sejam baratas, não entram na lista final de candidatos.
Uma lista de 6 requisitos que têm de ser definidos antes da aquisição
Antes de enviar o RFQ, recomenda-se que o comprador escreva os seguintes 6 itens numa página A4 "Documento de congelamento de requisitos" a ser assinado pelos departamentos de engenharia e qualidade para confirmação. Caso contrário, as alterações subsequentes farão com que o custo fique fora de controlo.
- Classes e normas de ligas de alumínioPor exemplo, A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), não escrever apenas "liga de alumínio".
- Tolerâncias dimensionais críticas e GD&TDefinir as classes CT (ISO 8062), geralmente CT9-CT11 para a areia, CT6-CT7 para a fundição injectada.
- Requisitos mínimos para as propriedades mecânicasResistência à tração, tensão de cedência e alongamento, com o estado do tratamento térmico (F / T5 / T6 / T7).
- Nível de defeito interno: Que nível de porosidade/encolhimento é aceitável para a classificação por raios X de acordo com a norma ASTM E155? As peças de segurança são normalmente ≤ Nível 2.
- Tratamento de superfície e requisitos de pinturaAnodização, revestimento em pó, eletroforese ou apenas jato de areia? Duração do ensaio de projeção salina (480h / 720h) a quantificar.
- Procura anual e gama de flutuaçõesA EAU (utilização anual estimada) ± 20% é comunicada ao fornecedor para facilitar a correspondência entre a vida útil do molde e a programação da linha de produção.
Um pormenor que é frequentemente ignorado: a propriedade do molde e o compromisso de tempo de vida. Os fornecedores chineses costumam indicar "vida útil do molde de 100 000 peças", mas se a sua procura anual for de 150 000 peças e o seu ciclo de produto for de 5 anos, deve incluir no seu contrato "uma reparação gratuita ou um reembolso proporcional por parte do fornecedor depois de esgotada a vida útil do molde", caso contrário, receberá uma fatura de reparação do molde no ano seguinte.
Panorama da Indústria de Fundição de Alumínio da China e Distribuição dos Aglomerados Industriais
Conclusões diretasA produção total de fundição de alumínio da China em 2023 será de cerca de 10,5 milhões de toneladas, representando mais de 42% da produção global (fonte de dados: Foundry-Planet Global Foundry Industry Report). No entanto, a capacidade real de aquisição está altamente concentrada nos quatro principais clusters da indústria: o delta do rio Yangtze é bom na fundição de precisão a baixa pressão e por gravidade, o delta do rio das Pérolas concentra-se na fundição injetada de produtos eletrónicos de consumo, a orla de Bohai serve peças pesadas OEM para automóveis e o oeste está a crescer rapidamente com a fundição injetada para integração de motos e veículos de energia nova. Se escolher o agrupamento errado, o ciclo de aquisição será prolongado, em média, por 15-25 dias e o custo de uma única peça aumentará 8%-12%.
Dados sobre a dimensão do sector e as exportações: mais do que apenas "grande
De acordo com a Associação Chinesa de Fundição (CFA), as exportações chinesas de peças de fundição em liga de alumínio ascendem a cerca de 17,8 mil milhões de dólares, um aumento de 6,3% em relação ao ano anterior. No entanto, a estrutura das exportações diverge drasticamente - as exportações de peças de fundição em areia tradicionais diminuíram 4%, enquanto as exportações de peças de fundição de alta pressão relacionadas com veículos de energia nova ( HPDC) registaram um crescimento de mais de 22%.
O que é que isto significa? Se estiver a adquirir novos invólucros de sistemas de três potências de energia, tabuleiros de baterias, partes integradas da estrutura da carroçaria, o poder de negociação do fornecedor está a aumentar rapidamente; pelo contrário, a fundição em areia da classe de suportes mecânicos gerais é um mercado de compradores, o espaço de negociação ainda é, pelo menos, 10%.
As vantagens diferenciadoras dos quatro clusters industriais
A nossa equipa visitou mais de 40 fundições de alumínio no terreno ao longo dos últimos três anos, abrangendo todos os principais grupos. Abaixo está um retrato do grupo baseado em dados reais do projeto:
| pólo industrial | cidade representativa | Pontos fortes do artesanato | Tipicamente a jusante | Nível de cotação individual | Quantidade mínima de encomenda (MOQ) |
|---|---|---|---|---|---|
| Delta do Rio Yangtze | Ningbo, Suzhou, Taizhou | Fundição de baixa pressão, fundição por gravidade, fundição de precisão | Peças para automóveis, equipamento médico, válvulas industriais | Médio-alto (referência +5%) | 500-1000 peças |
| Delta do Rio das Pérolas | Foshan, Dongguan, Zhongshan | Fundição injectada a alta pressão, peças de paredes finas, tratamento de superfície | Eletrónica de consumo, arrefecimento LED, electrodomésticos | Médio (base de referência) | A partir de 2000 peças |
| Círculo Económico de Bohai (região económica que inclui Pequim, Tianjin, Hebei, Liaoning e Shandong) | Tianjin, Qingdao, Tangshan | Fundição em areia de grandes dimensões, fundição por gravidade para trabalhos pesados | Veículos comerciais, máquinas de construção, energia eólica | Média-baixa (Baseline-3%) | 200 peças |
| parte ocidental | Chongqing, Chengdu, Xi'an | Fundição injectada de motociclos, fundição injectada integrada | Veículos de duas rodas, veículos movidos a novas energias, aviação | Baixo (linha de base - 8%) | 1000 peças |
Lógica de decisão do mundo real para seleção de clusters
No ano passado, ajudei um cliente alemão de bombas industriais a efetuar a migração da cadeia de abastecimento - inicialmente, insistiram em encontrar fornecedores em Foshan, porque ouviram dizer que "o Delta do Rio das Pérolas tem o preço mais baixo". Após um teste, rejeitei esta proposta: o Delta do Rio das Pérolas é bom em fundição injetada de produtos eletrónicos de consumo com uma espessura de parede de 1,5-3 mm, enquanto eles querem uma espessura de parede de 8 mm, um corpo de bomba de fundição em areia de latão de 8 kg em vez de peças de alumínio. Por fim, aterrámos em Yuyao, Ningbo, a primeira peça de taxa qualificada da amostra anterior de 62% para 94%, o custo anual de aquisição em vez de reduzir 11%.
Regra geral: Não se deixe enganar pelo rótulo "cluster de preços baixos". A correspondência de processos é um melhor determinante do verdadeiro custo total de propriedade (TCO) do que os diferenciais de preços geográficos.
Esta é a lógica subjacente a este guia de fornecimento de fornecedores de fundição de alumínio da China, repetidamente sublinhada - tipo de produto → processo → cluster, esta ordem não pode ser invertida. Caminho de julgamento específico:
- Peças estruturais para automóveis, peças para chassis: Prioridade ao delta do rio Yangtze (aglomerado de fundição de baixa pressão de Ningbo) ou à orla de Bohai (círculo de apoio ao sector automóvel de Tianjin e Changchun)
- Dissipadores de calor electrónicos, caixas para equipamentos 5G: Direcionado diretamente para o Delta do Rio das Pérolas (Dongguan Changan, Foshan Nanhai)
- Grandes peças mecânicas, cubos de turbinas eólicas: As instalações de fundição em areia da orla de Bohai (Qingdao, Tangshan) são as mais rentáveis.
- Fundição injectada integrada de nova energia (6000T+): Chongqing Liangjiang New District e Ningbo Qianwan New District são atualmente as duas únicas bases maduras
- Peças para motociclos/veículos eléctricos de duas rodas extremamente sensíveis ao custo: Aglomerados de Chongqing Jiulongpo e Jiangjin
Relativamente ao mecanismo através do qual a volatilidade do preço global do alumínio afecta as ofertas de clusters, recomenda-se que se preste simultaneamente atenção à tendência do preço do alumínio na LME da Bolsa de Metais de Londres - o ciclo de ajustamento das ofertas das fundições chinesas atrasa-se normalmente em relação à LME em cerca de 7-10 dias, o que dá aos compradores uma pequena, mas prática, janela de negociação.
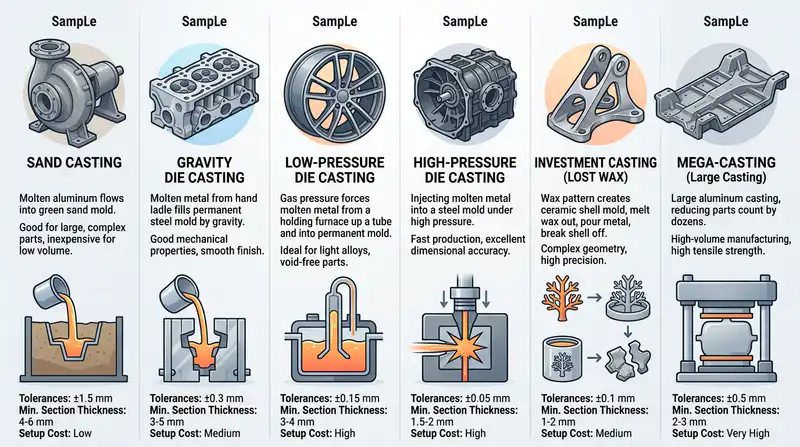
Comparação dos principais processos de fundição de alumínio e guia de seleção
Conclusões diretasOs seis principais processos de fundição de alumínio não apresentam vantagens ou desvantagens absolutas, apenas o grau de correspondência. A fundição em areia é adequada para peças de grande escala, desde uma única peça até mil; a fundição por gravidade e a fundição a baixa pressão são a base das peças estruturais de médio volume; a fundição sob pressão de alta pressão domina os produtos de consumo e as peças da carroçaria de milhões de peças; a fundição de investimento especializa-se em paredes finas complexas de alta precisão; e a fundição sob pressão integrada (Mega Casting) só é adequada para empresas de veículos de energia nova com uma capacidade de produção anual superior a 100 000 unidades. Escolhendo o processo errado, o custo de uma única peça pode duplicar 2 a 3 vezes, o que é o elo mais subestimado no guia de fornecimento de fornecedores de fundição de alumínio da China.
Matriz de comparação de seis parâmetros principais do processo
| artes e ofícios | Precisão dimensional (CT) | Rugosidade da superfície Ra | Espessura mínima da parede | Volume económico (peças/ano) | Índice de custo unitário típico | Entrada do molde |
|---|---|---|---|---|---|---|
| fundição em areia | CT10-CT12 | 12,5-25 μm | 4-5 mm | 1–5,000 | 1.0 (base de referência) | ¥5k-50k |
| Fundição por gravidade (tipo de metal) | CT8-CT10 | 6,3-12,5 μm | 3 mm | 2,000–50,000 | 0.8 | ¥30k-200k |
| fundição a baixa pressão | CT7-CT9 | 3,2-6,3 μm | 2,5 mm | 5,000–100,000 | 0.9 | ¥80k-400k |
| Fundição injectada a alta pressão | CT6-CT8 | 1,6-3,2 μm | 1,0 mm | 50,000–1,000,000+ | 0.5 | ¥200k-2M |
| fundição por cera perdida | CT4-CT6 | 1,6-3,2 μm | 0,8 mm | 500–50,000 | 2.0-3.5 | ¥20k-150k |
| Fundição injectada integrada | CT7-CT9 | 3,2 μm | 2,5 mm | 100,000+ | 0,4 (após aumento de escala) | ¥80M-150M |
Nota: O índice de custos baseia-se no mesmo peso de partes de areia 1.0, e os dados provêm das estatísticas da indústria Foundry-Planet e da média das nossas cotações no terreno para 17 fábricas no Delta do Rio Yangtze e no Delta do Rio das Pérolas.
Lógica de correspondência de processos para três cenários reais
Cenário 1: Habitação com motor de veículo de energia nova, procura anual de 80.000 peças.Quando fiz uma análise de seleção para uma empresa europeia de nível 1 no ano passado, a solução inicial era a fundição por gravidade, com um custo unitário de ¥178. Depois de mudar para a fundição a baixa pressão, a taxa de porosidade foi reduzida de 1,2% para 0,3%, e a taxa de rejeição de raios X foi reduzida de 7% para 1,8%, e apesar de o investimento em ferramentas ter sido de mais ¥260.000, o custo dos moldes pagou-se a si próprio em 8 meses. A base do julgamento é simples:Espessura irregular da parede + requisitos de estanquidade ao ar + mais de 50 000 peças por anoA baixa pressão é praticamente a única solução.
Cenário 2: Corpo de bomba industrial, necessidade anual de 600 peças, pesando 45 kg.Este tipo de peças pode consumir todo o orçamento do projeto em termos de custos de ferramentas, se as vendas os levarem a abrir um molde de fundição injetada. A escolha correta éFundição em areia de resina + tratamento térmico T6Molde ¥18.000, peça única ¥620, entrega em 2 semanas. A fundição em areia é insubstituível neste segmento de lotes.
Cenário 3: Dispositivo médico stent com estrutura complexa contendo cavidade interna, procura anual de 3.000 peças.A fundição por cera perdida é a primeira escolha - embora o custo por peça seja 2,5 vezes superior ao da fundição sob pressão, mas elimina o processo CNC subsequente do 70%. Um diretor de oficina que faz fundição por cera perdida há 20 anos disse-me: "Os clientes estão a olhar para o preço unitário da fundição, eu estou a olhar para o cálculo do custo de processamento global, que são duas coisas diferentes."
Três dos buracos mais fáceis de pisar ao selecionar um modelo
- Fundição injectada para peças estanquesA fundição convencional de alta pressão não pode ser tratada termicamente até T6 devido aos graves rolos de ar, pelo que têm de ser especificadas peças resistentes à pressão, como as caixas de engrenagens.fundição sob vácuo或Processo VacuralA nível nacional, existem menos de 200 fábricas com uma capacidade estável de fundição injectada sob vácuo.
- Descurar a inclinação de desmoldagem e a superfície de corte: Superfícies de partição mal concebidas em peças moldadas em areia podem levar a um aumento de 3 a 5 vezes nas horas de trabalho de limpeza de desgaste, o que reduz diretamente a sua vantagem de preço negociado.
- Pedido de orçamento com base em desenhos e não com base no processoO mesmo desenho é enviado para uma fábrica de fundição em areia e para uma fábrica de fundição injetada, e a diferença entre as cotações pode chegar a 300%, mas o rendimento e os custos de processamento são completamente diferentes. As compras maduras bloquearão o processo antes de pedir um orçamento.
A próxima secção irá desmontar as seis principais diferenças entre a fundição a baixa pressão e a fundição por gravidade no que diz respeito à engenharia, que são pormenores técnicos que são ignorados na maioria das propostas de aquisição, mas que podem ser decisivos para um projeto.
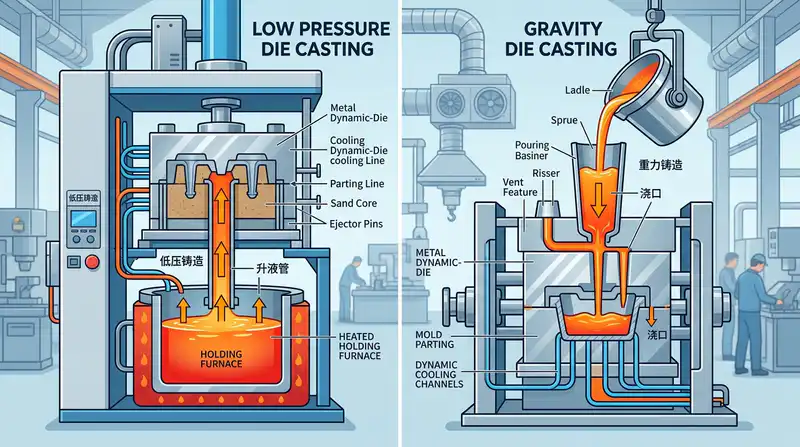
Diferenças de engenharia entre a fundição a baixa pressão e a fundição por gravidade
Conclusões diretasA fundição a baixa pressão (LPDC) e a fundição por gravidade (GDC) parecem pertencer ao processo do tipo metal "molde + alumínio líquido", mas existem enormes diferenças em termos de porosidade, propriedades mecânicas e custo unitário. A densidade de fundição a baixa pressão é de 99,2% ou superior, o alongamento é geralmente de 8%-12%, adequado para suportar a vibração e a pressão de vedação do invólucro do motor de veículos de energia nova, tabuleiro de bateria; o custo de fundição por gravidade por peça é inferior ao da fundição a baixa pressão 15%-25%, mas a porosidade situa-se normalmente na gama de 1%-3%, mais adequado para a cabeça do cilindro do motor tradicional, conchas de caixa de velocidades, como a verificação madura, os requisitos de alongamento 4%-7% podem ser peças. Este guia de fornecimento de fornecedores de fundição de alumínio da China lembra que, se você escolher um desses dois processos incorretamente, a taxa de sucata pode subir de 2% para 12%.
Tabela de comparação de variâncias quadridimensional
| dimensão (matemática) | Fundição a baixa pressão LPDC | Fundição por gravidade GDC |
|---|---|---|
| Estrutura do molde | Tipo fechado, tubo de elevação inferior + canal de manutenção da pressão, custo elevado do molde 30%-50% | Tipo aberto, porta de injeção superior ou lateral, estrutura de molde simples |
| Método de carregamento | 0,02-0,06 MPa de pressão de ar seco, enchimento suave sem turbulência. | Queda livre dependente da gravidade, taxa de enchimento não controlada |
| porosidade | <0,8%, tratável termicamente até à condição T6 | 1%-3%, tratado termicamente para facilitar a formação de bolhas |
| Resistência à tração (A356-T6) | 280-310 MPa, alongamento 8%-12% | 240-270 MPa, alongamento 4%-7% |
| Custo unitário (mesmo tipo de peça) | Referência 100 | 75–85 |
Porque é que as carcaças dos motores são quase sempre feitas de baixa tensão
A carcaça do motor do novo veículo de energia tem de suportar uma pressão de vedação superior a 1,5 MPa no canal interno do óleo de refrigeração, e quaisquer microporos com um diâmetro superior a 0,3 mm serão considerados não qualificados no teste de fuga de hélio. A fundição a baixa pressão baseia-se num tubo de elevação de líquido para "elevar" o líquido de alumínio do fundo do forno de suporte para a cavidade do molde, e o nível do líquido pode ser elevado a uma taxa controlada com precisão de 30-80 mm/s, o que evita o envolvimento de película de óxido secundário que é comum na fundição por gravidade. No ano passado, ajudei uma empresa de Suzhou de nível 1 a validar o projeto de revestimento do motor medido: o mesmo conjunto de material de substituição ADC12, a taxa de aprovação da verificação de hélio do processo de gravidade é de apenas 71%, passa para baixa pressão e aumenta a parte inferior da via de arrefecimento, a taxa de aprovação aumentou para 96,4%, uma única peça de poupança de cerca de 38 yuan de custos de retrabalho.
Porque é que os componentes convencionais dos motores continuam a utilizar a gravidade
A vida útil do projeto e a especificação do material da cabeça do cilindro do motor a combustível foram congeladas na década de 1990, e a complexa camisa de água formada por fundição por gravidade com núcleo de areia foi verificada por numerosos DVP em 30 anos, e a curva de experiência de afinação da fábrica tem sido muito madura. A mudança para a baixa pressão requer não só o re-desenvolvimento de moldes (um conjunto de moldes de baixa pressão para cascos de motores está cotado entre 800.000 e 1,4 milhões de RMB na China, o que é mais de 400.000 yuan mais caro do que os moldes de gravidade), mas também a refacção do PPAP e dos testes de bancada, com um ciclo de revisão de pelo menos 9 meses. Para a plataforma de combustível, cuja produção anual já se encontra numa trajetória descendente, este ROI não é rentável.
Conselhos práticos em matéria de contratos públicos
- Ver o parâmetro do tempo de esperaA curva de pressão de retenção da fundição de baixa pressão (aumento da pressão de retenção do líquido de enchimento-impulso) é o núcleo do processo, o fornecedor é obrigado a fornecer a exportação de dados PLC, mantendo o tempo de pressão de menos de 90 segundos de fundições médias e grandes para ser vigilante encolhimento.
- Verificação da vida útil dos tubos de elevaçãoOs tubos de elevação em cerâmica têm uma duração de vida de 8.000-12.000 ciclos, enquanto os tubos de grafite baratos têm uma duração de vida de apenas 3.000 ciclos, o que tem um impacto direto na consistência da fundição.
- As instalações por gravidade devem ser cautelosas na mudança para a baixa pressão: Muitas pequenas e médias fábricas chinesas apresentam-se sob a bandeira do "duplo processo", mas a taxa de utilização dos equipamentos de baixa pressão é inferior a 40%, o que suscita preocupações quanto à estabilidade do processo. De acordo com as normas do Índice de Capacidade do Processo publicadas pela Associação Norte-Americana de Fundição sob Pressão (NADCA), só se considera aceitável um valor de Cpk ≥ 1,33.
- Não se limite a olhar para os preços unitários para fazer comparações de custosSe está a oscilar entre a China e a capacidade no estrangeiro, comece por ler o Análise completa da comparação de custos de fundição de alumínio entre a China e a Índiaque permite distinguir o impacto da amortização dos moldes de baixa pressão no custo total.
A essência da seleção do processo é combinar os "requisitos mecânicos - tamanho do lote - maturidade da validação" do produto com o limite da capacidade do processo. Quando a sua procura anual excede 50.000 peças, requisitos de alongamento ≥ 8% e testes de estanquidade ao ar, a fundição a baixa pressão é praticamente a única solução económica; por outro lado, a fundição por gravidade continua a ser a mais rentável. Não se deixe enganar pela retórica dos fornecedores "nós podemos fazer tudo" - há pelo menos uma curva de rendimento de 3 anos entre o que você pode fazer e o que você pode fazer bem.
Situação da tecnologia de fundição injectada integrada na China
Conclusões diretasAté ao final de 2024, a China já instalou ou está a construir mais de 90 mega-máquinas de fundição injetada com mais de 6.000 toneladas, das quais cerca de 25 são de 9.000 toneladas ou mais, o que a torna o mercado mais concentrado do mundo em termos de capacidade de produção de fundição injetada integrada (Mega Casting). Mas para mais de 90% pequenos e médios compradores, esta rota tecnológica não precisa de acompanhar - Mega Casting ponto de equilíbrio económico na produção anual de cerca de 80.000-100.000 peças, abaixo deste montante do projeto com a tradicional fundição sob pressão de alta pressão + programa de soldadura em vez do custo por peça é menor! 15%-25%.
Máquina de fundição injetada ultra-grande do mapa da China
O núcleo a montante desta corrida ao armamento da Mega Casting é constituído pelos fornecedores de máquinas de fundição injectada.Tecnologia LKOcupa cerca de 75% do mercado global acima das 6.000 toneladas, e o seu modelo de 9.000 toneladas foi fornecido a granel à fábrica da Tesla em Xangai, à fábrica da Xiaopeng em Zhaoqing e à fábrica da Gaohe em Yancheng;YizumiSeguiu-se-lhe o modelo estrutural de dupla chapa LEAP 9000T, cujos clientes a jusante incluem a BAE e a FAW Casting. A Bühler e a IDRA também têm projectos esporádicos na China, mas o prazo de entrega é longo e o preço é cerca de 30% mais elevado.
Alguns casos representativos das aterragens mais rápidas:
- Fábrica da Tesla em XangaiA fundição sob pressão integrada da parte inferior da carroçaria traseira do Modelo Y combina mais de 70 peças em 1-2 peças, reduzindo o peso da carroçaria em cerca de 10% e os custos de fabrico em cerca de 40%.
- Fábrica Azalea Hefei F2O piso traseiro do ET5 é fabricado numa máquina de fundição injetada de 12.000 toneladas, com um peso de peça única de cerca de 80 kg e um tempo de batimento de cerca de 90 segundos.
- Xiaopeng, Ideal, Ceres: Todos entraram na fase de produção em massa de 9.000 toneladas, principalmente no delta do rio Yangtze e no delta do rio das Pérolas.
- Wencan, Guangdong Hongtu, Top GroupAs três maiores fundições de Mega Casting do Tier 1 na China estão atualmente a receber encomendas.
O verdadeiro impacto da megafusão nas cadeias de abastecimento tradicionais
O carácter disruptivo desta tecnologia tem sido muito exagerado. O investimento total de uma ilha de fundição injetada de 6 000 toneladas é de cerca de 150 a 300 milhões de RMB (incluindo carroçaria, molde, forno, prensa de corte, linha de inspeção de raios X), o custo de um único conjunto de moldes é de 6 a 15 milhões de RMB e a taxa de rendimento sobe de 40% na fase de produção experimental para 85% estáveis na produção em massa, o que normalmente demora 9 -14 meses. Em 2023, a nossa equipa ajudou uma empresa de automóveis novos a realizar auditorias a fornecedores e descobriu que o rendimento do terceiro trimestre de um chefe Tier1 num modelo de 9.000 toneladas era de apenas 68%, e o custo de uma única parte do molde chegava aos 220 dólares, o que é quase o dobro da sua oferta inicial.
Isto significa que os choques se concentram principalmente emEstruturas de carroçarias de veículos de passageiros de energia novaEste segmento do mercado tem pouco ou nenhum impacto nos seguintes domínios:
| nicho de mercado | Nível de impacto da mega fundição | racionalidade |
|---|---|---|
| Peças fundidas para veículos comerciais/máquinas de construção | praticamente nulo | Pequeno volume, estrutura simples, tipo gravidade/areia mais económico |
| Caixa do motor, suporte da bateria | 低 | A fundição a baixa pressão continua a ser superior em termos de estanquidade ao ar e alongamento |
| Componentes estruturais de eletrónica de consumo | não ter | Pequenas dimensões, totalmente cobertas pela fundição injectada convencional |
| Pavimento integrado na carroçaria com nova energia | 高 | Solução preferida do OEM principal |
Os pequenos e médios compradores devem seguir o exemplo?
O meu conselho é simples:O Mega Casting não é necessário para projectos com um volume de compras anual inferior a 50 000 peças e um peso unitário inferior a 15 kg.. O que realmente precisa de ser avaliado são duas questões derivadas:
- Ligas sem tratamento térmico (por exemplo, Silafont-36, Mercalloy 368, Ulan AlsiMgMn doméstico)A capacidade de entrega - esta é a revolução material impulsionada pela Mega Casting - tem o mesmo valor de redução de custos que as peças fundidas normais, com poupanças de cerca de 8%-12% ao saltar o tratamento térmico T7.
- Capacidade de fundição sob vácuo--O vácuo de cavidade inferior a 50 mbar é o limite para a produção de peças estruturais soldáveis e tratáveis termicamente. Muitos fornecedores de média dimensão afirmam ter sistemas de vácuo, mas os níveis de vácuo medidos vão apenas até 150 mbar, o que é insuficiente para suportar aplicações topo de gama.

Seleção do tipo de liga de alumínio e correspondência das propriedades do material
Conclusão direta: escolher o tipo de liga de alumínio errado é mais fatal do que escolher a fábrica errada. Se uma peça fundida A356 for utilizada erradamente como ADC12, a vida à fadiga nas mesmas condições de trabalho pode diminuir mais de 60%; enquanto as peças estruturais que deveriam estar no estado T6 são entregues no estado F (estado fundido), o limite de elasticidade será diretamente reduzido para metade. Este guia de compras do fornecedor de fundição de alumínio da China deve estar ligado à compreensão do grau e do processo, estado do tratamento térmico, em vez de simplesmente escrever "liga de alumínio" três palavras nos desenhos.
Correspondência entre notas chinesas e estrangeiras e mal-entendidos comuns
Os técnicos das fundições de alumínio chinesas são confrontados diariamente com pelo menos quatro sistemas de classificação: GB/T 1173 (ligas de alumínio fundido), Norma Americana AA (Associação de Alumínio), Norma Japonesa JIS H5302 e Norma Europeia EN 1706 (EN AC-xxxxx). Se o comprador indicar apenas a norma americana, a fábrica nacional pode fundir o material de acordo com a norma GB mais próxima, e a banda de composição química pode não ser exatamente a mesma.
| Graus comuns | Contraparte da GB | Eurocorrespondência | Dia Correspondência normalizada | burro de carga |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | PT AC-42100 (AlSi7Mg0.3) | AC4CH | Baixa pressão, gravidade, areia |
| ADC12 | YL113 (aproximado) | PT AC-46000 | ADC12 | Fundição injectada a alta pressão |
| AlSi10Mg | ZL104 (aproximado) | PT AC-43000 | AC4A | Impressão 3D SLM de baixa pressão |
| 6061 | 6A02 / 6061 | PT AW-6061 | A6061 | Forjado/extrudido (não fundido) |
Um poço de alta frequência: 6061 é uma liga de alumínio deformada com fracas propriedades de fundição (elevada tendência para fissuras térmicas), no entanto, alguns compradores continuam a rotular os seus desenhos de fundição "6061 die casting". A abordagem correta é mudar para ADC12 ou AlSi10Mg. Para diferenças de largura de banda na composição química, consulte as Teal Sheets (International Alloy Designations) originais publicadas pela Aluminum Association.
Propriedades e aplicações típicas das quatro classes de alta-frequência
- A356-T6Si 6.5%-7.5%, Mg 0.25%-0.45%. Resistência à tração do estado T6 ≥ 290 MPa, rendimento ≥ 200 MPa, alongamento ≥ 6%. Usado em cubos de roda, carcaças de motores de nova energia, braço oscilante de suspensão. Fundição de baixa pressão suportando o mais amplo.
- ADC12Si 9,6%-12%, Cu 1,5%-3,5% Excelente fluidez para peças fundidas de paredes finas (a partir de 1,2 mm) de eletrónica de consumo e de estruturas automóveis. O alongamento é de apenas 1%-3%, não sendo adequado para fadiga por choque ou vibração.
- AlSi10Mg-T6Mg 0,2%-0,45%, resistência à tração ≥ 320 MPa após T6. As versões modificadas sem tratamento térmico da fundição injectada integrada (por exemplo, Handsome Wingspeed SF36, Lizhong TCast) derivam desta.
- ZL114A-T6(Silício de alumínio de alta resistência padrão nacional): componentes estruturais militares, aeroespaciais comumente usados, tração ≥ 310 MPa, alongamento ≥ 5%, o preço é mais caro do que A356 cerca de 15%-25%.
Estado de tratamento térmico: T5/T6/T7 no final a diferença entre o que
O comportamento mecânico da mesma peça fundida de A356 nos três estados é muito diferente:
- T5(estado fundido → envelhecimento artificial): baixo custo, pequena deformação, resistência média (tração ≈ 230 MPa), adequado para peças com requisitos elevados de estabilidade dimensional mas com requisitos médios de resistência.
- T6(solução sólida + envelhecimento artificial): a resistência mais elevada, mas a têmpera em solução sólida provocará deformação, pelo que as peças de paredes finas devem ser reservadas para o processo de calibração.
- T7(envelhecimento): resistência ligeiramente inferior (tração ≈ 260 MPa), mas melhor tensão residual e estabilidade dimensional, adequado para condições de alta temperatura ou para caixas de motor que requerem um serviço a longo prazo.
Uma vez, a nossa equipa realizou um projeto de tabuleiro de bateria para uma empresa europeia de nível 1. O desenho original tinha a etiqueta A356-T6, mas o cliente teve uma deformação térmica de 0,8 mm após a montagem. Depois de mudar para T7, a deformação foi reduzida para menos de 0,2 mm, e o rendimento final aumentou de 78% para 96%. O cerne desta experiência é que o estado do tratamento térmico não é apenas uma linha na caixa de comentários, mas um parâmetro de processo que determina diretamente o sucesso ou o fracasso da montagem.
Um processo em quatro etapas para as decisões de substituição de grau
Quando um fornecedor pergunta: "Não temos o A357 que especificou, podemos utilizar o A356?" Quando o fornecedor diz: "Não temos o A357 que especificou. Siga os quatro passos abaixo para fazer uma avaliação:
- Comparação da largura de banda da composição química (especialmente Mg, Cu, teor de Fe, Fe pode diminuir o alongamento em 1%-2% por aumento de 0,1%);
- Verificar se a mecânica-alvo (tração, rendimento, alongamento, dureza HB) ainda se encontra dentro da margem de segurança;
- Confirmar que a janela de tratamento térmico corresponde à linha de produção existente (temperatura da solução, perfil de envelhecimento);
- Exigir que a primeira peça seja submetida a um ensaio metalográfico + de tração + de projeção salina e conservar as amostras de reinspecção durante, pelo menos, 2 anos.
Lista de verificação de qualificação e inspeção no local para fornecedores qualificados
Conclusões diretasNo China Aluminium Casting Supplier Sourcing Guide, a auditoria de qualificação não é para ver quantos pedaços de papel estão pendurados na parede do certificado, mas para verificar a validade do certificado, o escopo da cobertura e a implementação real do três camadas de autenticidade. A nossa equipa, em 2022-2024, realizou uma inspeção cumulativa à fábrica de 47 fundições de alumínio chinesas, tendo constatado que cerca de 38% do certificado ISO 9001 da fábrica são reais e eficazes, mas que o âmbito da auditoria não corresponde à aquisição de produtos (por exemplo, o certificado abrange apenas a fundição em areia, mas a fábrica com a entrega de fundição sob pressão), existem cerca de 15% do certificado expirado ou um fenómeno de dependência OEM. A inspeção da fábrica não é feita, a aquisição é igual a uma encomenda de olhos vendados.
O verdadeiro significado dos principais métodos de certificação e verificação
Antes de mais, a conclusão: as diferentes certificações correspondem a diferentes limiares de acesso ao sector, não confundir "certificado".
- ISO 9001Sistema básico de gestão da qualidade: um bilhete de entrada e não um ponto positivo. Método de verificação: Aceder ao sítio Web oficial do organismo emissor (por exemplo, SGS, BV, TÜV) e introduzir o número do certificado para verificação. Concentre-se no "Âmbito de aplicação" para ver se as categorias de processos e produtos que pretende adquirir estão incluídas.
- IATF 16949Limiar obrigatório para a indústria automóvel: não se pode falar de fornecimento de nível 1/ nível 2 sem este limiar. Nota: Os certificados IATF devem ser emitidos por uma organização de auditoria reconhecida pelo Gabinete de Regulamentação Global da IATF, a versão imitadora é diretamente inválida.
- ISO 14001 / ISO 45001Sistemas ambientais e de saúde no trabalho, que são especificamente verificados pelos principais clientes da UE e da América do Norte (especialmente para auditorias ESG de empresas cotadas).
- AS9100: Especificamente para o sector aeroespacial, existem menos de 60 fundições de alumínio na China com certificação AS9100D, principalmente em Xi'an, Chengdu e Shenyang.
- NADCAP(Tratamento térmico, ensaios não destrutivos, certificação de processos especiais): a aquisição de peças para a aviação deve ser verificada, sendo mais pormenorizada do que a AS9100.
As 12 áreas-chave que devem ser verificadas durante uma inspeção à fábrica
| distrito | Pontos de controlo | Sinais comuns de contrafação |
|---|---|---|
| 1. instalação de fundição | Equipamento de desgaseificação de refinação (desgaseificador rotativo), medidor de hidrogénio, tipo de espetrómetro e certificado de calibração | Ausência de etiquetas de inspeção anual para os espectrómetros, ausência de registos de desgaseificação no local |
| 2. oficina de moldes | Disponibilidade de capacidade interna de conceção e reparação de moldes, registo da vida útil dos moldes | Subcontratação total de moldes, sem capacidade de reparação de moldes |
| 3. fundição injectada/ilhas de baixa pressão | Monitorização dos parâmetros em tempo real (SPC), número de aquecedores de moldes, configuração da máquina de vácuo | Cópia manual do livro de parâmetros, sem registo de dados |
| 4. maquinagem CNC | CMM de coordenadas, número de centros de maquinagem de 5 eixos, sistema de gestão de ferramentas | Apenas visualização da CMM, rácio de externalização do processamento >50% |
| 5) Tratamento térmico | Relatório do teste de uniformidade da temperatura do forno (TUS), número de termopares em tempo real no forno | Apenas solução sólida, sem envelhecimento, sem relatório anual TUS |
| 6. inspeção por raios X | Tensão do tubo do equipamento (≥225kV), utilização da tabela de controlo ASTM E155 | Amostragem 1% apenas, sem critérios de classificação |
| 7) Ensaios de névoa salina | Câmara de pulverização de sal neutro (NSS) ou CASS, registos de horas de ensaio | Equipamento empoeirado, sem dados de ensaio nos últimos 3 meses |
| 8. laboratório de mecânica | Máquina de ensaio de tração, aparelho de ensaio de dureza (Brinell/Vickers), capacidade de processamento de barras de ensaio | Relatórios enviados a terceiros, sem reanálise interna |
| 9. controlo dimensional | Calibração anual da CMM, processo de inspeção do primeiro artigo (FAI) | O relatório da FAI é só copiar e colar. |
| 10. zona de mercadorias indesejáveis | Marcação a vermelho, vedação física das zonas de confinamento, registos de eliminação de resíduos | Sucata misturada junto à zona qualificada |
| 11) Logística das embalagens | Película VCI anti-corrosão, certificado de fumigação para caixas de madeira expedidas por via marítima (marcação IPPC) | Não há IPPC para exportação, é fácil ser atingido em embalagens vazias |
| 12) Pessoal de campo | Trabalhadores da fusão, taxa de licenciamento dos inspectores de qualidade, taxa de rotação do pessoal das oficinas | Proporção de trabalhadores temporários em posições-chave >30% |
Modelo de folha de pontuação da inspeção da fábrica (escala de 100 pontos)
Recomendo a utilização de uma pontuação ponderada: 20 pontos para o sistema de qualidade, 25 pontos para o equipamento de processamento, 20 pontos para a capacidade de ensaio, 15 pontos para a gestão no local, 10 pontos para a qualidade do pessoal, 10 pontos para a estabilidade financeira. Um único item é inferior à pontuação total de 60% que é um veto de um voto. Na prática, a pontuação ≥ 85 pontos da fábrica no pool de fornecedores de nível A, 70-84 pontos na alternativa de nível B (adequada para peças não críticas), abaixo de 70 pontos diretamente excluídos.
Lembrete prático: a primeira inspeção à fábrica não deve cumprimentar ou apenas com 2 horas de antecedência, para ver o estado real da produção; antes da auditoria formal, é necessário que a outra parte forneça os últimos 3 meses de declarações diárias de produção, registos de reclamações de clientes, gráfico de tendências de taxas de defeito - os dados não podem estar na fábrica, 99% têm problemas.
Sistema de controlo de qualidade para todo o processo, desde a fusão até aos produtos acabados
Conclusões diretasUma fundição de alumínio chinesa qualificada, o controlo de qualidade nunca é a "última inspeção visual", mas desde as matérias-primas para a fábrica até ao produto acabado dos sete nós de toda a cadeia de circuito fechado. Se faltar um nó ou se for uma farsa, a taxa de refugo final aumentará do excelente nível da indústria de 1,5%-3% para 8%-15%. Este Guia de Fornecimento de Fornecedores de Fundição de Alumínio da China sugere que o tempo de inspeção da fábrica de 60% gasto em nós de controlo de qualidade da auditoria da "cadeia de provas"! Em vez de ouvir apresentações de vendas.
Durante a análise de um projeto de montagem de motores em 2023, liderei uma equipa para analisar 6 meses consecutivos de dados de controlo de qualidade de uma fábrica de Jiangsu - alegaram uma taxa de refugo externa de 3%, mas após cruzamento de referências de registos de fusão, relatórios de raios X e amostragem dimensional, a verdadeira taxa de refugo interna era de 11,4%, sendo a diferença engolida por "passagens de retrabalho". A diferença é principalmente absorvida pelo "passe de retrabalho". É por isso que os sete nós seguintes devem ser penetrados um a um.
Sete nós chave de CQ e normas da indústria
| nodal | Ferramentas principais | Normas/limites do sector | Falhas comuns |
|---|---|---|---|
| 1. análise espetral das matérias-primas | Inspeção forno a forno por espetrómetro de leitura direta (OES) | GB/T 7999, ASTM E1251 | Teor excessivo de Fe (>0,2%), elevado teor de impurezas de Zn |
| 2. refinação e desgaseificação do fundido | Desgaseificação rotativa + Método do equivalente de densidade para o hidrogénio | Índice de densidade DI ≤ 3%, teor de hidrogénio < 0,15 ml/100 g Al | Furos, porosidade em 5% |
| 3. controlo da temperatura do molde | Termóstato de molde + câmara de infravermelhos para monitorização em tempo real | Flutuação de temperatura do molde de fundição de baixa pressão ±10℃ ou menos | Segregação a frio, retração, marcas de fluxo na superfície |
| 4. monitorização dos parâmetros de fundição | Sistema SCADA para registar as curvas de pressão/velocidade/tempo | Conservação de curvas de processo completas por molde ≥ 2 anos | Desvio da velocidade de injeção de pressão, pressão de manutenção insuficiente |
| 5. ensaios não destrutivos por raios X/UT | TC industrial ou radiografia digital DR | ASTM E155 Nível 2-3 (por zona de tensão) | Retração interna e inclusões >φ1mm |
| 6. coordenar o controlo dimensional | CMM em tamanho real + primeira FAI | CT6-CT8 (ISO 8062) | Furos de montagem críticos, planicidade NG |
| 7. ensaios de superfície e de corrosão | Ensaio de névoa salina, medidor de espessura de película, aparelho de ensaio de dureza | Película de óxido anódico ≥15μm, névoa salina neutra ≥240h | Descoloração do óxido, espessura local insuficiente da película |
Três dos nós mais fáceis para os fornecedores
Desgaseificação da massa fundidaÉ a maior parte da água. Muitas fábricas só fazem "escória visual" no vazamento, não fazem o teste de índice de densidade (Teste de Pressão Reduzida). O método de avaliação é muito simples: o local pediu para ver os últimos 30 dias de amostras de teste de DI, a verdadeira fábrica de RPT deve ter uma fileira de blocos de teste numerados empilhados ao lado da área de fusão - nenhum físico não é feito.
Percentagem de amostragem de raios XÉ também uma das áreas mais afetadas. As peças de segurança automóvel (como juntas de direção e peças de ligação ao subchassis) devem, de acordo com os requisitos da norma IATF 16949, ser submetidas a inspeção DR em 100%, mas algumas fábricas limitam-se a realizar inspeções por amostragem em 5% e ainda assim carimbam "inspeção total". Tendo em conta os requisitos da norma ASTM E155, que exige que os fornecedores apresentem um número de imagem DR rastreável para cada peça, é possível eliminar os falsificadores que utilizam o método 80%.
Ciclo de teste de névoa salinaSer manipulado. A cabina de pulverização de sal neutro padrão de 240 horas (ver ISO 9227) deve funcionar continuamente, mas já vi fábricas colocarem peças de teste durante 48 horas para produzir um relatório, a fim de apressar um relatório de amostra - peça para ver o registo de funcionamento da cabina de pulverização de sal e o carimbo de data/hora da fotografia da peça de teste, e a falsificação é imediatamente revelada.
Melhorar a relação custo-médio
- Cada reinspecção espetral adicional no final da matéria-prima custa cerca de +0,3-0,5 yuan por peça, mas pode reduzir o refugo do lote devido a anomalias de composição de centenas de milhares de dólares em perdas anuais para quase zero.
- Com a introdução do medidor de hidrogénio em linha (por exemplo, Alspek H), o investimento de cerca de 250 000 RMB, a taxa de refugo de orifícios pode ser reduzida de 6% para menos de 1,5% e a recuperação dos custos em 6-9 meses para encomendas de médio volume.
- Equipamento de CT industrial (como YXLON, Sanying Precision) uma única unidade de 2-4 milhões de yuan, mas pode ser fundição sob pressão de alta pressão de defeitos internos taxa de fuga de 3% de pressão para 0,1% o seguinte
Impacto das capacidades internas de maquinagem CNC nos custos de aquisição e nos prazos de entrega
Conclusão direta: ao adquirir peças fundidas de alumínio na China, quer escolha ou não um fornecedor integrado com capacidade de maquinagem CNC interna, o custo global por peça pode ser 10%-18%, o prazo de entrega é 20%-35% e a taxa de reclamação do cliente é mais do dobro da diferença. Este guia de compras do fornecedor de fundição de alumínio da China é uma recomendação clara: onde a necessidade de fundições de alumínio de superfície maquinada (representando mais de 85% do volume real de aquisições), fundição de bloqueio prioritário + planta integrada CNC, apenas peças de processo especiais (como grandes espaços em branco de fundição em areia ou peças decorativas puras) para considerar o modo de separação "fundição + planta de processamento independente".
Quatro vantagens estruturais de um fornecedor tudo-em-um
Porque é que a fábrica integrada é quase sempre a melhor solução? Na sua essência, elimina a "perda de interface" entre a fundição e a maquinagem. Em 2023, ajudei um cliente alemão de corpos de válvulas hidráulicas a fazer uma experiência controlada: a mesma peça fundida de baixa pressão A356-T6 foi entregue a uma fundição pura (as peças fundidas foram enviadas para uma fábrica de processamento em Suzhou) e a uma fábrica integrada com a sua própria oficina CNC em Hangzhou, com todas as outras variáveis bloqueadas. Após seis meses de dados de produção em massa, a diferença é chocante.
| dimensão (matemática) | Fundição pura + CNC subcontratado | Centro de integração | discrepância |
|---|---|---|---|
| Custo consolidado por unidade (USD) | 18.40 | 15.60 | ↓15.2% |
| Desde a encomenda até à entrega FOB | 55 dias | 38 dias | ↓30.9% |
| Rendimento global dos produtos acabados | 91.2% | 96.8% | ↑5.6pt |
| Tempo de resposta a litígios de qualidade | 7-14 dias | 24-48 horas | ↓80%+ |
| Custos logísticos e de trânsito em percentagem | 4.8% | 0.6% | ↓4.2pt |
A lógica subjacente às quatro vantagens pode ser dividida da seguinte forma:
- Oferta única, entidade responsável única: O comprador não precisa negociar preços nem coordenar os desenhos tecnicamente com a fundição e a oficina de usinagem separadamente. Mais importante ainda, caso sejam detetadas poros ou contracções no interior da peça fundida após a usinagem (ou seja, os dois tipos mais comuns de defeitos de fundição), não haverá disputas quanto à atribuição de responsabilidades — a fábrica integrada terá de arcar com os custos de retrabalho, não havendo margem para desculpas.
- Sinergia de processos (DFM em circuito fechado)Os engenheiros de fundição e os processadores CNC numa fábrica integrada sentam-se no mesmo edifício e revêem os desenhos. Na fase de fundição, fazem concessões razoáveis para a maquinação (normalmente 2,5-4,0 mm), evitam a maquinação de pontos de referência na porta ou no riser e optimizam a posição pré-fundida dos furos para o processo de fixação. As peças em bruto fornecidas pelas fundições puras requerem frequentemente um processo de "esquadrejamento" adicional e o tempo de fixação é 15%-25% superior.
- Rastreabilidade da qualidade em circuito fechadoO forno de cada fundição, a composição da liga, os resultados dos testes de raios X e a curva de tratamento térmico podem ser diretamente relacionados com a vida útil da ferramenta e os parâmetros de corte do processo CNC correspondente. Quando a nossa equipa fez a análise da causa raiz para um cliente de energia nova na América do Norte, baseámo-nos no sistema MES da fábrica integrada para identificar a causa raiz de um lote de fugas na superfície de vedação em 4 horas - foi a quantidade excessiva de densificador Sr num forno que causou a anormalidade da microestrutura, e não um problema de maquinação CNC. Este tipo de rastreabilidade demoraria normalmente mais de duas semanas em modo separado.
- Redução dos custos logísticos e de trânsitoTransferência na fábrica de peças em bruto para fundição vs. transporte entre cidades, os custos logísticos de uma peça única podem ser reduzidos de $0,6-$1,2 para quase zero, eliminando ao mesmo tempo os danos causados durante o transporte (média da indústria 2%-4%).
Como determinar o verdadeiro nível de capacidade CNC durante a inspeção na fábrica
Nem todas as fábricas com uma placa que diz "oficina CNC" estão integradas. Há quatro indicadores rígidos que costumo utilizar como filtros nas minhas inspecções às fábricas no local:
- Rácio entre o equipamento CNC e a capacidade de fundiçãoFábricas integradas saudáveis, o investimento em CNC representa normalmente 40%-70% do investimento em fundição, se uma produção mensal de 500 toneladas de peças fundidas na fábrica tiver apenas 5 conjuntos de centros de maquinagem de três eixos, é uma "fachada", a capacidade de produção não corresponde.
- Percentagem de equipamentos de 5 eixosPara peças estruturais complexas (carcaça do motor, carcaça da caixa de velocidades), é necessário pelo menos 30% ou mais equipamento de ligação de cinco ou quatro eixos, caso contrário, a fixação múltipla irá consumir o erro cumulativo de precisão.
- CMM Inspeção CMM Circuito fechadoAs CMMs em linha (por exemplo, Zeiss, Hexagon) devem estar disponíveis na fábrica e os dados de inspeção são escritos diretamente no programa CNC para compensação. As fábricas com apenas amostragem offline têm normalmente taxas de aprovação da primeira peça 8-12 pontos percentuais mais baixas.
- Processar registos de contrassenha para fundição e CNCVer os documentos de revisão DFM dos últimos 12 meses para ver se as equipas de fundição e de maquinagem assinaram o mesmo documento. Sem um registo documentado de colaboração, é provável que a "integração" continue a ser uma fusão de espaços físicos.
No próximo capítulo, desmontamos completamente a estrutura de custos e mostramos-lhe as 11 rubricas de custos que deve realmente analisar por detrás de um orçamento.
A verdadeira estrutura de custos dos fornecedores de fundição de alumínio da China desmantelada
Conclusões diretas:Uma peça típica de fundição sob pressão em liga de alumínio de 1,2 kg (A356, condição T6, incluindo maquinagem CNC) é normalmente cotada entre 3,8 e 4,6 dólares FOB pelos fornecedores chineses. Entre eles, a matéria-prima representa 42%-48%, a energia representa 8%-12%, a amortização do molde representa 5%-10%, a mão de obra representa 6%-9%, a depreciação do equipamento representa 5%-8%, os custos de gestão e de três embalagens são contabilizados para 7%-10%, os lucros razoáveis são contabilizados para 8%-12% e a logística de exportação e embalagem é contabilizada para 3%-6%. Um desvio em relação ao intervalo de 20% ou mais, a oferta é complicada - ou cortando cantos ou deixando espaço para negociação. A lição final deste Guia de fornecimento de fornecedores de fundição de alumínio da China é ensiná-lo a ler cada centavo por trás da cotação.
Matérias-primas: estrutura de dois níveis com preços da LME + taxas de processamento
O custo da matéria-prima para as peças fundidas de alumínio não é tão simples como "preço do lingote x peso". É composto por duas partes:Preço do lingote de alumínio de referência da LME (ou preço SHFE da Bolsa de Futuros de Xangai) + Taxa de processamento da liga (prémio)Tomemos o A356 como exemplo. A356, por exemplo, no preço do lingote de alumínio puro com base nas taxas de processamento de ligas de Si e Mg a serem empilhadas cerca de 800-1500 yuan / tonelada; ADC12 devido à utilização de alumínio reciclado, mas mais barato do que o alumínio original 500-1200 yuan / tonelada.
Quando analisei uma cotação para um cliente alemão no 4º trimestre de 2023, verifiquei que um fornecedor tinha fixado o preço da LME no máximo de 2450 dólares/tonelada três meses antes, enquanto a compra efectiva tinha caído para 2180 dólares/tonelada - um valor inflacionado de 7,31 TP3T apenas. Recomenda-se que seja acordada no contrato uma cláusula de ligação ao preço da LME.
E fique de olho emRendimentoO rendimento da fundição de baixa pressão 85%-92%, fundição por gravidade 75%-85%, areia 65%-75%. Por cada 5 pontos percentuais de diminuição do rendimento, o custo da matéria-prima aumenta cerca de 6%. Peça ao fornecedor os dados reais de rendimento nos últimos três meses, em vez de o ouvir bater no peito e dizer "nós 95%".
Amortização da energia e do equipamento: o processo determina a sensibilidade
Os custos energéticos variam consideravelmente de processo para processo. O processo de fusão consome cerca de 550-750 kWh de eletricidade por tonelada de água de alumínio (os fornos a gás natural podem ser reduzidos para 350 kWh de eletricidade + 80 m³ de gás). Calculado de acordo com o preço da eletricidade industrial de 0,75 yuan/kWh, o custo da eletricidade por quilograma de fundição só no processo de fusão é de 0,4-0,55 yuan.
- Fundição injectada a alta pressão:: Quota de energia 8%-10%, amortização do equipamento 6%-9% (uma máquina de fundição injetada de 800T, cerca de 2,5 milhões de RMB, amortizada em 8 anos)
- fundição a baixa pressão: Quota de energia 10%-13% (o forno da exploração é electrificado durante todo o ano), depreciação do equipamento 4%-6%
- fundição gravitacional: Quota de energia 6%-8%, depreciação do equipamento apenas 2%-4% (o equipamento semi-automatizado é mais barato)
- Fundição injectada integrada (9000T)A depreciação do equipamento representa, por si só, 12%-18%, razão pela qual os pequenos lotes não podem simplesmente suportá-la.
Amortização de moldes: um dos jogos de palavras mais fáceis de jogar
As taxas de molde são comunicadas de duas formas no mercado chinês:Montante fixo (NRE) 或 Amortizado ao preço unitário (Amortizado). A oferta de amortização parece ser um preço unitário baixo, mas existe um risco oculto - se a encomenda não atingir a quantidade acordada, o fornecedor aumentará o preço na segunda prestação para encontrar um substituto.
Um conjunto de moldes de fundição de baixa pressão é cotado a 150-350 000 RMB na China, com uma vida útil de cerca de 80 000-150 000 moldes. A amortização é baseada em 100.000 moldes a 1,5-3,5 RMB por peça. Se o fornecedor indicou "sem molde", deve ter ocultado o custo no preço unitário, que é normalmente superior a 8%-15%. Peça sempre que o custo do molde seja indicado como um item separado.
Mão de obra e despesas gerais: a dispersão geográfica é maior do que se pensa
Em 2024, o salário mensal dos trabalhadores qualificados da fundição do delta do rio Yangtze é de 7500-9500 yuan, o do delta do rio das Pérolas de 8000-10500 yuan, o da orla de Bohai de 6500-8500 yuan, o do oeste (Chongqing, Sichuan) de 5500-7500 yuan. Embora a proporção da mão de obra no custo total seja apenas de 6%-9%, pode ser aumentada para mais de 15% no pós-processamento intensivo em mão de obra (rebarbação, polimento, inspeção visual). Por este motivo, para as mesmas peças, a fábrica de Chongqing é 5%-8% mais barata do que a de Ningbo, mas mais rentável.
Tabela de repartição do custo típico da fundição de alumínio de 1,2 kg (FOB Ningbo, A356+T6+CNC)
| item de custo | Montante por unidade (USD) | percentagem | espaço de negociação |
|---|---|---|---|
| Matéria-prima de liga de alumínio (Yield 88%) | 1.85 | 44% | Ligação LME vinculada, espaço 2%-4% |
| Energia de fusão + fundição injectada | 0.42 | 10% | Quase sem espaço |
| Amortização de moldes (100.000 peças) | 0.28 | 7% | Reduzido para 5% para grandes quantidades. |
| mão de obra direta | 0.32 | 7.6% | 3%–5% |
| Amortização do equipamento | 0.26 | 6.2% | não ter |
| Maquinação CNC + tratamento térmico | 0.45 | 10.7% | 5%–8% |
| Gestão + Qualidade + Três Pacotes | 0.35 | 8.3% | 3%–6% |
| margens | 0.42 | 10% | É esse o verdadeiro cerne do negócio. |
| Embalagem para exportação + transporte terrestre | 0.15 | 3.6% | 2% |
| Total FOB | 4.20 | 100% | Integrado 8%-12% |
O último conselho prático: a negociação não deve ser uma pressão abrangente sobre os preços, mas sim atingir com precisão o item de lucro e as despesas gerais. As matérias-primas, a energia, a depreciação são quase um custo difícil, a pressão é para forçar os fornecedores a roubar material. Deixar o fornecedor decompor a oferta na granularidade desta tabela, do que a mesa de negociação serrar repetidamente dez vezes mais eficaz.
A marca de um orçamento competente não é um preço barato, mas sim o facto de cada artigo resistir a um exame minucioso.























