
Wrijvingslasproces diepgaande analyse van het hele proces
Gepubliceerd op:2025-03-08 Categorie:nieuws Weergaven:10468
Catalogus van artikelen
Definitie wrijvingslassen
Wrijvingslassen is het gebruik van relatieve wrijving beweging van het lasstuk om de warmte gegenereerd door de relatieve wrijving van het materiaal een betrouwbare verbinding van een druk lassen methode te bereiken. Het lasproces is onder de werking van druk, de relatieve beweging van het te lassen materiaal tussen de wrijving, zodat de interface en de nabijgelegen temperatuur stijgt en bereikt een thermoplastische toestand, met de rol van de top smeden kracht interfaciale oxidatie film gebroken, het materiaal ondergaat plastische vervorming en stroom, door de interface van de elementen van de diffusie en herkristallisatie van metallurgische reactie en de vorming van verbindingen.
Wrijvingslasprincipe
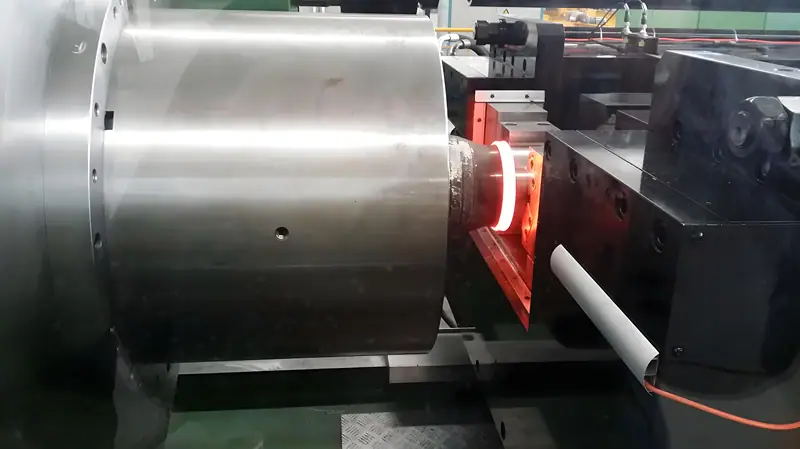
Twee metalen werkstukken met cirkelvormige doorsnede worden voor het wrijvingslassen vastgeklemd in een klauwplaat die kan draaien en een klauwplaat die naar voren kan worden bewogen en onder druk kan worden gezet. Bij het begin van het lassen wordt werkstuk 1 op hoge snelheid rondgedraaid, werkstuk 2 wordt in de richting van werkstuk 1 bewogen en er wordt contact gemaakt, en er wordt een voldoende grote wrijvingsdruk uitgeoefend om het wrijvingsverwarmingsproces te starten. Na wrijving gedurende een bepaalde tijd, bereikt de temperatuur van het verbindingsmetaal de lastemperatuur, stopt de rotatie van het werkstuk 1 en tegelijkertijd beweegt het werkstuk 2 snel om de bovenste smeeddruk toe te passen, zodat het de bovenste smeedvervorming produceert en het lassen voltooit.
Classificatie wrijvingslassen
Er zijn vele methoden voor wrijvingslassen, die over het algemeen worden gecategoriseerd op basis van de relatieve beweging van het lasstuk en de kenmerken van het proces:
- Continu aangedreven wrijvingslassen
- Fasegestuurd wrijvingslassen
- inertielassen door wrijving
- wrijvingsroerlassen
- Ingebed wrijvingslassen
- Wrijvingslassen van het derde lichaam
- Wrijvingsbekleding
Continu wrijvingslassen
Onder invloed van wrijvingsdruk komen de gelaste interfaces met elkaar in contact, wrijving door relatieve beweging, zodat mechanische energie wordt omgezet in thermische energie, de wrijvingswarmte wordt gebruikt om de oxiden bij de interfaces te verwijderen en een betrouwbare verbinding wordt gevormd onder invloed van de bovenste smeedkracht. Dit is een veel voorkomende vorm van wrijvingslassen, in het lasproces wordt het werkstuk continu aangedreven door de spindelmotor, roterend met een constante snelheid, totdat het de opgegeven wrijvingstijd of wrijvingsvervorming bereikt, stopt het werkstuk onmiddellijk met roteren en het bovenste smeedstuklassen.
inertielassen door wrijving
Het roterende uiteinde van het werkstuk wordt vastgeklemd in het vliegwiel en het lasproces begint door het vliegwiel en het roterende uiteinde van het werkstuk te versnellen tot een bepaalde rotatiesnelheid, waarna het vliegwiel wordt losgekoppeld van de hoofdmotor en het bewegende uiteinde van het werkstuk naar voren beweegt om de wrijvingsverwarming te starten. Het vliegwiel wordt afgeremd door het wrijvingskoppel, de snelheid wordt geleidelijk verlaagd en het lasproces eindigt wanneer de snelheid nul is.
fase wrijvingslassen
Voornamelijk gebruikt voor relatieve positie-eisen van het werkstuk, zoals zeshoekig staal, achthoekig staal, joysticks voor auto's, enz., vereist dat de tanden worden uitgelijnd na het lassen, de richting van het recht of de fase aan de eisen te voldoen. De belangrijkste methoden zijn:
- Mechanisch synchroon frictielassen
- Pinfitting wrijvingslassen
- Gesynchroniseerd wrijvingslassen
Radiaal wrijvingslassen
De te lassen buis is afgeschuind, met een doorn in de buis, voorzien van een roterende ring met een afgeschuind oppervlak, die draait en radiale wrijvingsdruk uitoefent op de twee buizen tijdens het lassen, en de bovenste smeeddruk wordt toegepast aan het einde van de wrijvingsverwarming.
Wrijvingsbekleding
De ronde staaf van het bekledingsmetaal roteert op hoge snelheid en oefent wrijvingsdruk uit op het basismetaal. Door het grote volume van het basismetaal is het warmtegeleidingsvermogen goed en de koelsnelheid snel. Zodat het wrijvingsoppervlak van het bekledingsmetaal en de interface van het basismetaal naar de kant van het bekledingsmetaal gaat. Tegelijkertijd condenseert het bekledingsmetaal en gaat het over in het basismetaal om bekledingslasnaden te vormen. Wanneer het basismetaal roteert of beweegt ten opzichte van de staaf van het bekledingsmetaal, wordt een opduikende las gevormd op het basismetaal.
lineair wrijvingslassen
Twee te lassen werkstukken een vaste, een andere met een bepaalde snelheid voor heen en weer gaande beweging, of twee werkstukken voor de relatieve heen en weer gaande beweging, onder invloed van de druk van de twee werkstukken van de interface wrijving genereert warmte, om zo lassen te bereiken.
wrijvingsroerlassen
Zal een hoge temperatuur bestendig hard materiaal gemaakt van een bepaalde vorm van de roernaald roteren diep in de twee gelaste materialen aangesloten op de rand van de roerkop aan de rotatie van de twee lassen aangesloten op de rand van een grote hoeveelheid wrijvingswarmte, die in de verbinding van de plastic verweking van het metaal geproduceerd in de verbinding van het gebied, de plastic verweking van het gebied in de roerkop onder de werking van het roeren, extrusie, en met de roerkop van de roterende langs de las naar achteren stromen naar een plastic metaal stroom te vormen, en het roeren van het hoofd uit de buurt van het koelproces en extrusie en vorming van vaste fase gelaste verbindingen. De plastic zacht geworden zone wordt geroerd en samengeperst onder invloed van de roerkop, en stroomt achteruit langs de lasnaad met de rotatie van de roerkop, waarbij een plastic metaalstroom wordt gevormd, en in het koelproces na het vertrek van de roerkop, wordt het samengeperst om een vaste fase lasverbinding te vormen.
Orbitaal wrijvingslassen
Orbitaal wrijvingslassen is een nieuw ontwikkelde lasmethode, die voornamelijk wordt gebruikt voor het lassen van niet-ronde doorsnede werkstukken. Lineaire orbitale wrijving lassen werkstuk langs een rechte baan, met een bepaalde amplitude en frequentie om ervoor te zorgen dat de vibratie snelheid om de vereiste waarde te bereiken, zodat het lasoppervlak te doen relatieve herhaalde trillingen wrijving. Cirkelbaan wrijving lassen werkstuk van elke massa met dezelfde straal en rotatiesnelheid, langs de cirkelbaan om het lassen oppervlak te doen de relatieve beweging van wrijving. Wanneer de verbinding is verwarmd tot de lastemperatuur, wordt de wrijving beweging van het werkstuk gestopt en top lassen wordt uitgevoerd.
Wrijvingslasproces
Proceseigenschappen
vantage:
- Korte lasconstructietijd en hoge productiviteit.
- Kleine lasvervorming, hoge maatnauwkeurigheid na het lassen.
- Hoge mate van mechanisatie en automatisering, stabiele laskwaliteit.
- Het is geschikt voor het lassen van allerlei ongelijksoortige materialen en kan aluminium-staal, aluminium-koper, titanium-koper, intermetallische verbindingen-staal, enz. lassen, die niet gelast kunnen worden met conventioneel smelten.
- Het lassen van staven en buizen met dezelfde en verschillende diameters is mogelijk.
- Lassen produceert geen rook, booglicht en schadelijke gassen en vervuilt het milieu niet.
Nadelen.
1. Het is moeilijker om niet-cirkelvormige doorsneden te lassen en de benodigde apparatuur is gecompliceerd; voor schijfvormige dunne onderdelen en dunwandige pijpfittingen is het ook moeilijker om te lassen omdat ze niet gemakkelijk vast te klemmen zijn.
2. Het is moeilijk om wrijvingslassen te realiseren voor onderdelen waarvan de vorm en montagepositie al zijn bepaald.
3. De verbindingen zijn gevoelig voor fretting en moeten na het lassen worden bewerkt.
4. Het klemmende deel produceert gemakkelijk krassen of klemsporen
Wrijvingslasproces
Wrijvingslassen is een zeer efficiënte verbindingstechniek in vaste toestand die is gebaseerd op het metallurgisch verbinden van materialen met behulp van wrijvingswarmte en mechanische krachten. Het proces begint met het nauwkeurig bevestigen van het werkstuk - meestal wordt één kant van het werkstuk stevig vastgehouden in een opspanning, terwijl de andere kant verbonden is met een roterende aandrijving om ervoor te zorgen dat de contactoppervlakken schoon en vlak zijn. Wanneer de machine geactiveerd wordt, komt het roterende werkstuk onder axiale druk in nauw contact met het stationaire onderdeel en de snelle wrijving genereert onmiddellijk hoge temperaturen op het grensvlak, die snel in het materiaal doordringen en het in een plastische toestand brengen. Tijdens dit proces breekt de wrijving niet alleen de oxidelaag op het oppervlak af, maar zorgt er ook voor dat het metaalrooster een dynamische herkristallisatie ondergaat, waardoor een vloeiende zachtere laag wordt gevormd. Wanneer de temperatuur oploopt tot het kritieke punt, stopt de apparatuur resoluut met draaien en oefent vervolgens een grotere druk uit op de bovenzijde van het smeedstuk, op dit moment wordt het zacht geworden materiaal gesmeed alsof het extrusiefusie is, microscopisch niveau van atomaire diffusie en migratie van de korrelgrenzen elimineren volledig de defecten van het gezamenlijke oppervlak, de vorming van dichte en foutloze lasverbindingen. Na afkoeling en vormgeving is de las vrijwel vervormingsvrij en kan de sterkte zelfs die van het basismateriaal overschrijden.
Apparatuur voor wrijvingslassen

Apparatuur voor conventioneel wrijvingslassen
Apparatuur voor conventioneel wrijvingslassen is stevig verbonden met een mechanisme voor zeer nauwkeurige drukregeling via een mechanisch aandrijfsysteem, waarvan de kern bestaat uit een vermogensmodule voor de spindel, een hydraulisch drukapparaat en een intelligent regelsysteem. De apparatuur heeft een modulair ontwerp, dat flexibel kan worden aangepast aan de klemmingsvereisten van assen, buizen en gevormde werkstukken, waardoor de belangrijkste motoronderdelen in de automobielindustrie efficiënt kunnen worden gelast en de betrouwbare verbinding van legeringen met hoge sterkte op militair gebied kan worden voltooid met behulp van een real-time monitoringsysteem. Vergeleken met het traditionele lasproces heeft de apparatuur aanzienlijke voordelen in de beheersing van het energieverbruik en de kwaliteit van de verbinding, met multi-sensor fusietechnologie, kan voldoen aan de ruimtevaart, spoorwegvervoer en andere industrieën op de strenge eisen van precisielassen, uitgegroeid tot de kernapparatuur voor industriële massaproductie.
Wrijvingsroerlasapparatuur
Friction Stir Welding (FSW) apparatuur is een geavanceerde lasapparatuur die is ontwikkeld op basis van het principe van solid-state joining, en de kern van de innovatie ligt in het gebruik van een speciale roerkop om plastic vloei en metallurgische binding van materialen te bereiken. De apparatuur bestaat voornamelijk uit een zeer stijf lichaam, een roterend aandrijfsysteem, een precisietemperatuurregelmodule en een driedimensionale kracht-positiemeeteenheid. Door de synergetische werking van de roernaald en de schouder kunnen materialen met een hoog smeltpunt, zoals aluminiumlegeringen en magnesiumlegeringen, naadloos worden verbonden zonder dat smelten nodig is. Vergeleken met het traditionele wrijvingslassen verbetert deze technologie de kwaliteit van het lassen van dunne platen aanzienlijk, realiseert het geïntegreerde gieten van huid-skelet in de ruimtevaart en wordt veel gebruikt bij de productie van accubakken voor nieuwe energievoertuigen en de sterkte van de lasnaad kan meer dan 95% van het basismateriaal bereiken. De nieuwste apparatuur integreert visiebegeleiding en adaptieve besturingsalgoritmen, die de lasparameters dynamisch kunnen aanpassen en met succes de bottleneck van de verbindingstechnologie voor ongelijksoortige materialen (bijv. aluminium/koper, aluminium/staal) kunnen doorbreken.























