
Estrusione di leghe di alluminio: principi, ottimizzazione del processo e prospettive per le applicazioni future
Pubblicato il:2024-12-04 Categoria:informazioni al pubblico Visualizzazioni:9877
Catalogo degli articoli
- Classificazione delle leghe di alluminio
- Introduzione all'estrusione dell'alluminio (alluminio trafilato):
- Alluminio estruso Materiali comuni
- Processo di produzione dei profili di estrusione di alluminio:
- Introduzione allo stampo per estrusione di alluminio
- Brief di progettazione
- Introduzione allo stampo per estrusione di alluminio
- Durezza dei profili di alluminio
- Standard di ispezione dei materiali estrusi in alluminio
- Capacità di tolleranza di processo dei produttori di estrusione
- Considerazioni sulla progettazione degli estrusi di alluminio
- Processo di trattamento superficiale dell'estrusione di alluminio
Classificazione delle leghe di alluminio
Classificazione dell'alluminio cotto
(a) Classificazione in base agli elementi di lega
1. x x x x indica parti e pannelli in alluminio puro di 99,0% o superiore 85/KG.
2. x x x indica la lega alluminio-rame
3. x x x indica leghe di alluminio-manganese
4. x x x indica leghe alluminio-silicio
5. x x x indica la lega di alluminio-magnesio (importata dalla Svizzera)
6. x x x indica la lega alluminio-magnesio-silicio T5 6063 6061
7. x x x indica leghe di alluminio-zinco-magnesio
8. x x x indica leghe di sistemi diversi da quelli menzionati sopra
9. x x x indica un numero di classificazione alternativo.
(b) Classificazione per meccanismo di rinforzo
1.Lega di alluminio ad indurimento da deformazione: 1××××, 3××××, 4××××, 5××
2. Leghe di alluminio rinforzato trattabili termicamente: 2××××, 6××××, 7×××
Classificazione delle leghe di alluminio fuse
| Al (contenuto minimo di Al 99,0% o superiore) | 1 ××-× |
| Leghe Al-Cu | 2 ××-× |
| Leghe Al-Si con Cu e Mg o Mg | 3 ××-× |
| Leghe Al-Si | 3 ××-× |
| Leghe Al-Mg | 4 ××-× |
| Sistemi non utilizzati | 5 ××-× |
| Leghe Al-Zn | 7 ××-× |
| Lega Al-Su | 8 ××-× |
Introduzione all'estrusione dell'alluminio (alluminio trafilato):
A. Principi di lavorazione:
I lingotti di alluminio ammorbiditi ad alta temperatura passano attraverso la filiera di estrusione dell'alluminio sotto la forte estrusione dell'estrusore di alluminio per formare prodotti profilati di alluminio della forma desiderata.
B. Usi ed esempi di estrusione di alluminio:
Materiali da costruzione, industria aerospaziale, industria dei mezzi di sussistenza, elettronica di precisione, parti ottiche, industria automobilistica, industria dell'informazione, ecc.
Esempi: Porte e finestre in alluminio, materiali da costruzione per facciate continue
Installazione di dispositivi anticaduta su tralicci e strutture
Dissipatori e parti esterne per componenti elettronici
Scala in alluminio
Sedili e ringhiere per parchi e giardini
Insegne e cartelli pubblicitari
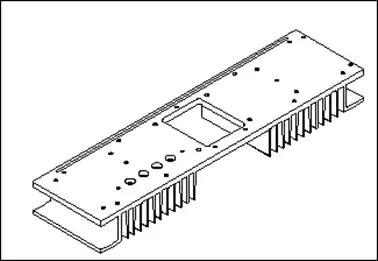
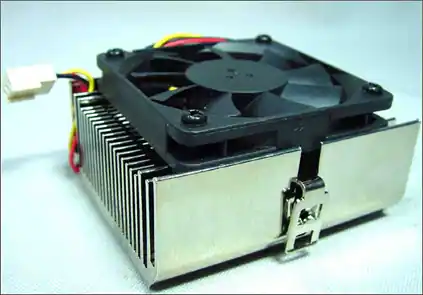
Caso I.
Dissipatori di calore per automobili, componenti elettronici, CPU di computer, ecc.
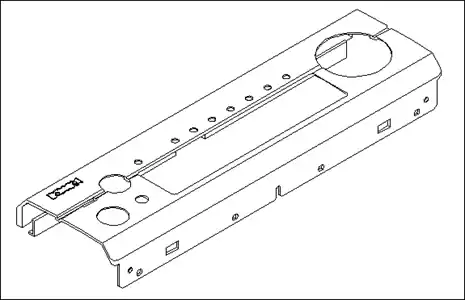

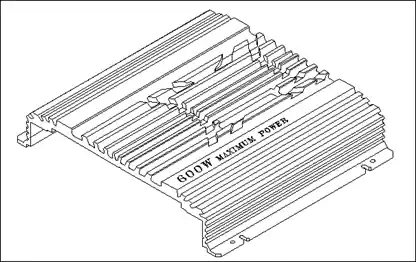
Caso II.
Tubi dell'altoparlante audio, guscio dell'amplificatore DVD e altri prodotti di aspetto, ora gradualmente applicato a MP4, MP3, guscio del telefono cellulare e altri piccoli gusci di prodotti elettronici sopra.
Alluminio estruso Materiali comuni
Estrusione di alluminio 6063: (una delle leghe di allenamento AL-Mg-Si)
Composizione chimica (%)
| Silicio (Si) | Ferro (Fe) | Rame (Cu) | Manganese (Mn) | Magnesio (Mg) | Cromo (Cr) | Zinco (Zn) | Titanio (Ti) | Altri elementi | Alluminio (Al) | |
| vari | Totale | |||||||||
| 0.20.1¯ | 0.35¯ | 0.1¯ | 0.1¯ | 0.60.45 | -0.9¯ | 0.1¯ | 0.1¯ | 0.05¯ | 0.15¯ | bilanci |
Trattamento termico T5.
Si riferisce al materiale estruso dal processo di estrusione ad alta temperatura dopo il raffreddamento, attraverso il processo di lavorazione a freddo e il trattamento di invecchiamento artificiale.
Trattamento di fusione 520°C con invecchiamento a 205°C per circa 2 ore.
Proprietà meccaniche del tipo 6063-T5 estruso.
| Resistenza alla trazione Kg/mm2 | Resistenza allo snervamento Kg/mm2 | Allungamento % |
| 15 o più | 11+ | 8 o più |
Gli standard di cui sopra si basano sugli standard nazionali cinesi CN82068 e 2257.
Processo di produzione dei profili di estrusione di alluminio:
Dosaggio→Fusione e colata→Analisi della composizione→Ispezione del processo→Versamento→Ispezione del processo→Ispezione del processo→Trattamento di invecchiamento→Ispezione del prodotto finito→Imballaggio e stoccaggio→Spedizione
Introduzione allo stampo per estrusione di alluminio
Gli stampi per estrusione si dividono in stampi piatti, stampi a ponte e stampi cavi.
Acciaio utilizzato nello stampo
1.SKD-61 Giappone ad alta frequenza 2.Hitachi DAC
3.Svezia ASSB 4.Svezia QRO-90
Progettazione dell'ingresso di alimentazione.
L'apertura di alimentazione della matrice è determinata, ad esempio, dalle dimensioni del cilindro del lingotto.
Macchina 1500T, con mandrino Φ6"-Φ140mm
Macchina 2350T, con mandrino Φ8"-Φ190mm, Φ9"-Φ210mm.
Per evitare che la superficie del lingotto penetri nell'ingresso, quest'ultimo deve essere di norma più spesso di almeno 1,5 mm rispetto al contenitore del lingotto su ciascun lato.
10~15 mm più piccolo.
Dimensione di restringimento.
Aumentare le dimensioni dello stampo di 1% in base alle dimensioni effettive dell'estrusore.
Brief di progettazione
A. Rapporto di stazionamento.
Area della sezione del profilo dello stampo cavo: area della sezione del cilindro del lingotto = (40-60):1
Gli stampi solidi sono nell'intervallo 80-100 con una buona estrusione.
B. Relazione tra lo spessore dello spessore del profilo e la lega
| Tipo di lega | Diametro del cerchio di reclutamento esterno estruso | Spessore minimo della carne richiesto per l'estrusione |
| 6063 | 0~75 mm | 0,85 mm |
| 75~100 mm | 1,15 mm | |
| 100~150 mm | 1,60 mm | |
| 150~200 mm | 2,00 mm | |
| 200~250 mm | 2,50 mm | |
| 6061 | 0~75 mm | 1,30 mm |
| 75~100 mm | 1,60 mm | |
| 100~150 mm | 2,00 mm | |
| 150~200 mm | 3,00 mm | |
| 200~250 mm | 4,80 mm |

Materie prime (lingotti) e riscaldamento dei lingotti
(Temperatura del materiale 480+/-20 gradi)

Stampi per estrusione e riscaldamento degli stampi
(Temperatura dello stampo 470+/-10 gradi, tempo di mantenimento 2-4 ore)

alimentazione

si stringe
(La macchina deve essere riscaldata a 380+/-10 gradi)

esposti a forti venti
(Temperatura controllata sotto i 300 gradi)

taglio

dopo il taglio
Introduzione allo stampo per estrusione di alluminio
Gli stampi per estrusione si dividono in stampi piatti, stampi a ponte e stampi cavi.
Acciaio utilizzato nello stampo
1.SKD-61 Giappone ad alta frequenza 2.Hitachi DAC
3.Svezia ASSB 4.Svezia QRO-90
Progettazione dell'ingresso di alimentazione.
L'apertura di alimentazione della matrice è determinata, ad esempio, dalle dimensioni del cilindro del lingotto.
Macchina 1500T, con mandrino Φ6"-Φ140mm
Macchina 2350T, con mandrino Φ8"-Φ190mm, Φ9"-Φ210mm.
Per evitare che la superficie del lingotto penetri nell'ingresso, quest'ultimo deve essere di norma più spesso di almeno 1,5 mm rispetto al contenitore del lingotto su ciascun lato.
10~15 mm più piccolo.
Dimensione di restringimento.
Aumentare le dimensioni dello stampo di 1% in base alle dimensioni effettive dell'estrusore.
Brief di progettazione:
a. Rapporto di scommessa.
Area della sezione del profilo dello stampo cavo: area della sezione del cilindro del lingotto = (40-60):1
Gli stampi solidi sono nell'intervallo 80-100 con una buona estrusione.
b. Relazione tra spessore del profilo e lega.
| Tipo di lega | Diametro del cerchio di reclutamento esterno estruso | Spessore minimo della carne richiesto per l'estrusione |
| 6063 | 0~75 mm | 0,85 mm |
| 75~100 mm | 1,15 mm | |
| 100~150 mm | 1,60 mm | |
| 150~200 mm | 2,00 mm | |
| 200~250 mm | 2,50 mm | |
| 6061 | 0~75 mm | 1,30 mm |
| 75~100 mm | 1,60 mm | |
| 100~150 mm | 2,00 mm | |
| 150~200 mm | 3,00 mm | |
| 200~250 mm | 4,80 mm |

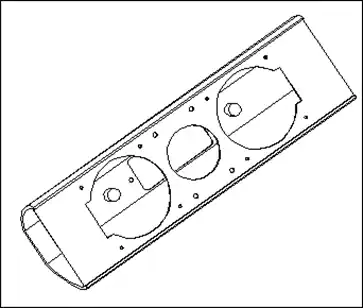
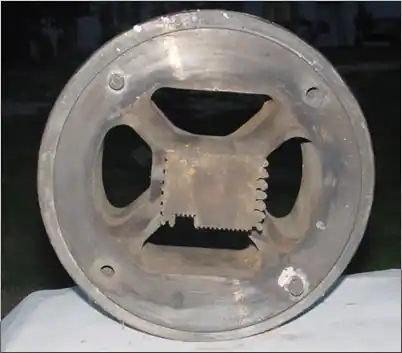
Questa immagine mostra un'immagine di una matrice per un'estrusione di alluminio cavo.
In alto a sinistra lo stampo completo, al centro la parte superiore dello stampo, a destra la parte inferiore dello stampo
Durezza dei profili di alluminio
Il materiale comunemente utilizzato per i profili in alluminio è il 6063-T5, la cui durezza è regolata e controllata dal successivo trattamento di invecchiamento (cioè il trattamento termico: preriscaldamento per 3 ore, temperatura fino a 195 ± 10 ℃, isolamento per 3 ore e poi raffreddamento ad aria). In base alla successiva lavorazione del prodotto, i requisiti di durezza sono riportati nella tabella seguente:
| Tipo | durezza |
| Estrusione generale | WB11-13 |
| Profili estrusi che richiedono scanalature e fresature | WB11-13 |
| Forma estrusa in cui il diametro del foro è vicino al bordo e il foro punzonato è soggetto ad ammaccature e deformazioni. | WB5-8 |
| Estruso con fori svasati e fori di estrazione | WB8-10 |
| Lamiere di alluminio da piegare in forma, estrudere | WB5-8 |
| Lamiera di alluminio 1050/1100 | WB5-8 |
| Estrusione di alluminio 6063-T5 | WB11-13 |
| Estrusione di alluminio 6061-T6 | WB13-15 |
Standard di ispezione dei materiali estrusi in alluminio
Gli standard di ispezione dei materiali di estrusione dell'alluminio sono riportati nella tabella seguente. Il profilo di estrusione di alluminio per i componenti dei telefoni cellulari appartiene alla categoria dei tubi e delle tubazioni; le dimensioni interne e la curvatura sono controllate con la speciale maschera per cavità interne, mentre l'aspetto è determinato da prove di rettifica e ossidazione.
Capacità di tolleranza di processo dei produttori di estrusione
| Dongfeng | Ponte d'oro |
| Tolleranza di spessore: 1,5-5 ±0,1 5-10 ±0,15 10+ ±0,2 Tolleranza delle dimensioni esterne: Sotto 30 ±0,15 30-60 ±0,2 60-120 ±0,3 Sopra 120 ±0,4 Planarità: inferiore a 50 0,1 50-100 0,2 100-200 0,3 Angolo: ±0,5 Tolleranza del diametro del foro estruso: ±0,08 Foro di estrusione min: ø1,3 Può aprire la gamma massima del tipo di estrusore: Entro 200 mm dal cerchio esterno | Tolleranza minima di spessore: ±0,1 Tolleranza di forma e posizione min: ±0,1 Dimensioni complessive: 0-6 ±0,15 6-30 ±0,2 30-120 ±0,3 120-315 ±0,4 Oltre 315 ±0,5 Planarità: Sotto 50 0,1 50-200 0,2 Sopra 200 0,25-0,3 Angolo: ±0,5 Tolleranza del diametro del foro estruso: ±0,08 Foro di estrusione min: ø1,6 Può aprire la gamma massima del tipo di estrusore: Entro 310 mm in diagonale |
Considerazioni sulla progettazione degli estrusi di alluminio
Gli stampi per estrusione si dividono in stampi piatti, stampi a ponte e stampi cavi.
. La tolleranza deve essere impostata in modo da considerare appieno la capacità produttiva del produttore; poiché l'estrusione di alluminio viene stampata sotto pressione a caldo, la tolleranza del prodotto è relativamente ampia rispetto alle parti in gomma e alla ferramenta, si veda la tabella precedente.
. Lo spessore del materiale non deve essere troppo sottile, in linea di principio più di 0,8 mm, meno deformazione, migliore condizione di estrusione e produzione di massa.
. La differenza di spessore del materiale del tubo cavo non deve essere troppo grande, in genere non più di 4 volte, altrimenti lo stampo è più difficile da tagliare ed estrudere.
. Prima dell'apertura formale dello stampo, è necessario fornire un effetto dettagliato del processo di superficie, poiché il processo di trattamento superficiale influisce sulla determinazione della linea di serraggio dello stampo di pre-estrusione, influenzando lo stampo di estrusione, il valore della dimensione dello stampo di punzonatura dell'hardware (la spruzzatura dell'olio farà sì che l'apertura del prodotto diventi più piccola, la forma diventi più grande, la cavità interna diventi più stretta, e l'ossidazione sia l'opposto; la sabbiatura può far sì che l'apertura del prodotto diventi più grande, che il corpo sia sottile o che porti alla deformazione del prodotto; il processo di trafilatura dovrebbe considerare il materiale per consentire il margine).
. Il materiale estruso non può fare angoli acuti assoluti, il design degli angoli acuti dei profili prismatici in alluminio avrà circa 0,3 angoli R, dopo la successiva lucidatura, l'ossidazione, la spruzzatura di olio e altri processi, l'angolo R raggiungerà circa 0,4.
. La proporzione tra parti cave e solide dell'estrusione di alluminio non deve essere eccessiva o spostata troppo, a seconda della struttura effettiva.
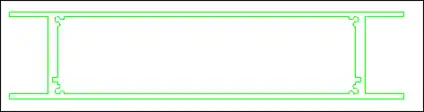
. Costruzione di uno stampo cavo comune:
Il tubo cavo mostrato a destra può essere sottile fino a 0,7, a seconda della forma e delle dimensioni della struttura.

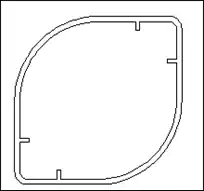
Il tubo cavo mostrato nell'immagine di sinistra, la larghezza delle quattro barre è generalmente di circa uno spessore di materiale, non troppo largo, troppo largo porterà alla comparsa della superficie dei segni concavi e linee d'acqua, a seconda della struttura della forma e dimensioni
Il tubo cavo mostrato a destra è la struttura comune del tubo a tromba, e gli altri accessori sono fissati mediante battitura sul cilindro, ma le dimensioni del cilindro sono relativamente grandi e non sono adatte a parti di telefoni cellulari, MP3 e altri prodotti di piccole dimensioni.
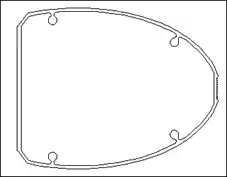
Tubo cavo sinistro, appartiene anche alla struttura comune del tubo di corno, fori sagomati possono essere inseriti in una guida, guida altri accessori
Il tubo cavo mostrato a destra è anche una struttura comune per i tubi svasati, e il foro rotondo può essere maschiato direttamente o inserito in un montante d'acciaio rotondo rivettato per fissare o guidare altri accessori.
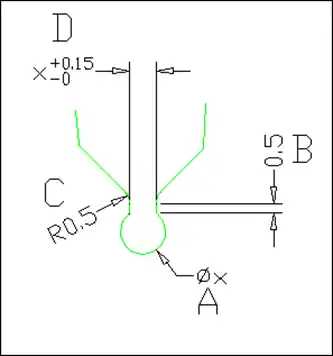
. Considerazioni sulla progettazione dei fori estrusi
Prendiamo ad esempio la marcatura dei fori estrusi sulla destra
Uno spettacolo: foro di estrusione (rivettatura PIN o viti) del diametro minimo del diametro del foro valore di riferimento di 1,3 (diversi produttori di diversi valore minimo di tonnellaggio macchina non è la stessa, a seconda della forma della struttura), la banda di tolleranza foro dovrebbe essere almeno 0,15 gamma;
B alla mostra: deve lasciare lo spessore della parete, il valore dello spessore della parete è generalmente di circa 0,5, non troppo poco, al fine di evitare che le viti o PIN colpito verso il basso dopo l'espansione, lasciando fuori
C mostra: qui si aggiunge l'angolo R R0,5 o giù di lì, buono per la durata della matrice di estrusione e il flusso del materiale;
D: Questa dimensione deve essere considerata la fattibilità di produzione dell'estrusore, la tolleranza può essere presa come limite superiore, A per ø2.0, deve essere presa 1.2-1.5mm, A per ø1.5, deve essere presa 0.8-1.0mm.
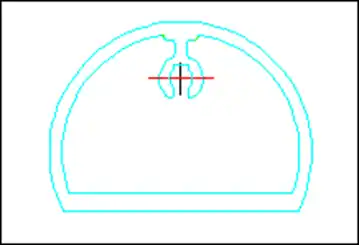
Ingresso stampo per stampi cavi
. Problemi di chiusura delle linee in stampi cavi estrusi in alluminio:
Come mostrato nell'immagine, il materiale del prodotto della struttura a stampo cavo viene estruso da quattro o due porte di alimentazione (a seconda delle dimensioni del prodotto); i quattro filamenti di materiale all'interno dello stampo finiranno per fondersi insieme, ma in corrispondenza della fusione dei quattro filamenti di materiale si produrrà una linea scura, chiamata linea di chiusura dello stampo. Il materiale sulla linea di chiusura dello stampo è facile che produca bolle, linee d'acqua, impurità e altri aspetti negativi.
Per il trattamento superficiale della rettifica, dei prodotti a tubo cavo di aspetto di tipo ossidativo (tubo di corno, conchiglia MP3, ecc.), a causa dei suoi requisiti di aspetto, nell'apertura della matrice di estrusione dovrebbe essere comunicata per confermare la posizione della linea di serraggio e l'aspetto importante della superficie protettiva e l'aspetto generale della superficie, in modo che gli estrusori possano aprire lo stampo per organizzare la linea di serraggio nel non aspetto della superficie e l'aspetto della superficie del secondario, così come il processo di levigatura della Divisione I utilizzando tecniche di lavorazione speciali al fine di ridurre al minimo ed eliminare le tracce della linea di serraggio. Le tracce della linea di stampaggio possono essere ridotte al minimo ed eliminate grazie al nostro speciale metodo di lavorazione della levigatura.
Processo di trattamento superficiale dell'estrusione di alluminio
La post-lavorazione degli estrusi di alluminio è pienamente compatibile con la lavorazione di parti in lamiera di alluminio.
I componenti in alluminio estruso da incasso sono generalmente sottoposti a processi di sgrassaggio e pulizia; l'aspetto dei componenti è spazzolato, sabbiato, ossidato, lucido, serigrafato, laser, spruzzato a olio, ossidato secondario e così via.

Disegno + sabbiatura + ossidazione + serigrafia
























