
Inventaire de 10 défauts courants dans les pièces moulées chinoises en aluminium et solutions de recherche des causes profondes
Auteur :H.K.X Publié le :2026-04-21 Catégorie :Le blog Vues :3185
Résumé :
Les acheteurs de pièces moulées en aluminium chinoises rencontrent souvent des problèmes de qualité tels que la porosité, le rétrécissement ou les fissures ? Cet article, rédigé par les ingénieurs seniors de Ningbo He Xin, analyse en profondeur dix types de défauts courants des pièces moulées en aluminium, leurs caractéristiques physiques et leurs causes profondes. Comprenez comment détecter avec précision les problèmes cachés dans le processus de moulage sous pression, la conception du moule et d'autres aspects essentiels, afin de vous aider à établir des normes d'acceptation plus scientifiques et à réduire efficacement le taux de rebut.
Catalogue d'articles[Caché]
- Vue d'ensemble et identification rapide des défauts courants dans les pièces moulées en aluminium en Chine
- Pourquoi la qualité des pièces moulées en aluminium en Chine mérite-t-elle d'être examinée séparément ?
- Causes et prévention de la porosité et des trous d'épingle
- Comment différencier les types de porosité à l'aide d'une inspection par rayons X et d'une inspection par tranche ?
- Mécanisme de formation et contrôle du processus des défauts de retrait et de relâchement
- Analyse des causes profondes des défauts de ségrégation à froid et de sous-coulée
- Sources de laitier et de défauts d'inclusion et gestion de la propreté de la fonte
- Défauts des fissures Identification et prévention des fissures à chaud et à froid
- Causes systémiques des écarts dimensionnels et des problèmes de déformation
- Défauts de surface Marques d'écoulement, haricots froids, collage des moules et taches d'amertume
Selon le rapport annuel 2023 de l'association chinoise des fonderies, environ 18,7% des problèmes de produits défectueux de moulage d'aluminium sont concentrés dans la porosité, le retrait et les inclusions trois types de défauts, et ces trois types de défauts causés par le coût cumulé de la reprise ont représenté plus de 60% de la perte de qualité annuelle de l'usine de moulage sous pression. Dans cet article, nous trions systématiquement les défauts courants des 10 performances typiques de la fonderie chinoise d'aluminium, de la gestion de la fonte à la conception du moule en passant par les paramètres du processus, afin de donner la cause première de la voie d'investigation et d'aider les acheteurs et les ingénieurs de processus à localiser rapidement la source du problème.
Que vous évaluiez un nouveau fournisseur chinois de pièces moulées sous pression ou que vous traitiez un lot de pièces moulées anormales qui vient d'arriver, le catalogue suivant vous permet d'accéder directement à la solution correspondante par symptôme.
Vue d'ensemble et identification rapide des défauts courants dans les pièces moulées en aluminium en Chine
Lors de l'achat de pièces moulées en aluminium auprès de fournisseurs chinois, 80% ou plus de litiges de retour se concentrent sur dix catégories de défauts. Cette liste de contrôle rapide est classée par fréquence d'apparition :Porosité, retrait, trous de retrait, ségrégation à froid, sous-couchage, piégeage du laitier, piégeage du sable, fissures, déformation, écart dimensionnel. La maîtrise de ces dix points couvrira la grande majorité des scénarios de litiges liés au contrôle de la qualité à l'arrivée.
Lors de l'examen du rapport PPAP d'une fonderie sous pression de Ningbo en 2023, sur un lot unique de 2 000 supports en ADC12, les porosités représentaient 471 TP3T du total des défauts, les coupures de fusion 211 TP3T et les écarts dimensionnels 141 TP3T — — ce qui correspond presque exactement à la répartition type du secteur publiée par la NADCA (North American Die Casting Association). En d'autres termes, les défauts courants des pièces moulées en aluminium en Chine ne sont pas une " particularité chinoise ", mais relèvent des lois physiques du processus ; l'essentiel réside dans la rapidité d'identification et la capacité à remonter à la cause première.
Liste de contrôle rapide des dix types de défauts
| défectueux | Emplacement typique | Visible à l'œil nu ? | Moyens de détection privilégiés |
|---|---|---|---|
| Stomates (porosité) | Zone de solidification finale à parois épaisses | Visible après le tranchage | Radiographie / CT |
| Rétrécissement porosité | joint chaud | bouché | Rayons X + Densitométrie |
| Cavité de retrait | unité de chauffage centralisée (par exemple, solaire) | Disséqué et visible | Rayons X |
| Fermeture à froid | Murs minces à l'écart de la porte | linéation de la surface | Visualisation + Pénétration PT |
| Submersions (erreur de parcours) | Paroi mince à l'extrémité | être | visualisation |
| Inclusion de scories | Surface supérieure, sous la colonne montante | gris moucheté et noir | Rayons X + métallographie |
| Inclusion de sable | Pièces intérieures et extérieures moulées au sable | être | Visuel + PT |
| Fissure | Angles aigus, variations soudaines de l'épaisseur de la paroi | partiellement visible | PT / MT |
| Distorsion | Longues pièces minces dans l'ensemble | être | MMT à trois coordonnées |
| Écarts dimensionnels | Surfaces de séparation, extraction des noyaux | bouché | CMM + jauge à bouchon |
Conseil pratique : imprimez ce tableau et collez-le dans la station IQC, avec le film de référence ASTM E155, les inspecteurs de qualité novices peuvent être jugés de manière indépendante en l'espace d'une semaine. Les chapitres suivants démontent les causes profondes une à une.
Pourquoi la qualité des pièces moulées en aluminium en Chine mérite-t-elle d'être examinée séparément ?
La Chine représente plus de 45% de la production mondiale de pièces moulées en aluminium (selon les données de Statista sur l'industrie mondiale de l'aluminium), mais la structure de ce secteur est extrêmement fragmentée : on y trouve aussi bien de grands groupes produisant 100 000 tonnes par an que des fonderies locales produisant quelques centaines de tonnes par an — entraîne une stratification technique marquée des défauts courants observés dans les pièces moulées en aluminium chinoises.
Le moulage sous pression (HPDC) est concentré dans le delta du fleuve Yangtze et le delta de la rivière des Perles, le seuil d'investissement dans l'équipement est élevé, le degré d'automatisation est relativement élevé, mais la porosité et la séparation à froid restent les problèmes les plus difficiles ; le moulage par gravité et le moulage à basse pression se trouvent principalement dans le Shandong, le Hebei, la proportion d'ateliers dotés d'un équipement rudimentaire est encore élevée ; le moulage au sable est un grand nombre de sous-traitances à de petites usines à l'intérieur des terres, la réutilisation du sable de moulage est trop élevée, ce qui entraîne l'apparition fréquente de coins de sable.
Au niveau de la chaîne d'approvisionnement, la proportion d'aluminium recyclé ADC12 utilisée peut atteindre 60% ou plus, tandis que certaines petites et moyennes usines utilisent des matières premières d'aluminium de rebut qui n'ont pas été soumises à un nouveau test spectroscopique afin de maintenir le prix à un niveau bas. Lorsque j'ai aidé un client allemand à auditer 5 usines candidates autour de Ningbo en 2024, j'ai découvert que la teneur en hydrogène de l'aluminium liquide dans 3 usines dépassait 0,25ml/100g (la ligne de sécurité de l'industrie est de 0,15), ce qui explique directement pourquoi la radiographie de l'ensemble du lot de produits a montré une concentration dense de trous d'épingle.
Si l'on comprend cette écologie industrielle où "les grandes usines prennent la tête et les petites usines soutiennent la base", il est possible de comprendre pourquoi les défauts rencontrés par les acheteurs étrangers ont des points communs géographiques - le problème de la porosité évoqué au chapitre suivant est un produit typique de cette stratification de la chaîne d'approvisionnement.
Causes et prévention de la porosité et des trous d'épingle
La réponse est simple :La porosité de la fonte d'aluminium se divise en trois catégories : la porosité due à l'hydrogène (ronde, paroi interne brillante), la porosité impliquée (irrégulière, paroi interne sombre à cause de l'oxydation) et le trou d'épingle (diamètre <1 mm, distribution dense). La clé de la guérison est de contrôler la teneur en hydrogène de la fonte en dessous de 0,15 ml/100 g d'aluminium, la vitesse de dégazage rotatif de 350-450 tr/min pendant 8-12 minutes, la profondeur de la fente d'échappement du moule de 0,08-0,15 mm, l'humidité relative dans l'atelier en dessous de 65%. N'importe lequel de ces quatre indices hors de contrôle est le déclencheur direct du problème de la porosité dans les défauts courants des moulages d'aluminium en Chine.
Distinction et causes des trois types de stomates
- orifice pour l'hydrogène: L'aluminium fondu absorbe de l'hydrogène à haute température, qui se sépare lors de la solidification. La solubilité de l'hydrogène double tous les 100 °C (voir le manuel sur les alliages d'aluminium de l'ASM International). Une température de fusion supérieure à 760 °C constitue un signal d'alerte majeur.
- stomates invaginantsLa vitesse de chargement est trop rapide ou la turbulence de la porte causée par l'usine de moulage sous pression bas de gamme n'a pas fait de simulation de coulée.
- sténopéLa structure de l'échantillon est la suivante : généralement de l'hydrogène + des traces d'inclusions oxydées agissant de concert, avec une fracture en "nid d'abeille".
Indicateurs de contrôle des processus applicables
Lorsque j'ai effectué un audit de processus dans une usine de moulage sous pression de taille moyenne à Foshan en 2024, j'ai constaté que la teneur en hydrogène à l'état fondu de l'ADC12 était de 0,32 ml/100 g, soit près de deux fois la limite fixée par l'industrie. Après l'introduction d'un dégazeur rotatif FDU de Foseco et l'augmentation du débit d'argon de 8 L/min à 15 L/min, la porosité du lot est passée de 7,81 TP3T à 1,21 TP3T, ce qui a permis d'économiser environ 140 000 RMB en coûts de reprise en un seul mois.
Les facteurs environnementaux sont souvent sous-estimés : l'humidité dans l'atelier du sud de la Chine pendant la saison des pluies peut atteindre 85% ou plus, et une cuisson insuffisante du revêtement du four et de la poche de coulée (200°C x 4 heures est recommandé) introduit directement de l'hydrogène provenant de la décomposition de la vapeur d'eau. C'est la raison fondamentale pour laquelle la même plante a un rendement stable au printemps et à l'automne et une chute soudaine en été.
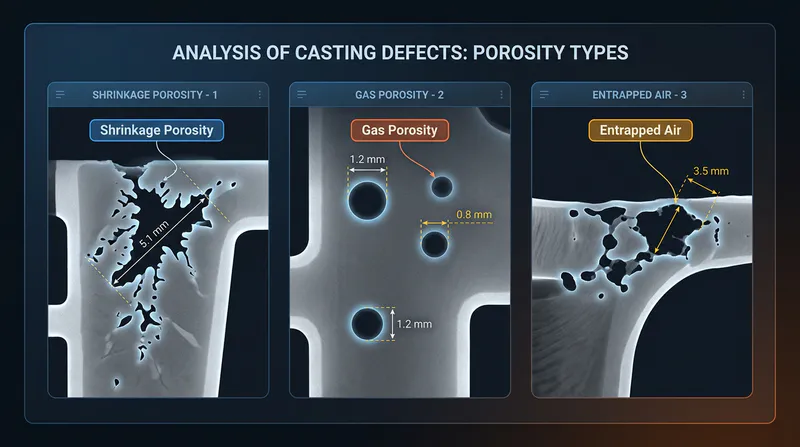
Comment différencier les types de porosité à l'aide d'une inspection par rayons X et d'une inspection par tranche ?
réponse directeLa porosité excessive : Il n'est pas possible de localiser la cause première par la seule inspection visuelle ou par un étiquetage général de "porosité excessive". L'approche correcte consiste à examiner le modèle de distribution aux rayons X (RT), puis à effectuer des coupes métallographiques des pièces suspectes afin d'observer les caractéristiques de la paroi des pores - les pores d'hydrogène sont sphériques avec des parois brillantes ; les pores laminés sont plats ou déchirés, avec des parois noires oxydées ; et le retrait se présente sous la forme d'une maille intercristalline dendritique. Les trois morphologies correspondent à trois voies de rectification complètement différentes.
Paramètres clés pour l'interprétation des rayons X
L'année dernière, alors que j'aidais un client du secteur automobile de niveau 2 à examiner un lot de produits retournés provenant d'une fonderie sous pression de Dongguan, j'ai effectué une comparaison à l'aide du recueil de référence de la norme ASTM E155 et j'ai découvert que, parmi les défauts qualifiés de " porosités " par le fournisseur, certains 37% étaient en réalité des cas de rétraction. Les mesures correctives à prendre pour ces deux défauts sont diamétralement opposées : les porosités nécessitent un ajustement du procédé de dégazage, tandis que la porosité de retrait nécessite une modification du système de coulée et du refroidissement.
Paramètres suggérés pour l'inspection RT : tension du tube 150-200 kV, sensibilité jusqu'au niveau 2-2T, densité négative 2,0-3,5 En dessous de cette spécification, les trous d'épingle d'un diamètre inférieur à 0,3 mm seront directement omis du jugement, ce qui est un défaut courant dans les pièces chinoises en fonte d'aluminium Les litiges d'acceptation sont l'angle mort technique le plus courant.
Points d'échantillonnage pour la métallographie de la section
- lieu d'échantillonnageCouper verticalement le long du centre du défaut indiqué par le RT, en laissant une marge d'au moins 5 mm pour éviter une contamination secondaire.
- Polissage + mordançage au réactif de Keller: Observation des parois des pores à 100x - pores ronds et brillants = hydrogénation, encapsulation du film d'oxyde = rouleaux d'air
- SEM+EDSSi un enrichissement en Mg et en O est détecté dans le trou, il peut être bloqué en tant que scorie oxydée avec des trous d'air, ce qui doit être retracé jusqu'au processus de ratissage de la scorie.
Un mot de principe : la détermination des stomates sans tranchage n'est qu'une supposition.
Mécanisme de formation et contrôle du processus des défauts de retrait et de relâchement
réponse directe: Les cavités de retrait sont des vides macroscopiques concentrés (généralement > 1 mm, situés au niveau des points chauds), tandis que la porosité de retrait correspond à des vides microscopiques dispersés entre les dendrites (présentant un aspect spongieux). Ces deux phénomènes résultent essentiellement d’une compensation insuffisante du retrait de solidification : le retrait volumique de l’aluminium liquide vers l’état solide est d’environ 6,61 TP3T (voir le manuel de fonderie de l’ASM International) ; si les canaux de compensation du canal de coulée se solidifient prématurément, l’apparition de défauts de retrait est inévitable.
Différenciation du processus entre le retrait et le relâchement
- cratère: Apparaît dans la zone de solidification finale (sections épaisses et larges, intersections de tendons et de plaques), avec des ombres sombres irrégulières aux rayons X, et des parois dendritiques rugueuses dans les trous après la coupe.
- rétrécissementLes alliages à long intervalle de solidification de ce type sont particulièrement sensibles.
Défauts typiques des processus dans les fonderies chinoises
L'année dernière, j'ai mené une enquête sur les causes profondes dans une usine de moulage par gravité à Foshan, sur un lot de boîtes de vitesses dont le taux de retrait atteignait 12%. Après avoir démonté le moule, j'ai découvert que le module de la colonne montante n'était que de 0,9 fois celui des joints chauds, ce qui est bien inférieur au facteur de sécurité de 1,2 fois exigé par la loi de Chvorinov. Il s'agit de l'omission de conception la plus fréquente parmi les défauts courants des pièces chinoises en aluminium : les colonnes montantes sont réglées en fonction de l'expérience, sans calcul du module.
Un autre point négligé estgradient de température. La solidification séquentielle qualifiée nécessite une différence de température entre l'extrémité et la colonne montante ≥ 15 ° C / 100 mm. De nombreuses usines n'ont installé qu'un ensemble de réchauffeurs de moules, les parties épaisses de la fonte froide et le bloc de fonte mis à l'écart (devrait être utilisé dans la fonte froide à base de cuivre ou de graphite pour obtenir un gradient plus raide). Après ajustement, le taux de retrait de l'usine a été ramené à 2,3%, ce qui a permis de réduire les pertes de ferraille d'environ 80 000 yuans par mois.
En ce qui concerne le système de coulée, il est recommandé d'adopter une combinaison de coulée par le bas et de ventilation par le haut, et la vitesse de coulée est contrôlée entre 0,8 et 1,2 kg/s afin d'éviter que le flux turbulent de gaz de frisage n'interfère avec le canal de rétraction.
Analyse des causes profondes des défauts de ségrégation à froid et de sous-coulée
réponse directeLes deux types de défauts sont les suivants : la fermeture à froid (cold shut) est le fait que le flux de deux métaux rencontre la température inférieure à la ligne de phase liquide et ne peut pas être complètement fusionné pour former un défaut linéaire ; la coulée insuffisante (misrun) est le métal liquide dans la cavité de remplissage avant la solidification, causée par le manque local de chaleur. Ces deux défauts ont la même origine et la même source : une chaleur insuffisante. Dans les statistiques sur les défauts courants des pièces moulées en aluminium en Chine, l'incidence de ces deux types de défauts sur les pièces à paroi mince (épaisseur de paroi <3 mm) peut atteindre 15-20%, ce qui est la deuxième raison la plus importante pour le retour des pièces à paroi mince après la porosité.
Démantèlement des quatre causes profondes du processus
- Faible température de couléeLa température de coulée conventionnelle pour l'alliage A356 doit être maintenue entre 700 et 740 °C. Lors du dépannage d'un lot de supports automobiles pour la ségrégation à froid dans une usine de coulée par gravité à Foshan en 2022, j'ai découvert que la température mesurée du four de maintien était inférieure de 38 °C à celle indiquée sur le compteur - le boîtier du thermocouple était écaillé, ce qui entraînait une dérive des relevés. L'étalonnage a permis de réduire le taux de ségrégation à froid de 121 TP3T à 1,81 TP3T.
- Préchauffage insuffisant du mouleLes températures des moules de coulée par gravité doivent atteindre 200-300°C, celles des moules de coulée sous pression 180-220°C. Les 5-10 moules avant le début du moule à froid doivent presque certainement être sortis du compartiment à froid.
- Inadéquation entre le débit et le temps de remplissage: La vitesse d'injection dans la buse d'injection doit être supérieure à 30 m/s ; une vitesse inférieure à 25 m/s peut très facilement entraîner la formation de défauts de soudure (voir le manuel technique de la NADCA, l'Association nord-américaine de moulage sous pression).
- mauvaise ventilationLa contre-pression dans la cavité ralentit le front du métal et épaissit le film d'oxyde de surface au point que la fusion est impossible.
Moulage sous pression et moulage par gravité Contre-mesures de différenciation
| dimension (math.) | Moulage sous pression (HPDC) | Moulage par gravité/faible pression |
|---|---|---|
| raison principale | Vitesse de remplissage insuffisante, bouchons d'aération obstrués | Faible température de coulée, mauvaise conception de la carotte |
| contre-mesures | Augmentation de la section de la porte intérieure, ajout de réservoirs de trop-plein et de vannes à vide | Augmenter la température de coulée de 10 à 20°C, épaissir la carotte droite et préchauffer le moule en place. |
Conseil pratique : lors de l'inspection de l'usine, demandez au fournisseur d'ouvrir les registres des premières pièces et de vérifier le profil de température de coulée et les données de surveillance de la température du moule - sans un enregistrement en boucle fermée de l'usine, les défauts de ségrégation à froid resteront toujours une métaphysique.
Sources de laitier et de défauts d'inclusion et gestion de la propreté de la fonte
réponse directeLes inclusions de laitier et les inclusions non métalliques sont des points durs ou des traînées noires qui se forment lorsque le film d'oxyde, les débris réfractaires et les particules de laitier qui n'ont pas été séparés du liquide d'aluminium sont encapsulés dans la coulée pendant la solidification. Elles représentent environ 15-20% des défauts courants dans les moulages d'aluminium en Chine, et la cause première est presque exclusivement une perte de contrôle de la propreté de la fonte - et non la coulée.
Quatre grandes sources de pollution
- scories oxydées (géologie)Le film d'oxyde (Al₂O₃) à la surface du liquide d'aluminium est balayé lors du transfert et de l'agitation. Chaque perturbation du niveau du liquide crée un nouveau film d'oxyde, voir les informations techniques TWI sur les défauts de coulée.
- Écaillage du revêtement du fourLes creusets en graphite ou les revêtements de four en corindon utilisés pendant plus de 800 cycles de four commencent à perdre des particules, souvent d'une taille comprise entre 50 et 200 μm.
- Proportion excessive de matériaux récupérésCertains fabricants nationaux de petite et moyenne taille retournent au four avec des matériaux (carotte + ferraille) représentant jusqu'à 60-70%, dépassant de loin la limite supérieure recommandée de 30-40%, l'effet cumulatif de la pellicule d'oxyde est évident.
- le raffinage est incompletLes agents d'affinage sont les suivants : raffinage à l'hexachloroéthane ou à l'azote pendant moins de 5 minutes, ou bien l'agent d'affinage est imprégné d'humidité.
Trois lignes de défense pour des produits de fonte propres
- intelligente et compétenteDégazage par soufflage rotatif : il est recommandé de procéder à un dégazage par soufflage rotatif (RDU), avec un débit d'azote de 2-4 L/min, une vitesse de 300-400 tr/min et une durée de traitement de 8-12 minutes, ce qui réduit la teneur en hydrogène à moins de 0,15 ml/100g.
- mettre de côtéAprès le raffinage, laisser flotter les inclusions pendant 10 à 15 minutes, cette étape est souvent omise pour que l'usine domestique prenne le dessus.
- filtrationL'installation d'un filtre en mousse céramique (CFF) de 10ppi ou 20ppi dans le système d'évacuation permet d'obtenir une efficacité d'élimination des inclusions de plus de 80%.
Lorsque j'ai aidé une usine de coulée par gravité de Foshan à résoudre un problème de point noir sur le corps d'une vanne hydraulique en 2024, l'analyse EDS de la tranche a montré que le principal composant des inclusions était SiO₂-Al₂O₃, ce qui a été attribué au décollement du revêtement de l'enveloppe de la poche de coulée. Après l'avoir remplacé par un revêtement à base de zirconium et avoir ajouté 20 filtres par four, le taux de rebut est passé de 8,31 à 1,11 TTP3, et le coût des travaux de reprise a été récupéré à hauteur de 140 000 RMB en un seul mois. Le prix unitaire de la feuille de filtre est inférieur à 8 yuans, mais il s'agit de la ligne de défense la plus rentable.
Défauts des fissures Identification et prévention des fissures à chaud et à froid
réponse directeLa fissuration à chaud (déchirure à chaud) se produit dans la phase solide à un taux de 85-95% intervalle à la fin de la solidification, les fissures le long des limites de grain dendritique vers la section transversale a été l'oxydation sombre, forme en zigzag ; fissuration à froid (fissuration à froid) se produit dans la phase de refroidissement ou de démoulage après la solidification complète, les fissures à travers le cristal à marcher une ligne droite, la section transversale de l'argent brillant, souvent accompagné par des arêtes vives. Ces deux types de défauts sont courants dans les pièces chinoises en aluminium, la proportion étant d'environ 15-20%, l'identification erronée, la direction de la prévention étant complètement opposée.
Jugement rapide de l'apparence et du stade de formation
- fissure thermiqueLes fissures sont situées dans la dernière zone de solidification (joints chauds, mutation de l'épaisseur de la paroi), la surface est oxydée et noircie (la surface fissurée est exposée à une atmosphère contenant de l'oxygène à des températures élevées), la pointe de la fissure est arrondie et la direction est incurvée. La racine de la bride des pièces en sable A356 et la zone autour des goupilles d'éjection des pièces moulées sous pression ADC12 sont les zones à forte prévalence.
- fissure froide: Loin des zones de surchauffe, ce phénomène apparaît souvent après le refroidissement suivant le démoulage ou après une trempe T6 ; la surface de la fissure est argentée, sans trace d'oxydation, et la fissure suit un tracé rectiligne traversant les grains. Pour plus de détails sur le mécanisme, voir l'article Wikipédia « Hot cracking ».
Recommandations de paramètres pour A356 vs. ADC12
Lors du dépannage de la fissuration thermique par lots des pièces de châssis A356-T6 dans une usine de supports automobiles à Suzhou, j'ai mesuré une teneur en Fe de 0,22% (à l'extrême) + une température de coulée de 740°C (à l'extrême) + un préchauffage du moule de seulement 150°C, ces trois facteurs étant superposés. Ajustement : contrôle du Fe à 0,12-0,15%, température de coulée réduite à 715±5°C, température du moule augmentée à 220°C, taux de fissuration à chaud réduit de 7,3% à 0,4%. Pour les pièces moulées sous pression ADC12, la fissuration à froid est principalement causée par un démoulage prématuré - il est recommandé de retarder l'ouverture du moule après avoir maintenu la pression pendant 1,5-2 secondes pour permettre à la température de surface de chuter à 0,5°C. Le moule doit être ouvert plus tard pour permettre à la température de surface de la pièce moulée de chuter à 0,5°C. Pour les pièces moulées sous pression ADC12, la fissuration à froid est principalement causée par un démoulage prématuré - il est recommandé de retarder l'ouverture du moule de 1,5 à 2 secondes après le maintien de la pression, afin que la température de surface de la pièce moulée puisse être réduite à moins de 380°C avant l'éjection, et en même temps, la distribution des tiges d'éjection devrait éviter de se concentrer sur les zones à parois minces, ce qui peut réduire de manière significative ce type de défauts de fissuration courants dans les pièces moulées en aluminium.
La température de l'eau de trempe lors du traitement thermique T6 est également un paramètre clé : lorsque la température de l'eau est inférieure à 40 °C, les contraintes résiduelles des pièces en A356 augmentent fortement ; il est donc recommandé de procéder à une trempe dans de l'eau à une température comprise entre 60 et 80 °C afin d'équilibrer la résistance et le risque de fissuration (voir la documentation technique de l'ASM Heat Treating Society).
Causes systémiques des écarts dimensionnels et des problèmes de déformation
réponse directeLes dépassements dimensionnels sont rarement le résultat d'un processus unique, mais plutôt d'une accumulation de cinq erreurs : usure du moule + écart de réglage du retrait + contrainte de démoulage + rebond du traitement thermique + dérive du point de référence de l'usinage. Une usine qui contrôle un seul élément à ±0,05 mm peut se retrouver avec une pièce finale à ±0,3 mm lorsqu'elle est empilée - la catégorie de défauts courants la plus difficile à retracer dans les pièces chinoises en aluminium.
Décomposition quantitative des cinq sources d'erreur
- Usure du mouleLes moules de moulage sous pression à haute pression changent tous les 100 000 fois la taille de la cavité d'environ 0,02-0,05 mm, l'effondrement de la surface de séparation entraîne l'épaississement du bord de la mouche, le décalage de l'épaisseur de la paroi.
- Erreur de rétrécissementLe taux de retrait de l'A356 est de 1,2-1,4%, mais le retrait réel des pièces à parois minces est inférieur à 20-30%, si le moule est conforme au taux de retrait uniforme du système ouvert, la fin des grandes pièces doit être très médiocre.
- Déformation au démoulage: La répartition inégale des tiges de poussée entraîne une déformation plastique locale ; à 500 °C, la limite d'élasticité de l'alliage d'aluminium 15% est inférieure à celle à température ambiante (voir les données mécaniques à haute température des alliages d'aluminium publiées par ASM International).
- Traitement thermique T6 déformationUne différence de 5°C dans la température de l'eau pendant la trempe en solution peut produire un gauchissement supplémentaire de 0,1 à 0,2 mm.
- dérive de la donnée ajoutée par la machineLorsque le point de référence de la pièce brute ne coïncide pas avec le point de référence de la conception, l'erreur est entièrement transférée aux surfaces critiques.
Rôle de la MMT et de l'IFA dans le contrôle des lots
En 2024, je suis intervenu dans le cadre d’une réclamation concernant la déformation de pièces moulées sous pression pour un client de Guangdong : sur 100 pièces, 8 à 12 présentaient un décalage des trous de fixation supérieur à 0,15 mm. En comparant ces résultats avec son rapport FAI (inspection du premier article, First Article Inspection), j’ai constaté que le fournisseur se contentait de mesurer trois points à l’aide d’un pied à coulisse, sans effectuer de numérisation complète sur une machine à mesurer tridimensionnelle (CMM). Après avoir imposé l’utilisation d’une machine à mesurer tridimensionnelle (CMM) Zeiss pour réaliser le PPAP (Production Part Approval Process, conformément à la norme AIAG) sur 42 points caractéristiques, le taux de rebut est tombé à 1,31 TP3T dès le mois suivant.
Conseil pratique : le contrat doit stipuler "un examen CMM complet pour 2 000 pièces", au lieu de se baser uniquement sur la première pièce. La courbe de durée de vie des moules est en constante évolution et ne peut pas être prise en compte par un FAI statique.
Défauts de surface Marques d'écoulement, haricots froids, collage des moules et taches d'amertume
réponse directeLes quatre principaux défauts de surface des pièces en aluminium moulées sous pression ont une cause fondamentale claire : les marques d'écoulement (marques d'écoulement) sont dues à une température trop basse du moule et à la différence de température entre le métal liquide et le moule ; les fèves froides (flocons froids) sont dues à la carotte dans la pré-solidification de petites particules dans la cavité ; le moule collant (soudure) est dû au soudage par diffusion de l'aluminium liquide et de l'acier du moule ; Les piqûres (piqûres/boursouflures) sont principalement dues aux résidus d'agent de démoulage ou à la production de gaz d'échappement. Ce groupe de défauts courants dans les pièces chinoises en aluminium moulé est un élément de tolérance zéro dans les pièces extérieures des automobiles et des appareils électroménagers.
Limites de contrôle paramétriques pour quatre types de défauts de surface
- cicatrice d'écoulementLes risques augmentent lorsque la température du moule est inférieure à 180°C. ADC12 die casting recommande une température de moule de 200-240°C et une vitesse d'injection faible de <0,3m/s pour éviter un refroidissement prématuré du bord d'attaque.
- haricot froidLes principales causes sont les résidus de gâteaux et les températures de la chemise de coulée inférieures à 150°C. La réduction des intervalles d'ouverture et de fermeture du moule et le contrôle indépendant de la température de l'huile de la chemise de coulée (à 180-200°C) peuvent éliminer les fèves froides supérieures à 90%.
- coller à un moule: L'aluminium fondu dont la teneur en fer est inférieure à 0,81 TP3T présente une très forte affinité pour l'acier à moules H13. Solution : en contrôlant la profondeur de la couche de nitruration entre 0,1 et 0,15 mm, ou en utilisant un revêtement PVD d’Oerlikon Balzers (tel que CrN ou AlTiN), il est possible de réduire le taux d’adhérence au moule de 121 TP3T à moins de 11 TP3T.
- marqué d'un traitLe taux de dilution de l'agent de démoulage doit être stable entre 1:80 et 1:100, et le temps de soufflage après la pulvérisation doit être ≥1,5 seconde pour garantir l'évaporation de l'eau, sinon la vapeur d'eau résiduelle sera vaporisée pour former des bulles ponctuelles au moment de la fermeture du moule.
Limites de tolérance pour les parties extérieures
Lorsque j'ai audité un lot de poignées de porte moulées sous pression pour une entreprise automobile allemande en 2024, le dessin du client a été marqué avec des défauts du côté A ≤ Φ0,3mm et pas plus de 2 points par 100cm² - une norme typique pour les garnitures extérieures de l'automobile. Les pièces extérieures des appareils électroménagers (par exemple, le panneau du climatiseur) sont relativement indulgentes, autorisant Φ0,5 mm, mais tant que le sablage ou l'anodisation post-traitement est effectué, les marques d'écoulement et les piqûres seront amplifiées et visibles, et doivent être effectuées correctement dans le processus de moulage sous pression en une seule fois, le coût de la remédiation dans la phase arrière étant de 8 à 10 fois celui de la phase avant.
Une force de fermeture insuffisante (rapport de surface projetée < 1,3) peut entraîner la formation de bavures et de rugosités ; en avançant de 10 ms le point de changement de vitesse sur la courbe de vitesse d'injection, on peut améliorer considérablement les traces de coulée. Ce sont ces paramètres détaillés qui constituent le véritable critère permettant de distinguer un fournisseur compétent d'un fournisseur de premier ordre. Les normes de classification de la qualité de surface (Grade 1-5) publiées par l'Association nord-américaine de moulage sous pression (NADCA) peuvent servir de référence pour la réception des pièces.























