
알루미늄 TIG 및 MIG 용접 공정: 기술 비교, 작동 포인트 및 산업 응용 분야
발행일:2025-05-17 카테고리:공개 정보 조회수:12004
기사 카탈로그
알루미늄 용접의 도전과 중요성
알루미늄 합금은 가벼운 무게와 높은 강도, 내식성으로 인해 자동차, 항공우주, 조선 분야에서 널리 사용됩니다. 하지만 높은 열전도율, 쉬운 산화, 열 균열에 대한 민감성 때문에 용접 공정은 심각한 도전에 직면해 있습니다. 예를 들어, 신에너지 차량용 배터리 트레이의 경우 용접은 고강도와 기밀성을 모두 갖춰야 하는데, 이는 기존 공정으로는 충족하기 어려우며 TIG 및 MIG 용접 기술은 이를 위한 효율적인 솔루션을 제공합니다.
알루미늄 특징:
작은 밀도:: 알루미늄 합금은 강철과 구리보다 밀도가 약 2.7g/cm3로 낮기 때문에 알루미늄 합금 제품은 같은 부피의 강철 제품보다 가볍습니다.
높은 강도알루미늄 합금은 열처리를 통해 강도와 경도를 크게 높일 수 있는 고강도 합금입니다.
우수한 전도성알루미늄 합금 : 알루미늄 합금은 순수 구리 및 강철보다 전기 전도성이 우수하여 전선 및 케이블과 같은 전도성 소재를 만드는 데 사용할 수 있습니다.
우수한 내식성알루미늄 합금의 표면은 내식성이 좋은 고밀도 산화막을 쉽게 형성할 수 있습니다.
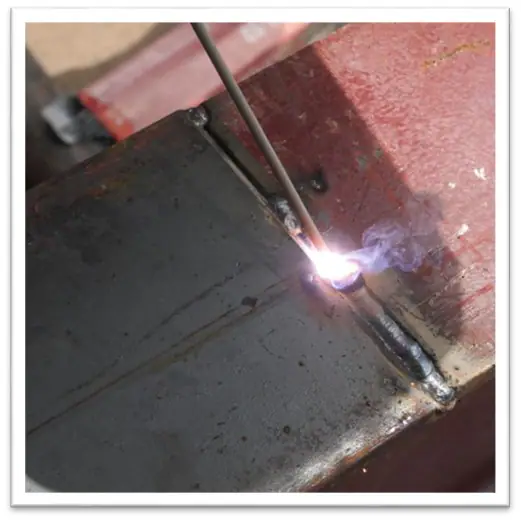
TIG 용접 기술 자세히 알아보기
프로세스 원리 및 장비 구성
TIG 용접(텅스텐 불활성 가스 차폐 용접)은 비융착 텅스텐 전극을 사용하여 불활성 가스(아르곤 또는 헬륨)의 보호 아래 용융 풀을 형성합니다. AC TIG 용접기는 음극 분쇄 효과를 통해 알루미늄 합금 표면의 산화막(Al₂O₃)을 효과적으로 제거할 수 있어 시리즈 6(예: 6061) 및 시리즈 5(예: 5052) 알루미늄 합금의 용접에 적합합니다.
작동 지점 및 매개변수 설정(6061 알루미늄 합금을 예로 들어)
- 용접 전 처리::
- 오일 오염을 제거하기 위한 아세톤 세척, 스테인리스 스틸 와이어 브러시 기계적 샌딩 산화층(탄소 오염을 방지하기 위해 사포 사용 금지).
- 용접 매개변수::
- 전류: 80~200A(AC 펄스 모드, 기본 전류는 30%).
- 텅스텐 전극: 세륨 텅스텐 전극(직경 2.4mm, 팁이 30° 원뿔 각도로 접지됨).
- 보호 가스: 아르곤(순도 ≥99.99%), 유량 10-12L/min.
- 필러 와이어 선택: ER4043(실리콘 함량 5%, 우수한 내균열성) 또는 ER5356(마그네슘 함량 5%, 고강도).
장점과 한계
- 최첨단얇은 판재(1~3mm) 및 정밀 부품(예: 전자 방열판)에 적합한 아름답고 스패터 없는 용접 이음새.
- 설정된 경계 내에서 제한느린 용접 속도(약 0.3m/min)와 높은 인건비.
MIG 용접 기술 자세히 알아보기
공정 원리 및 장비 선택
MIG 용접(용융 전극 불활성 가스 차폐 용접)은 연속 와이어 공급 메커니즘을 채택하여 중간 두께의 판재 용접에 적합합니다. 푸시풀 와이어 공급 시스템은 알루미늄 합금 와이어(예: ER5183)의 부드러움으로 인한 와이어 공급 불량 문제를 해결합니다. 가스 혼합물(Ar+He)은 아크 안정성을 개선하고 다공성을 감소시킵니다.
작동 지점 및 파라미터 설정(5083 알루미늄 합금을 예로 들어)
- 용접 전 처리::
- 두꺼운 판(>10mm)은 80-120°C로 예열해야 열 균열의 위험을 줄일 수 있습니다.
- 베벨 디자인: V-베벨(각도 60°-70°), 무딘 모서리 1-2mm.
- 용접 매개변수::
- 전류: 220-260A(이중 펄스 모드, 저주파 펄스로 스플래시를 줄임).
- 전압: 24-26V, 와이어 이송 속도 8m/min.
- 보호 가스: Ar(80%) + He(20%), 유량 18-20L/min.
장점과 한계
- 최첨단고효율(최대 1.2m/min 속도), 자동차 섀시 등 긴 용접 이음새의 대량 생산에 적합합니다.
- 설정된 경계 내에서 제한스패터 제어가 어렵고(펄스 매개변수를 최적화해야 함) 장비에 대한 초기 투자 비용이 높습니다(로봇 시스템의 경우 약 50만 달러).
TIG와 MIG: 프로세스 선택 가이드
| 비교 용어 | TIG 용접 | MIG 용접 |
|---|---|---|
| 적용 가능한 두께 | 1-6mm(시트) | 3-25mm(중간 및 두꺼운 판) |
| 용접 품질 | 높은 정밀도, 튀지 않음 | 고효율, 스플래시 제어 |
| (제조, 생산 등) 비용 | 60%의 백분율로 계산한 인건비 | 장비 및 소모품 비용 비율 70% |
| 일반적인 애플리케이션 | 항공우주 스킨, 전자 하우징 | 선박 갑판, 자동차 구조 부품 |
용접 결함 예방, 제어 및 검사 표준
5.1 일반적인 결함에 대한 해결 방법
- 공기 방울보호 가스의 순도(아르곤 이슬점 ≤ -50°C)를 확인하고 용접 전에 모재를 깨끗이 세척하세요.
- 열 균열Mg 함량이 높은(Mg/Si>1.5) ER5356 와이어를 선택하고 층간 온도를 100℃ 미만으로 제어합니다.
- 융합되지 않음현재 10%-15%를 증가시키고 용접 속도를 0.8m/min(MIG 용접)으로 줄입니다.
5.2 탐지 방법
- 육안 검사(VT)ISO 10042를 기준으로 용접 표면의 균열과 가장자리를 감지합니다.
- 엑스레이 검사(RT)AWS D1.2의 요구 사항에 따라 공기 구멍의 직경이 1.5mm 이하인 경우 자격이 부여됩니다.
6. 자주 묻는 질문(FAQ)
Q1: 알루미늄 합금을 DC 전원으로 용접하는 데 TIG 용접을 사용할 수 있습니까?
- 아니요! DC TIG는 산화막을 분해하지 않으므로 AC 전원을 사용해야 합니다.
Q2:MIG 용접에서 높은 스패터 문제를 해결하는 방법은 무엇입니까?
- 더블 펄스 모드로 변경하고 피크 전류를 줄이고(예: 300A에서 260A로) 헬륨 비율을 30%로 높입니다.
Q3: 용접 후 열처리가 필요한가요?
- 6계열 알루미늄 합금(예: 6061)은 용접 후 용액 처리(530℃ × 2시간 물 담금질 + 180℃ × 8시간 에이징)를 해야 강도를 회복할 수 있습니다.























