
Aluminium TIG en MIG lasproces: technologievergelijking, werkingspunten en industriële toepassingen
Gepubliceerd op:2025-05-17 Categorie:nieuws Weergaven:11666
Catalogus van artikelen
De uitdagingen en het belang van aluminium lassen
Aluminiumlegeringen worden veel gebruikt in de auto-, lucht- en ruimtevaart- en scheepsbouwtoepassingen vanwege hun lichte gewicht, hoge sterkte en corrosiebestendigheid. Door de hoge thermische geleidbaarheid, de gemakkelijke oxidatie en de gevoeligheid voor thermische scheuren staat het lasproces echter voor grote uitdagingen. In het geval van accubakken voor nieuwe energievoertuigen moet de las bijvoorbeeld zowel sterk als gasdicht zijn, wat moeilijk is met traditionele processen. TIG- en MIG-lastechnologieën bieden hiervoor een efficiënte oplossing.
Aluminium eigenschappen:
kleine dichtheid:: Aluminiumlegeringen hebben met ongeveer 2,7 g/cm3 een lagere dichtheid dan staal en koper, waardoor producten van aluminiumlegeringen lichter zijn dan staalproducten met hetzelfde volume.
hoge sterkteAluminiumlegeringen hebben een hoge sterkte en hardheid, die aanzienlijk kunnen worden verhoogd door warmtebehandeling.
Goed geleidingsvermogenAluminiumlegeringen hebben een beter elektrisch geleidingsvermogen dan zuiver koper en staal en kunnen worden gebruikt om geleidende materialen te maken, zoals draden en kabels.
Goede corrosiebestendigheidHet oppervlak van een aluminiumlegering kan gemakkelijk een dichte oxidelaag vormen met een goede corrosieweerstand.
TIG lastechnologie in detail
Procesprincipe en apparatuurconfiguratie
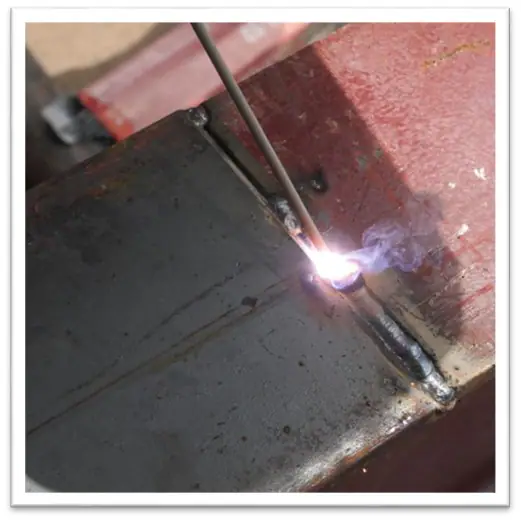
TIG-lassen (wolfraam inert gas afgeschermd lassen) maakt gebruik van een niet-gesmolten wolfraam elektrode om een smeltbad te vormen onder de bescherming van inert gas (argon of helium). De AC TIG lasmachine kan de oxidelaag (Al₂O₃) op het oppervlak van de aluminiumlegering effectief verwijderen door kathodische verbrijzeling, wat geschikt is voor het lassen van aluminiumlegeringen van Serie 6 (bijv. 6061) en Serie 5 (bijv. 5052).
Bedrijfspunten en parameterinstellingen (met 6061 aluminiumlegering als voorbeeld)
- Behandeling vóór het lassen::
- Reiniging met aceton om olievervuiling te verwijderen, mechanisch schuren van de oxidelaag met een roestvast stalen draadborstel (verboden schuurpapier om koolstofvervuiling te voorkomen).
- Lasparameters::
- Stroomsterkte: 80-200A (AC pulsmodus, basisstroom houdt rekening met 30%).
- Wolfraamelektrode: Cerium wolfraamelektrode (diameter 2,4 mm, punt geslepen onder een kegelhoek van 30°).
- Beschermend gas: argon (zuiverheid ≥99,99%), debiet 10-12L/min.
- Keuze van lasdraad: ER4043 (siliciumgehalte 5%, goede scheurvastheid) of ER5356 (magnesiumgehalte 5%, hoge sterkte).
Sterke punten en beperkingen
- snijrandMooie, spatvrije lasnaden, geschikt voor dunne platen (1-3 mm) en precisiecomponenten (bijv. elektronische koellichamen).
- iets binnen bepaalde grenzen beperkenLage lassnelheid (ongeveer 0,3 m/min) en hoge arbeidskosten.
MIG lastechnologie in detail
Procesprincipe en apparatuurkeuze
MIG-lassen (melting electrode inert gas shielded welding) maakt gebruik van een continu draadaanvoermechanisme, dat geschikt is voor het lassen van middel dikke platen. Het push-pull draadaanvoersysteem lost het probleem op van slechte draadaanvoer veroorzaakt door de zachtheid van aluminiumlegeringsdraden (bijv. ER5183). Het gasmengsel (Ar+He) verbetert de boogstabiliteit en vermindert porositeit.
Bedrijfspunten en parameterinstellingen (met aluminiumlegering 5083 als voorbeeld)
- Behandeling vóór het lassen::
- Dikke platen (>10mm) moeten voorverwarmd worden tot 80-120°C (om het risico op thermische barsten te verminderen).
- Afschuiningontwerp: V-afschuining (hoek 60°-70°), stompe rand 1-2mm.
- Lasparameters::
- Stroom: 220-260A (dubbele pulsmodus, puls met lage frequentie om spatten te verminderen).
- Spanning: 24-26V, draadaanvoersnelheid 8m/min.
- Beschermend gas: Ar (80%) + He (20%), stroomsnelheid 18-20L/min.
Sterke punten en beperkingen
- snijrand: Hoge efficiëntie (snelheid tot 1,2 m/min), geschikt voor massaproductie van lange lasnaden zoals autochassis.
- iets binnen bepaalde grenzen beperkenSpattenbeheersing is moeilijk (de pulsparameters moeten worden geoptimaliseerd) en de initiële investering in de apparatuur is hoog (ongeveer $500.000 voor het robotsysteem).
TIG vs MIG: Handleiding voor proceskeuze
| vergelijkingstermijn | TIG-lassen | MIG-lassen |
|---|---|---|
| Toepasbare dikte | 1-6 mm (vel) | 3-25 mm (middelgrote en dikke platen) |
| Laskwaliteit | Hoge precisie, geen spatten | Hoog rendement, spatregeling |
| (fabricage, productie, enz.) kosten | Arbeidskosten als percentage van 60% | Kostenaandeel apparatuur en verbruiksgoederen 70% |
| typische toepassing | Ruimtevaart huiden, elektronische behuizingen | Scheepsdekken, structurele onderdelen voor auto's |
Normen voor preventie, controle en inspectie van lasdefecten
5.1 Oplossingen voor veelvoorkomende defecten
- luchtbelZorg voor zuiver beschermgas (argondauwpunt ≤ -50°C) en reinig het basismetaal grondig voor het lassen.
- thermische scheurSelecteer ER5356 draad met een hoog Mg-gehalte (Mg/Si>1,5) en regel de tussenlaagtemperatuur <100℃.
- niet-gesmolten: Verhoog de stroomsterkte 10%-15% en verlaag de lassnelheid naar 0,8m/min (MIG-lassen).
5.2 Detectiemethoden
- Visuele inspectie (VT)Detectie van scheuren en randen op het oppervlak van de las met verwijzing naar ISO 10042.
- Röntgeninspectie (RT): Volgens de vereisten van AWS D1.2 is de diameter van luchtgaten ≤ 1,5 mm gekwalificeerd.
6. Veelgestelde vragen (FAQ)
V1: Kan TIG-lassen worden gebruikt om aluminiumlegeringen te lassen met gelijkstroom?
- NEE! Gelijkstroom TIG breekt de oxidelaag niet, er moet wisselstroom worden gebruikt.
V2:Hoe los je het probleem van hoge spatten bij MIG-lassen op?
- Schakel over op dubbele pulsmodus, verlaag de piekstroom (voorbeeld: van 300 A naar 260 A) en verhoog de heliumverhouding naar 30%.
V3: Is warmtebehandeling vereist na het lassen?
- 6 serie aluminiumlegeringen (zoals 6061) moeten na het lassen in de oplossing worden behandeld (530 ℃ × 2 uur afschrikken in water + 180 ℃ × 8 uur veroudering) om de sterkte te herstellen.























