
Difetti di pressofusione dell'alluminio e loro cause
Pubblicato il:2024-12-10 Categoria:informazioni al pubblico Visualizzazioni:14298
Catalogo degli articoli
Tre elementi della pressofusione
La macchina per la pressofusione, la lega per la pressofusione e lo stampo per la pressofusione sono i tre elementi principali della produzione della pressofusione, uno dei quali non può mancare.
Il cosiddetto processo di pressofusione è costituito dai tre elementi in modo organico e completo, in modo da poter produrre in modo stabile e ritmico un aspetto, una buona qualità interna e dimensioni conformi ai disegni o ai requisiti di accordo dei getti.

Criteri per le ispezioni aziendali
1. Informazioni controllate: disegni, schede di controllo qualità;
2, standard nazionale, standard di linea (standard JIS di pressofusione);
3. Limiti del cliente campione
Parti della pressofusione soggette a variazioni dimensionali:
1, cursore
2, nucleo
3, dimensione della superficie divisoria
4. Barra superiore (la linea guida più economica all'interno dell'azienda, salvo esigenze particolari)
La superficie interna della barra superiore può essere sollevata o incassata entro 0,30 mm rispetto al corpo del getto.
La superficie esterna della barra superiore (parte lucidabile) può essere sollevata di 0,30 mm rispetto al corpo del getto (la parte non lucidabile è incassata di 0,30 mm).
Il bordo della scanalatura di tenuta e la barra superiore del bordo del pezzo possono essere sollevati di 0,30 mm rispetto al corpo di colata.
Principali difetti nella pressofusione
1, difetti superficiali: sistema di colata a fori d'aria, fori di scoria, crepe, allentamento, segregazione a freddo, tipo sbagliato, intercalare, fronte della billetta troppo grande (in alto), bolle, ritiro, sottofusione, carbonio, attaccamento allo stampo, tensioni, collasso, segni di scorrimento, vaiolatura, scrostatura, fessurazione
2. Difetti interni: fori d'aria, fori di restringimento, fori di sabbia, riempimento insufficiente, perdite, proprietà meccaniche non conformi agli standard.
3. Difetti dimensionali: deformazione, ritiro eccessivo.
4. Difetti del materiale: punti duri, requisiti ambientali, composizione chimica non qualificata.
Classificazione dei difetti superficiali della pressofusione
1. Difetti interni: inclusi fori d'aria, fori di restringimento, fori di sabbia, allentamento.
2, difetti esterni: cricche, segregazione a freddo, tipo sbagliato, intercalare, fronte della billetta troppo grande (tipo up), bolle, ritiro, sottofusione, carbonio, attaccamento allo stampo, deformazione, bordo di collasso, segni di scorrimento, vaiolatura, scrostamento, fessurazione, tamburo superiore, battente avvolto
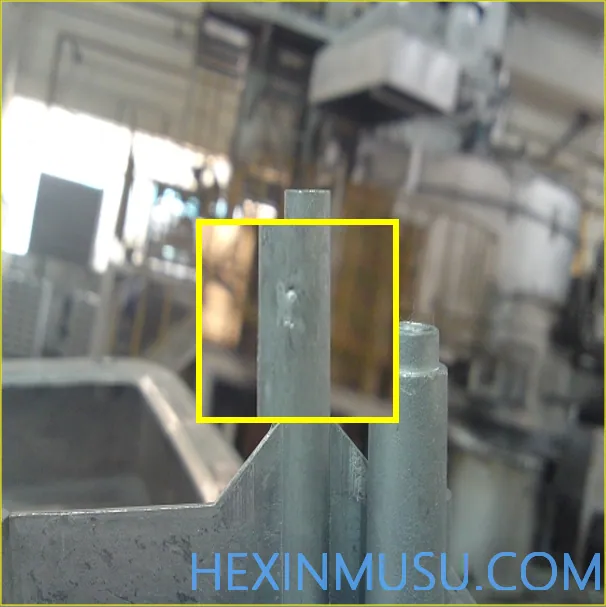
Stomi:
Caratteristiche: fori di forma più regolare e superficie più liscia
Classificazione: fori di spillo, fori d'aria sottocutanei, fori d'aria concentrati di grandi dimensioni
Motivo:
1. Scarsa raffinazione, scarsa degassificazione
2. Scarso scarico, design dello stampo irragionevole
3. La velocità di iniezione del canale di colata interno è troppo elevata, la velocità di iniezione secondaria non è nella posizione corretta e il gas nello stampo non può essere scaricato in tempo.
4. La cavità dello stampo è troppo profonda
5. Franchigia di lavorazione eccessiva
Mezzi di controllo: lavorazione a macchina, lucidatura
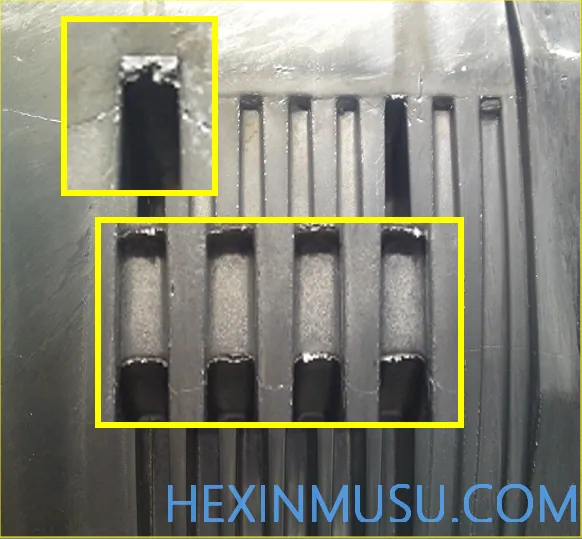
Restringimento:
Caratteristiche: fori di forma irregolare con superfici più ruvide, causati da una compensazione insufficiente durante il processo di indurimento dei getti.
Motivo:
1. La temperatura del materiale è troppo alta
2. Pressione specifica troppo bassa
3. Lo spessore non uniforme della parete produce giunti caldi
4. Canale di troppopieno troppo sottile
5. La camera di pressione non è sufficientemente piena, la torta è troppo sottile, la compensazione è limitata.
6. Cancello interno più piccolo
7. Alta temperatura locale dello stampo
Mezzi di ispezione: lavorazione a macchina

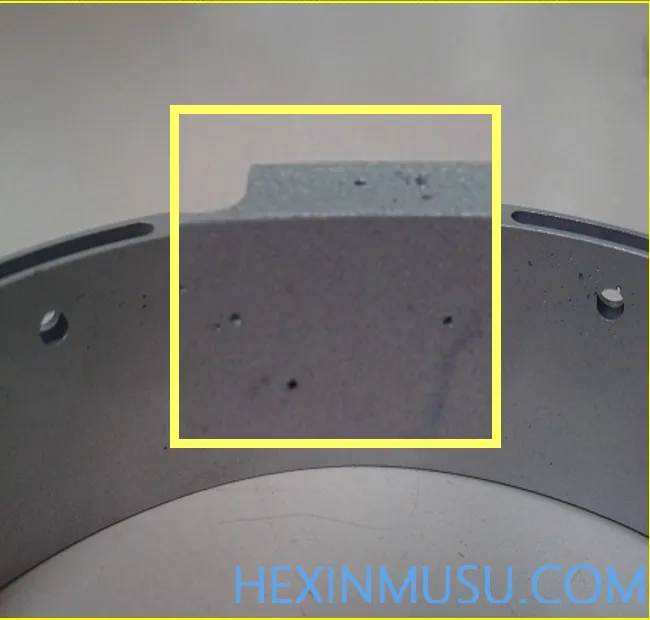
Tracoma:

Caratteristiche: fori di scoria ruvidi, irregolari e relativamente densi
Motivo:
I difetti comuni della colata in sabbia, quelli della pressofusione sono relativamente rari. Generalmente compaiono in parti di pressofusione di alluminio di piccole e medie dimensioni della radice dei montanti e della faccia terminale di lavorazione. L'uso di materiale contaminato in lega di alluminio per la colata, macchiato con composti organici e grave corrosione da ossidazione del materiale, produrrà la pressofusione sull'aspetto degli occhi di sabbia.
Mezzi di ispezione: lavorazione a macchina, lucidatura, levigatura
Sciolto:
Caratteristiche: organizzazione macroscopica superficiale e non vincolata
Motivo:
1. Bassa temperatura dello stampo
2. La temperatura del materiale è troppo bassa
3. Piccola pressione specifica
4. Troppa vernice
Mezzi di ispezione: levigatura, soffiatura della sabbia

Crepe:

Caratteristiche: la matrice della lega è danneggiata o scollegata per formare una sottile lacuna filamentosa, suddivisa in penetrante e non penetrante. Può svilupparsi successivamente.
Motivo:
1. Struttura di fusione irragionevole, stress da ritiro, angoli arrotondati troppo piccoli.
2. La temperatura dello stampo è troppo bassa
3. Aprire lo stampo troppo tardi o troppo presto
4. Troppe impurità nella lega: le leghe di alluminio contenenti zinco, rame e silicio sono elevate.
5. Deviazione dell'espulsore
Mezzi di ispezione: ispezione visiva
Segregazione a freddo:
Caratteristiche: una fessura in cui metalli a temperature più basse si scontrano ma non sono completamente fusi, con una forma lineare irregolare. Ne esistono due tipi: penetrante e non penetrante, che possono svilupparsi in presenza di una forza esterna.
Motivo:
1. Temperatura del materiale troppo bassa, temperatura dello stampo troppo bassa
2. Scarsa fluidità della lega
3. Il cancello non è ragionevole, il processo è troppo lungo
4. Il tasso di iniezione della pressione è troppo basso
5. Bassa pressione specifica
6. Riempimento di metallo liquido in fili separati
Mezzi di ispezione: ispezione visiva

Tipo sbagliato:
Caratteristiche: una parte della fusione è disallineata e spostata da un'altra parte. Qui mi riferisco al fenomeno di una parte del vetrino che non è in posizione.
Motivo:
1. Errori di fabbricazione negli inserti di entrambe le metà
2. Spostamento dell'inserto dello stampo
3. Usura delle parti di guida dello stampo
Mezzi di ispezione: ispezione visiva dopo la sbavatura, misurazione con calibro
dissezione::
Caratteristiche: forma a doppia palpebra, parziale incompletezza della parte, che compare ai bordi del cursore e della superficie di separazione.
Motivo.
Le slitte, gli inserti o i bordi delle facce di separazione si attaccano e non si sciolgono. Si crea uno spazio tra la slitta e la parte del cursore, la lega entra nella solidificazione o addirittura il cursore non è in posizione o è inceppato.
Mezzi di ispezione: ispezione visiva dopo la sbavatura

Frontali in billetta eccessivi (tipo crescente)
Caratteristiche: Eccessivo fretting sui bordi di fusione
Motivo:
1. La forza di serraggio della macchina per pressofusione non è sufficiente
2. Gli stampi non sono ben chiusi e sono danneggiati.
3. I residui della superficie di troncatura non vengono puliti
4. Velocità di iniezione eccessiva della pressione
5. Tonnellaggio errato del progetto dello stampo
Mezzi di ispezione: prova della pinza
Bolle:
Caratteristiche: Depressione sulla superficie liscia della colata
Motivo:
1. La deviazione dello spessore dei pezzi fusi è grande
2. La temperatura del materiale è troppo alta, il restringimento della lega è elevato
3. Aumento inferiore
4. Sezione trasversale più piccola del cancello interno, minore compensazione
5. Temperatura dello stampo più elevata
Mezzi di ispezione: Vernice a spruzzo

Restringimento:

Caratteristiche: Depressione sulla superficie liscia della colata
Motivo:
1. La deviazione dello spessore dei pezzi fusi è grande
2. La temperatura del materiale è troppo alta, il restringimento della lega è elevato
3. Aumento inferiore
4. Sezione trasversale più piccola del cancello interno, minore compensazione
5. Temperatura dello stampo più elevata
Mezzi di ispezione: Vernice a spruzzo
Previsione:
Caratteristiche: i getti sembrano essere riempiti in modo incompleto.
Motivo:
1. Bassa temperatura del materiale e dello stampo
2. Bassa velocità di iniezione
3. Scarsa fluidità della lega
4. Sistema di versamento irrazionale
5. Spruzzatura eccessiva di vernice
6. Le cavità dello stampo sono troppo profonde e lo stampo è troppo complesso.
Mezzi di ispezione: ispezione visiva
Accumulo di carbonio:
Caratteristiche: l'ossido formato dalla vernice dopo l'alta temperatura aderisce allo stampo e la superficie di colata è biancastra e ruvida.
Motivo:
1. Spruzzare troppa vernice
2. La vernice è troppo spessa
3. Bassa temperatura dello stampo
4. Non è stato lucidato in tempo per essere rimosso
Mezzi di ispezione: vernice a spruzzo, ispezione visiva
Stampo appiccicoso:
Caratteristiche: i getti appaiono non riempiti a causa del materiale in eccesso che aderisce allo stampo.
Motivo:
1. Il materiale in eccesso aderisce allo stampo
2. Superficie ruvida dello stampo
3. La temperatura dello stampo è troppo alta
4. Piccola conicità di trazione dello stampo
5. Velocità di versamento rapida e modello di riempimento non corretto
Mezzi di ispezione: ispezione visiva, osservazione della sbavatura
Ceppi:

Caratteristiche: i getti appaiono non riempiti a causa del materiale in eccesso che aderisce allo stampo.
Motivo:
1. Il materiale in eccesso aderisce allo stampo
2. Superficie ruvida dello stampo
3. La temperatura dello stampo è troppo alta
4. Piccola conicità di trazione dello stampo
5. Velocità di versamento rapida e modello di riempimento non corretto
Mezzi di ispezione: ispezione visiva, osservazione della sbavatura
Bordi collassati:
Caratteristiche: la superficie di colata appare concava e brillante
Motivo.
1. Rigidità insufficiente dello stampo
2. Il bordo dello stampo viene estruso ad alta temperatura per lungo tempo.
3. Mancata rimozione tempestiva della parte sporgente del bordo dello stampo
Mezzi di controllo: osservazione e controllo visivo dopo la levigatura

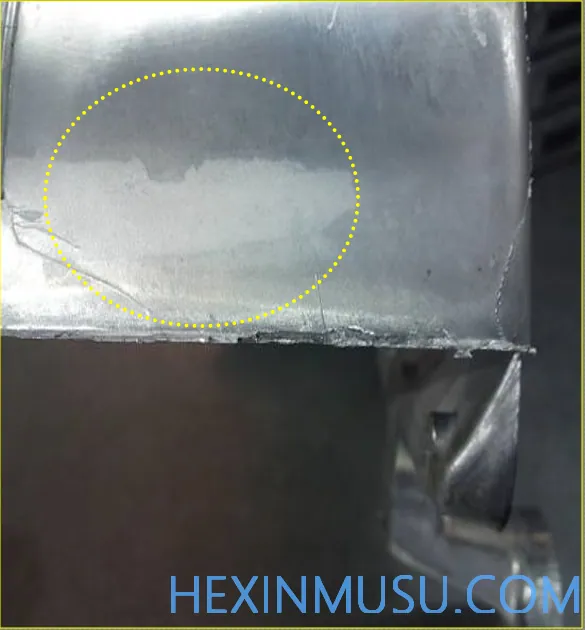
Segni di flusso:

Caratteristiche: tessitura liscia nella stessa direzione del flusso metallico, cedimento localizzato
Motivo:
1. Troppa vernice
2. Riempimento troppo veloce
3. Il prodotto lasciato dai due flussi di metallo che riempiono la cavità in modo asincrono.
4. Bassa temperatura dello stampo
Mezzi di ispezione: lucidatura
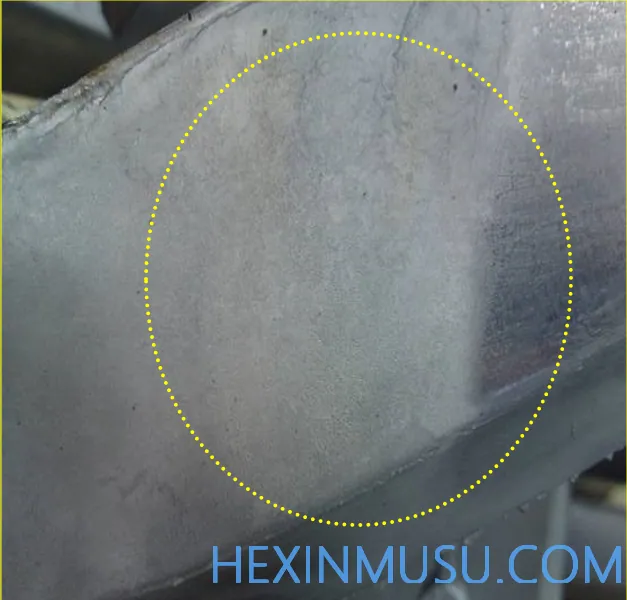
Superficie in canapa:
Caratteristiche: area di distribuzione dei piccoli pockmark superficiali
Motivo:
1. Temperatura dello stampo troppo bassa, temperatura del materiale troppo bassa
2. Il metallo d'apporto viene disperso in gocce dense, che colpiscono la parete ad alta velocità.
3. Lo spessore della porta interna è ridotto
Mezzi di ispezione: ispezione visiva, verniciatura a spruzzo

Sciacquone:

Caratteristiche: Ampia area di sporgenza vicino al cancello
Motivo:
1. Rigidità insufficiente dello stampo
2. Invecchiamento dello stampo
3. La velocità di versamento è troppo alta
4. Temperatura del materiale troppo elevata, preriscaldamento insufficiente
5. Nessun trattamento termico regolare
Mezzi di controllo: ispezione visiva, osservazione dopo la levigatura
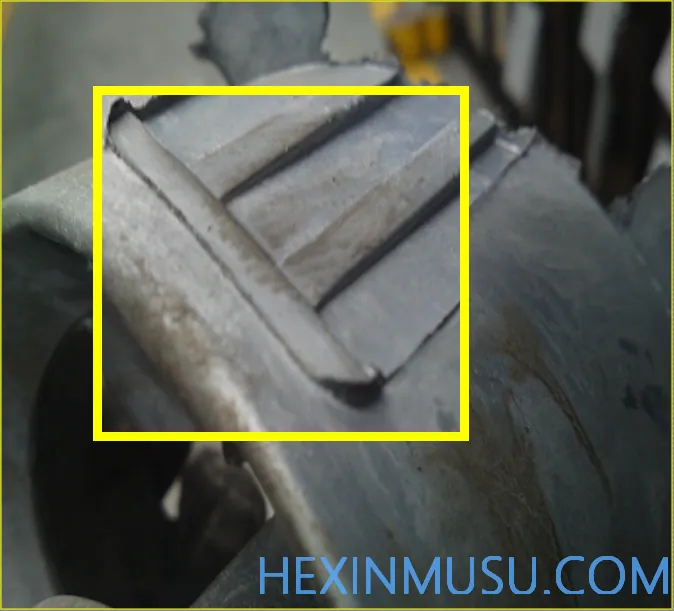
Cracked:
Caratteristiche: segni di rete in rilievo e speroni metallici sulla superficie della fusione
Motivo:
1. I cambiamenti di caldo e freddo sono intensi
2. Materiali dello stampo inadeguati
3. Temperatura del materiale troppo elevata, preriscaldamento insufficiente
4. Mancanza di un trattamento termico regolare
5. Superficie ruvida dello stampo
6. La velocità di iniezione della pressione è troppo elevata e ha un impatto positivo sulla cavità.
Mezzi di controllo: ispezione visiva, osservazione dopo la levigatura
Tamburo superiore:

Caratteristiche: rigonfiamento superficiale sul retro della barra superiore
Motivo:
1. Tempo di apertura dello stampo insufficiente
2. Pressione specifica più elevata
3. Verniciatura inadeguata
4. Spessore sottile della parete
5. Forza non uniforme sulla barra superiore
Mezzi di ispezione: vernice a spruzzo, ispezione visiva
Botta di muffa:
Caratteristiche: segni di battitura lasciati quando il materiale adesivo dello stampo viene rimosso
Motivo:
1. Scarsa rigidità dello stampo
2. Manipolazione impropria durante la pulizia del materiale in eccesso
3. Mancata riparazione tempestiva dei segni d'urto
Mezzi di ispezione: ispezione visiva, verniciatura a spruzzo

Corrosione degli stampi:

Caratteristiche: pitting in rilievo sulla superficie del pezzo in aree caratteristiche della corrosione da muffa
Motivo:
1. Mancata pulizia tempestiva dello stampo dopo la produzione
2. Mancata manutenzione tempestiva della superficie dello stampo
Mezzi di ispezione: ispezione visiva, verniciatura a spruzzo
difetto interno
Riempimento insufficiente, perdite, proprietà meccaniche inferiori alla norma
Manifestazioni: porosità, ritiro, fori di sabbia, allentamento, fallimento dei test meccanici, insufficiente resistenza alla trazione, ecc.
Mezzi di verifica:
Lavorazione di prova (tornitura, fresatura, foratura, levigatura, soffiatura, lucidatura, sabbiatura, ecc.)
Test di tenuta
Test di trazione
difetto dimensionale
Deformazione, ritiro eccessivo
Lo standard JIS si applica quando la planarità non è indicata sui disegni:
Dimensione massima del getto Tolleranza in (mm)
2. Restringimento normale della pressofusione in lega di alluminio: 0,3%-0,5%
difetto di materiale
1. Punto duro: rottura del coltello durante la lavorazione a macchina
2. Requisiti ambientali: come ROHS
3. Composizione chimica non qualificata: proprietà meccaniche
4. Resistenza alla corrosione, ecc.























