
Inventarisatie van 10 veelvoorkomende defecten in Chinese aluminium gietstukken en oplossingen voor onderzoek naar de hoofdoorzaak
Auteur:H.K.X Gepubliceerd op:2026-04-21 Categorie:nieuws Weergaven:3186
Samenvatting:
De aankoop van China aluminium gietstukken vaak geconfronteerd met kwaliteitsproblemen zoals poreusheid, krimp of scheuren? Dit artikel van Ningbo He Xin senior ingenieurs diepgaande analyse van 10 soorten aluminium gieten gemeenschappelijke gebreken van fysieke kenmerken en hoofdoorzaken. Begrijp hoe u verborgen problemen van het spuitgietproces, matrijsontwerp en andere kernaspecten nauwkeurig kunt opsporen, om u te helpen meer wetenschappelijke acceptatienormen vast te stellen en het uitvalpercentage effectief te verlagen.
Catalogus van artikelen[Verborgen]
- Overzicht en snelle identificatie van veelvoorkomende defecten in aluminium gietstukken in China
- Waarom de kwaliteit van aluminium gietstukken in China een aparte discussie verdient
- Oorzaken en preventie van porositeit en pinhole-defecten
- Hoe onderscheid maken tussen soorten porositeit met röntgen- en plakinspectie
- Vormingsmechanisme en procesbeheersing van krimp- en loslatende defecten
- Analyse van de oorzaak van defecten bij koude ontmenging en ondergieten
- Bronnen van slak- en insluitingsdefecten en schoon smeltbeheer
- Defecten opsporen en voorkomen van warme en koude scheuren
- Systemische oorzaken van maatafwijkingen en vervormingsproblemen
- Oppervlaktegebreken Vloeimerken, koude bonen, schimmelplakken en pokdalige plekken
Volgens de China gieterij vereniging 2023 jaarlijkse industrie rapport, ongeveer 18.7% van aluminium gieten defecte product problemen zijn geconcentreerd in de porositeit, krimp en insluitsels drie soorten gebreken, en deze drie soorten gebreken veroorzaakt door de cumulatieve kosten van rework goed voor meer dan 60% van de jaarlijkse kwaliteit verlies van spuitgieten plant. In dit document sorteren we systematisch de gemeenschappelijke gebreken van Chinese aluminium gieten 10 typische prestaties, van smeltbeheer, matrijs ontwerp tot proces parameters om de hoofdoorzaak van het onderzoek pad kan worden geland, om kopers en proces ingenieurs te helpen om snel de bron van het probleem te lokaliseren.
Of u nu een nieuwe Chinese leverancier van spuitgietwerk evalueert of een partij abnormaal gietwerk afhandelt die is aangekomen, met de volgende catalogus kunt u per symptoom direct naar de overeenkomstige oplossing springen.
Overzicht en snelle identificatie van veelvoorkomende defecten in aluminium gietstukken in China
Bij het inkopen van aluminium gietstukken van Chinese leveranciers richten 80% of meer retourgeschillen zich op tien categorieën defecten. Deze snelle checklist is gesorteerd op frequentie van voorkomen:Poreusheid, krimp, krimpgaten, koude ontmenging, ondergieten, insluiting van slak, insluiting van zand, scheuren, vervorming, dimensionale afwijking. Als je deze tien punten onder de knie hebt, dekt dat de overgrote meerderheid van de scenario's voor geschillen over inkomende kwaliteitscontroles.
Toen ik in 2023 het PPAP-rapport van een spuitgietfabriek in Ningbo controleerde, bleek dat van een enkele partij van 2000 stuks ADC12-beugels 471 stuks afkomstig waren van poriën, 211 stuks van koude scheuren en 141 stuks van maatafwijkingen— — dit komt vrijwel overeen met de typische verdeling binnen de sector zoals gepubliceerd door de North American Die Casting Association (NADCA). Met andere woorden, veelvoorkomende defecten in Chinese aluminiumgietstukken zijn geen "specifiek Chinees kenmerk", maar het gevolg van fysische wetmatigheden van het productieproces. Het komt erop aan hoe snel deze defecten worden herkend en of de oorzaak ervan kan worden achterhaald.
Snelle checklist met tien soorten defecten
| defect | Typische locatie | Zichtbaar met het blote oog? | Voorkeursmethode voor detectie |
|---|---|---|---|
| Stomata (Porositeit) | Dikwandige, definitieve stollingszone | Zichtbaar na snijden | Röntgenfoto's / CT |
| Krimp porositeit | hete verbinding | verstopt | Röntgen + Densitometrie |
| Krimp holte | gecentraliseerde warmte-eenheid (bijv. zonne-energie) | Ontleed en zichtbaar | Röntgen |
| Koud gesloten | Dunne muren weg van de poort | oppervlaktelijning | Visualisatie + Penetratie PT |
| Onderwater (Misrun) | Dunwandig aan het einde | zijn | visualisatie |
| Slakinsluiting | Bovenste oppervlak, onder de stijgbuis | gespikkeld grijs en zwart | Röntgenstralen + metallografie |
| Zandinsluiting | Zandgevormde binnen- en buitendelen | zijn | Visueel + PT |
| Crack | Scherpe hoeken, plotselinge veranderingen in wanddikte | gedeeltelijk zichtbaar | PT / MT |
| Vervorming | Over het algemeen lange dunne stukken | zijn | CMM met drie coördinaten |
| Dimensionale afwijkingen | Scheidingsvlakken, kerntrekken | verstopt | CMM + Pluggenmeter |
Praktisch advies: print deze tabel uit en plak hem in het IQC station, met ASTM E155 referentiefilm kunnen beginnende kwaliteitsinspecteurs binnen een week zelfstandig beoordeeld worden. In de volgende hoofdstukken wordt de hoofdoorzaak één voor één ontmanteld.
Waarom de kwaliteit van aluminium gietstukken in China een aparte discussie verdient
China is goed voor meer dan 45% van de wereldwijde productie van aluminiumgietstukken (volgens gegevens van Statista over de wereldwijde aluminiumindustrie), maar de industriële structuur is uiterst gefragmenteerd: er bestaan zowel grote concerns met een jaarproductie van 100.000 ton als kleine gieterijen in dorpen en gemeenten met een jaarproductie van enkele honderden ton – wat ertoe leidt dat veelvoorkomende defecten in Chinese aluminiumgietstukken duidelijke kenmerken van procesdifferentiatie vertonen.
Spuitgieten (HPDC) is geconcentreerd in de Yangtze River Delta en de Pearl River Delta, apparatuur investeringsdrempel is hoog, de mate van automatisering is relatief leidend, maar de porositeit en koude scheiding is nog steeds het moeilijkste probleem; zwaartekracht gieten en lage druk gieten is meestal te vinden in Shandong, Hebei, het aandeel van de workshops met rudimentaire apparatuur is nog steeds hoog; zand gieten is een groot aantal uitbesteding aan kleine binnenlandse fabrieken, het hergebruik van gietzand is te hoog, wat leidt tot het vaak voorkomen van zand wiggen.
Op het niveau van de toeleveringsketen is het aandeel gerecycled aluminium ADC12 wel 60% of meer, terwijl sommige kleine en middelgrote fabrieken aluminiumschrootgrondstoffen gebruiken die geen spectroscopische hertest hebben ondergaan om de prijs laag te houden. Toen ik in 2024 een Duitse klant hielp bij de audit van 5 kandidaat-fabrieken rond Ningbo, ontdekte ik dat het waterstofgehalte van aluminiumvloeistof in 3 fabrieken hoger was dan 0,25ml/100g (de veiligheidsnorm in de industrie is 0,15), wat direct verklaart waarom de röntgenfoto's van de hele partij producten een dichte concentratie van speldenprikken vertoonden.
Als we deze industriële ecologie van "grote fabrieken die de leiding nemen en kleine fabrieken die de onderkant ondersteunen" begrijpen, is het mogelijk om te begrijpen waarom de defecten die overzeese kopers tegenkomen geografische overeenkomsten hebben - het porositeitsprobleem in het volgende hoofdstuk is een typisch product van deze gelaagdheid in de toeleveringsketen.
Oorzaken en preventie van porositeit en pinhole-defecten
Duidelijk antwoord:Aluminium giet porositeit is onderverdeeld in drie categorieën - waterstof porositeit (ronde, binnenwand helder), betrokken bij de porositeit (onregelmatige, binnenwand oxidatie donker), pinhole (diameter <1mm dichte verdeling). De sleutel tot genezing is het controleren van het smeltwaterstofgehalte onder 0,15 ml/100g Al, roterende ontgassingssnelheid van 350-450 tpm gedurende 8-12 minuten, diepte van de matrijsuitlaatopening 0,08-0,15 mm, relatieve vochtigheid in de werkplaats is lager dan 65%. Elk van deze vier indexen uit de hand is de directe aanleiding voor het porositeitsprobleem in de gemeenschappelijke gebreken in aluminium gietstukken van China.
Onderscheid en oorzaken van drie soorten huidmondjes
- waterstof opening: Gesmolten aluminium neemt bij hoge temperaturen waterstof op, dat bij het stollen weer vrijkomt. Bij elke stijging van 100 °C verdubbelt de oplosbaarheid van waterstof (zie het ASM International-handboek over aluminiumlegeringen). Een smelttemperatuur van meer dan 760 °C is een teken van hoog risico.
- invaginerende huidmondjes: De laadsnelheid is te hoog of de poortturbulentie veroorzaakt door de gemeenschappelijke low-end spuitgietfabriek heeft geen runner-simulatie gedaan.
- gaatjeMeestal waterstof + sporen van geoxideerde insluitsels die samen werken, met een "honingraat" breuk.
Handhaafbare procescontrole-indicatoren
Toen ik in 2024 een procesaudit uitvoerde bij een middelgrote spuitgieterij in Foshan, ontdekte ik dat het waterstofgehalte in hun ADC12-smelt 0,32 ml/100 g bedroeg - bijna tweemaal de industrielimiet. Na de introductie van een Foseco FDU roterende ontgasser en een verhoging van het argondebiet van 8 L/min naar 15 L/min, daalde de porositeit van de partij van 7,81 TP3T naar 1,21 TP3T, wat in één maand ongeveer RMB 140.000 aan herbewerkingskosten bespaarde.
Omgevingsfactoren worden vaak onderschat: de luchtvochtigheid in de werkplaats in Zuid-China kan tijdens het regenseizoen oplopen tot 85% of meer, en door het onvoldoende bakken van de ovenbekleding en gietpan (200°C x 4 uur wordt aanbevolen) komt er direct waterstof vrij uit de ontbinding van waterdamp. Dit is de fundamentele reden waarom dezelfde plant een stabiele opbrengst heeft in de lente en herfst en een plotselinge daling in de zomer.
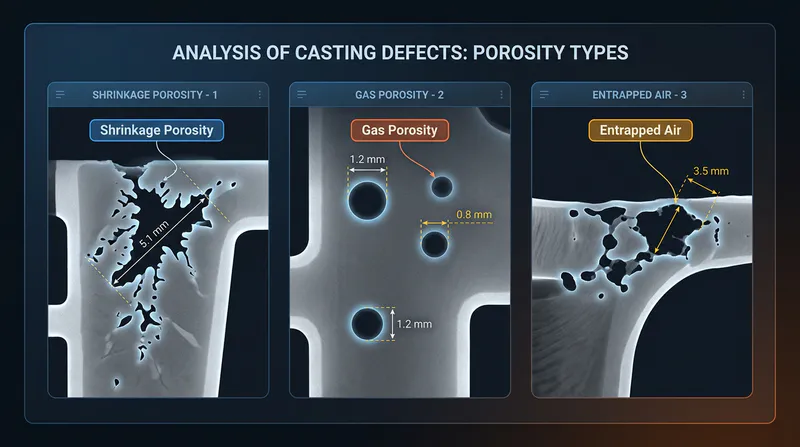
Hoe onderscheid maken tussen soorten porositeit met röntgen- en plakinspectie
duidelijk antwoordHet is niet mogelijk om de hoofdoorzaak te vinden door visuele inspectie alleen of door een algemene etikettering van "overmatige porositeit". De juiste aanpak is om het verdelingspatroon te screenen met röntgenstralen (RT) en vervolgens metallografische secties te maken van de verdachte onderdelen om de kenmerken van de poriënwand te observeren - waterstofporiën zijn bolvormig met heldere poriënwanden; gerolde poriën zijn plat of gescheurd, met geoxideerde zwarte poriënwanden; en krimp is in de vorm van dendritisch interkristallijn gaas. De drie morfologieën komen overeen met drie totaal verschillende paden van rectificatie.
Belangrijke parameters voor röntgeninterpretatie
Toen ik vorig jaar een Tier 2-klant in de automobielindustrie hielp bij het controleren van een retourzending van een spuitgietfabriek in Dongguan, ontdekte ik bij vergelijking met de referentieafbeeldingen van de ASTM E155-norm dat een van de door de leverancier als "poriën" aangeduide defecten, namelijk 37%, in werkelijkheid krimp was. De aanpak voor beide defecten loopt volledig uiteen: bij poriën moet het ontgassingsproces worden aangepast, terwijl bij krimpvorming het gietsysteem en de koeling moeten worden aangepast.
Voorgestelde parameters voor RT-inspectie: buisspanning 150-200 kV, gevoeligheid tot 2-2T niveau, negatieve dichtheid 2,0-3,5 Onder deze specificatie worden speldenprikken met een diameter van minder dan 0,3 mm direct buiten de beoordeling gelaten, wat een veelvoorkomend defect is in Chinese aluminium gietstukken Acceptatiegeschillen zijn de meest voorkomende technische blinde vlek.
Bemonsteringspunten voor metallografie
- bemonsteringslocatieSnijd verticaal langs het midden van het defect dat door de RT is aangegeven en laat daarbij een marge van minstens 5 mm over om secundaire contaminatie te voorkomen.
- Polijsten + Keller's reagens etsen: Waarneming van poriewanden bij 100x - glanzende ronde poriën = hydrogenatie, oxidelaag ingekapseld = luchtrollen
- SEM+EDSAls er Mg- en O-verrijking wordt gedetecteerd in het gat, kan het worden opgesloten als geoxideerde slak met luchtgaten en moet het slakverwijderingsproces worden getraceerd.
Een principiële opmerking: het bepalen van de huidmondjes zonder snijden is giswerk.
Vormingsmechanisme en procesbeheersing van krimp- en loslatende defecten
duidelijk antwoord: Krimpgaten zijn macroscopische, geconcentreerde gaten (meestal >1 mm, gelegen op plaatsen met warmteophoping), terwijl krimpverslapping bestaat uit microscopische, verspreide poriën tussen de dendrieten (met een sponsachtige structuur). Beide zijn in wezen het gevolg van onvoldoende compensatie voor krimp tijdens het stollen – het volume van aluminiumlegeringen krimpt bij overgang van vloeibare naar vaste toestand met ongeveer 6,61 TP3T (zie het giethandboek van ASM International). Als de compensatiekanalen in de gietkanalen te vroeg stollen, zijn krimpfouten onvermijdelijk.
Procesonderscheid tussen krimpen en loslaten
- kraterVerschijnt in de laatste stollingszone (dikke en grote doorsneden, snijpunten van pezen en platen), met onregelmatige donkere schaduwen op röntgenstralen en ruwe dendritische wanden van de gaten na het snijden.
- krimp: Verspreid tussen dendrieten, vaak gepaard met lekkage (druktestfalen), A356 dergelijke legeringen met een lang stolinterval zijn bijzonder gevoelig.
Typische procesgebreken in Chinese gieterijen
Vorig jaar deed ik een onderzoek naar de hoofdoorzaak in een zwaartekrachtgietfabriek in Foshan, een batch met een krimpsnelheid van maar liefst 12%. Na demontage van de mal ontdekte ik dat de stijgmodulus slechts 0,9 keer van de warme verbindingen was - veel lager dan de 1,2 keer veiligheidsfactor die vereist is door de wet van Chvorinov. Dit is de meest voorkomende ontwerpfout bij Chinese aluminium gietstukken: de stijgleidingen worden ingesteld op basis van ervaring, zonder berekening van de modulus.
Een ander over het hoofd gezien punt istemperatuurgradiënt. Gekwalificeerde sequentiële stolling vereist van het einde naar de stijgbuis temperatuurverschil ≥ 15 ° C / 100 mm. Veel fabrieken alleen geïnstalleerd een set van mal temperatuur machine, dikke delen van het koude ijzer en het gietijzeren blok terloops gezet (moet worden gebruikt in de koper-gebaseerde of grafiet koud ijzer een steilere gradiënt te verkrijgen). Na aanpassing van de fabriek krimp tot 2,3%, schroot verliezen verminderd met ongeveer 80.000 yuan per maand.
Voor het gietsysteem wordt de combinatie van ondergieten en bovenontluchten aanbevolen en de gietsnelheid wordt geregeld op 0,8-1,2 kg/s om te voorkomen dat de turbulente stroming van het krulgas het krimpkanaal verstoort.
Analyse van de oorzaak van defecten bij koude ontmenging en ondergieten
duidelijk antwoordKoud gesloten (cold shut) is de voorkant van de twee metaalstromen ontmoeten wanneer de temperatuur is onder de vloeibare fase lijn, kan niet volledig worden gesmolten tot een lineair defect te vormen; gieten onvoldoende (misrun) is het vloeibare metaal in de vulholte voor het stollen veroorzaakt door het lokale gebrek aan. Beide hebben dezelfde wortel en dezelfde bron - onvoldoende warmte. In de statistieken van veel voorkomende defecten van aluminium gietstukken in China, kan de incidentie van deze twee soorten defecten op dunwandige onderdelen (wanddikte <3mm) oplopen tot 15-20%, wat na poreusheid de grootste reden is voor de terugkeer van dunwandige onderdelen.
De vier hoofdoorzaken van het proces ontmanteld
- Lage giettemperatuurDe conventionele giettemperatuur voor een A356-legering moet 700-740°C zijn. Toen ik in 2022 een partij autobeugels op koude ontmenging controleerde in een fabriek voor zwaartekrachtgieten in Foshan, ontdekte ik dat de gemeten temperatuur van de houderoven 38°C lager was dan de temperatuur die op de meter werd weergegeven - het thermokoppelomhulsel was versleten, waardoor de metingen afweken. Door de kalibratie daalde de koude ontmenging van 121 TP3T naar 1,81 TP3T.
- Onvoldoende voorverwarming van de mal: De temperatuur van zwaartekrachtgietmatrijzen moet 200-300°C zijn, die van matrijzen 180-220°C. 5-10 matrijzen voor de start van de koude matrijs moeten bijna zeker uit de koude afdeling zijn.
- Mismatch tussen stroomsnelheid en vultijd: De snelheid van de inlaat bij het spuitgieten moet >30 m/s bedragen; bij een snelheid van minder dan 25 m/s ontstaat er zeer gemakkelijk een koude naad (zie het technisch handboek van de NADCA, de Noord-Amerikaanse Vereniging voor Spuitgieten).
- slechte ventilatieDe tegendruk in de holte vertraagt het metaalfront en verdikt de oxidelaag aan het oppervlak tot het punt waarop versmelting onmogelijk is.
Matrijzenafgietsel vs zwaartekrachtafgietsel Differentiatiemaatregelen
| dimensie (wiskunde) | Spuitgieten onder hoge druk (HPDC) | Zwaartekracht/Lagedruk Gieten |
|---|---|---|
| belangrijkste reden | Onvoldoende vulsnelheid, verstopte ontluchtingspluggen | Lage giettemperatuur, slecht sprue-ontwerp |
| tegenmaatregelen | Vergroot de doorsnede van de binnenpoort, voeg overloopreservoirs en vacuümkleppen toe | Verhoog de giettemperatuur met 10-20°C, verdik de rechte sprue en verwarm de mal voor. |
Praktisch advies: vraag de leverancier bij het inspecteren van de fabriek om de gegevens van het eerste stuk te openen, het giettemperatuurprofiel en de gegevens van de bewaking van de matrijstemperatuur te controleren - zonder een gesloten lusrecord van de fabriek zullen de koude-afscheidingsdefecten altijd een metafysica blijven.
Bronnen van slak- en insluitingsdefecten en schoon smeltbeheer
duidelijk antwoordSlakinsluiting en niet-metallische insluiting zijn harde vlekken of zwarte strepen die gevormd worden wanneer oxidelaag, vuurvaste brokstukken en slakdeeltjes die niet gescheiden werden van de aluminiumvloeistof ingekapseld worden in het gietstuk tijdens het stollen. Ze zijn goed voor ongeveer 15-20% van de veel voorkomende defecten in aluminium gietstukken in China, en de hoofdoorzaak wijst bijna uitsluitend op een verlies van controle over de zuiverheid van de smelt - niet het gieten.
Vier belangrijke bronnen van vervuiling
- geoxideerde slak (geologie)De oxidelaag (Al₂O₃) op het oppervlak van de aluminiumvloeistof wordt opgeveegd tijdens het overgieten en roeren. Elke verstoring van het vloeistofniveau creëert een nieuwe oxidelaag, zie TWI Technische Informatie over gietdefecten.
- Ovenbekleding afgebrokkeldGraphite crucibles or corund furnace linings used for more than 800 furnace cycles start shed particles, often in the size range of 50-200 μm.
- Te veel hergebruikt materiaalSommige binnenlandse kleine en middelgrote fabrieken terug naar de oven materiaal (sprue + schroot) goed voor zo hoog als 60-70%, ver boven de aanbevolen bovengrens van 30-40%, het cumulatieve effect van de oxidelaag is duidelijk.
- raffinage is onvolledigHexachloorethaan of stikstof raffinage voor minder dan 5 minuten, of het raffinagemiddel is aangekoekt met vocht.
Drie verdedigingslinies voor schone smelt
- slim en bekwaam:: Rotary blowing degassing (RDU) wordt aanbevolen, met een stikstofdebiet van 2-4 L/min, een snelheid van 300-400 tpm en een behandelingstijd van 8-12 minuten, waardoor het waterstofgehalte wordt verlaagd tot minder dan 0,15 ml/100g.
- opzij zetten: Laat de insluitsels na het raffineren 10-15 minuten drijven, deze stap wordt vaak weggelaten voor de huisplant om de beat te pakken.
- filtratieInstallatie van 10ppi of 20ppi keramisch schuimfilter (CFF) in het afsluitsysteem kan een insluitselverwijderingsefficiëntie van meer dan 80% bereiken.
Toen ik in 2024 een zwaartekrachtgietfabriek in Foshan hielp bij het oplossen van een probleem met zwarte vlekken in het huis van een hydraulische klep, bleek uit een EDS-analyse dat het hoofdbestanddeel van de insluitsels SiO₂-Al₂O₃ was, wat terug te voeren was op het afbladderen van de coating van de gietpanvoering. Na vervanging door een coating op basis van zirkonium en het toevoegen van 20ppi filters per oven daalde het uitvalpercentage van 8,3% naar 1,1% en werden de kosten voor herbewerking terugverdiend met ongeveer 140.000 RMB in één maand. De eenheidsprijs van filterplaat is minder dan 8 yuan, maar het is de meest kosteneffectieve verdedigingslinie.
Defecten opsporen en voorkomen van warme en koude scheuren
duidelijk antwoordHot kraken (hot scheuren) optreedt in de vaste fase tarief van 85-95% interval aan het einde van de stolling, scheuren langs de dendritische korrelgrenzen naar de doorsnede was oxidatie donker, vorm zigzag; koud kraken (koud kraken) optreedt in de afkoelings- of ontvormfase na de volledige stolling, scheuren door het kristal een rechte lijn lopen, de doorsnede van de heldere zilver, vaak vergezeld van scherpe randen. Zowel in China aluminium gietstukken van gemeenschappelijke gebreken goed voor ongeveer 15-20%, onderscheid is verkeerd, de richting van preventie is volledig tegenovergesteld.
Snelle beoordeling van uiterlijk en stadium van vorming
- thermische scheurDe scheuren bevinden zich in de laatste stolzone (hete verbindingen, wanddikteverandering), het oppervlak is geoxideerd en zwartgeblakerd (het gebarsten oppervlak is blootgesteld aan een zuurstofhoudende atmosfeer bij hoge temperaturen), de scheurtip is afgerond en de richting is gebogen. De flenswortel van A356 zandonderdelen en het gebied rond de uitwerppennen van ADC12 spuitgietonderdelen zijn de zones met een hoge prevalentie.
- koude scheur: Hot cracking, dat vaak optreedt tijdens het afkoelen na het ontkisten of na T6-harding; het breukvlak is zilverglanzend zonder oxidatiekleur en loopt recht door de korrels heen. Voor het gedetailleerde mechanisme zie Wikipedia - Hot cracking.
Parameteraanbevelingen voor A356 vs. ADC12
Toen ik de thermische scheurvorming in een batch van A356-T6 chassisonderdelen in een autobeugelfabriek in Suzhou aan het oplossen was, mat ik een Fe-gehalte van 0,22% (aan de hoge kant) + giettemperatuur van 740°C (aan de hoge kant) + voorverwarming van de matrijs van slechts 150°C, die alle drie boven elkaar lagen. Aanpassing: Fe-regeling op 0,12-0,15%, giettemperatuur verlaagd naar 715±5°C, matrijstemperatuur verhoogd naar 220°C, warmscheurfrequentie verlaagd van 7,3% naar 0,4%. Voor ADC12 spuitgietstukken wordt koudscheuren meestal veroorzaakt door voortijdig ontvormen - het wordt aanbevolen om het openen van de matrijs na het vasthouden van de druk 1,5-2 seconden uit te stellen om de oppervlaktetemperatuur te laten dalen tot 0,5°C. Voor ADC12 gietstukken wordt koudscheuren meestal veroorzaakt door voortijdig ontvormen - het wordt aanbevolen om het openen van de gietvorm 1,5-2 seconden uit te stellen na het onder druk houden, zodat de oppervlaktetemperatuur van het gietstuk kan worden verlaagd tot onder 380°C voordat het uitwerpen plaatsvindt en tegelijkertijd moet de verdeling van de uitwerpstaafjes zich niet concentreren op de dunwandige gebieden, waardoor dit soort veel voorkomende scheurtjes in aluminium gietstukken aanzienlijk kan worden verminderd.
De temperatuur van het afkoelwater bij de T6-warmtebehandeling is eveneens een cruciale variabele: bij een watertemperatuur lager dan 40 °C neemt de restspanning in A356-onderdelen sterk toe. Het wordt aanbevolen om af te koelen in water met een temperatuur van 60-80 °C om een evenwicht te vinden tussen sterkte en scheurrisico (zie de technische documentatie van de ASM Heat Treating Society).
Systemische oorzaken van maatafwijkingen en vervormingsproblemen
duidelijk antwoordMaatoverschrijdingen zijn zelden het resultaat van een enkel proces, maar eerder een opeenstapeling van vijf fouten: matrijsslijtage + krimp instelafwijkingen + ontvormspanningen + warmtebehandeling terugslag + bewerkingsnulpunt afwijking. Een fabriek die een enkel onderdeel op ±0,05mm controleert, kan eindigen met een eindproduct dat ±0,3mm is wanneer het gestapeld wordt - de moeilijkste categorie van veelvoorkomende fouten in Chinese aluminium gietstukken om op te sporen.
Kwantitatieve ontleding van de vijf foutenbronnen
- SchimmelslijtageHogedrukgietmatrijzen elke 100.000 matrijs keer holte grootte verandering van ongeveer 0,02-0,05 mm, scheidingsoppervlak instorting leidt tot fly edge verdikking, wanddikte offset.
- KrimpfoutA356 krimpsnelheid van 1,2-1,4%, maar de werkelijke krimp van dunwandige onderdelen dan dikwandige onderdelen lager dan 20-30%, als de mal volgens de uniforme krimpsnelheid van het open systeem, het einde van de grote delen moet super slecht.
- Vervorming bij ontvormen: Een ongelijkmatige verdeling van de stangen leidt tot plaatselijke plastische vervorming; bij 500 °C bedraagt de vloeigrens van het aluminiumlegering 15% slechts een fractie van die bij kamertemperatuur (zie de gegevens van ASM International over de mechanische eigenschappen van aluminiumlegeringen bij hoge temperaturen).
- T6 warmtebehandeling vervormingEen verschil van 5°C in watertemperatuur tijdens het afschrikken in de oplossing kan 0,1-0,2 mm extra kromming veroorzaken.
- machinaal toegevoegd datumverloopAls het blanco nulpunt niet samenvalt met het ontwerpnulpunt, wordt de fout volledig overgedragen op de kritische tegenloopvlakken.
Rol van CMM en FAI in batchcontrole
In 2024 heb ik een klacht over vervorming behandeld voor een klant in Guangdong die spuitgietonderdelen levert: bij 8 tot 12 van de 100 stuks weken de posities van de bevestigingsgaten meer dan 0,15 mm af. Uit een vergelijking met het FAI-rapport (First Article Inspection) bleek dat de leverancier slechts drie punten met een schuifmaat had gemeten en geen volledige CMM-scan had uitgevoerd. Nadat we de inzet van een Zeiss CMM hadden afgedwongen voor het PPAP (Production Part Approval Process, volgens de AIAG-norm) met 42 kenmerkpunten, daalde het defectpercentage de volgende maand tot 1,31 TP3T.
Praktisch advies: In het contract moet staan "een CMM-beoordeling op ware grootte voor elke 2000 stuks" in plaats van alleen te vertrouwen op het eerste stuk. De levensduurcurve van matrijzen verschuift voortdurend en kan niet worden vastgelegd door statische FAI.
Oppervlaktegebreken Vloeimerken, koude bonen, schimmelplakken en pokdalige plekken
duidelijk antwoordAluminium spuitgietdelen van de vier belangrijkste oppervlaktedefecten hebben een duidelijke procesoorzaak - vloeimerken (flow marks) van de matrijstemperatuur is te laag en het vloeibare metaal langs het temperatuurverschil; Koude bonen (cold flakes) is de sprue in de pre-solidificatie van kleine deeltjes zijn betrokken bij de holte; Kleverige schimmel (solderen) is de aluminium vloeistof en schimmel staal diffusielassen; Pitting (pitting/blaar) is meestal te wijten aan de mal release agent residu of uitlaatgassen productie. Deze groep van veelvoorkomende gebreken in Chinese aluminium gietstukken is een nultolerantie item in automotive exterieur en huishoudelijke apparaat exterieur onderdelen.
Parametrische controlegrenzen voor vier soorten oppervlaktedefecten
- stroomlittekenDe risico's nemen toe als de matrijstemperatuur lager is dan 180°C. ADC12 spuitgieten adviseert een matrijstemperatuur van 200-240°C en een lage injectiesnelheid van <0,3m/s om voortijdige afkoeling van de voorrand te voorkomen.
- koude boon: Cakeresten en temperaturen <150°C in de spuithuls zijn de belangrijkste oorzaken. Door de intervallen tussen het openen en sluiten van de matrijs te verkorten en de olietemperatuur van de spruithuls onafhankelijk te regelen (op 180-200°C), kunnen koude bonen boven 90% worden geëlimineerd.
- plakken aan een mal: Gesmolten aluminium met een Fe-gehalte van <0,81 TP3T vertoont een zeer sterke affiniteit met H13-matrijsstaal. Oplossing — Door de diepte van de nitridelaag te beperken tot 0,1–0,15 mm, of door gebruik te maken van PVD-coatings van Oerlikon Balzers (zoals CrN en AlTiN), kan de frequentie van het vastkleven aan de matrijs worden teruggebracht van 121 TP3T tot minder dan 11 TP3T.
- pokdaligDe verdunningsverhouding van het lossingsmiddel moet stabiel zijn op 1:80-1:100 en de blaastijd na het spuiten moet ≥1,5 seconden zijn om ervoor te zorgen dat het water verdampt, anders zal de resterende waterdamp verdampen en puntvormige bellen vormen op het moment dat de mal wordt gesloten.
Tolerantiegrenzen voor externe onderdelen
Toen ik in 2024 een partij deurklinken van spuitgietwerk voor een Duits autobedrijf controleerde, stond op de tekening van de klant dat defecten aan de A-zijde ≤ Φ 0,3 mm en niet meer dan 2 punten per 100 cm² mochten zijn - een typische norm voor uitwendige afwerkingen voor auto's. Buitendelen van apparaten (bijv. het paneel van de airconditioner) zijn relatief mild, ze staan Φ 0,5 mm toe, maar zolang er na de behandeling gezandstraald of geanodiseerd wordt, zullen vloeimerken en putjes vergroot en zichtbaar zijn, en moeten ze in één keer goed gedaan worden in het spuitgietproces, waarbij de kosten van herstel aan de achterkant 8-10 keer zo hoog zijn als aan de voorkant.
Onvoldoende sluitkracht (verhouding projectieoppervlak < 1,3 keer) leidt tot bramen en een ruw oppervlak; door het omschakelpunt naar hoge snelheid in de injectiesnelheidscurve 10 ms te vervroegen, kunnen vloeisporen aanzienlijk worden verminderd — het zijn juist deze gedetailleerde parameters die het verschil maken tussen een geschikte leverancier en een topleverancier. De door de North American Die Casting Association (NADCA) gepubliceerde normen voor oppervlaktekwaliteit (Grade 1-5) kunnen als basis voor de acceptatie worden gebruikt.























