
Processus de soudage TIG et MIG de l'aluminium : comparaison des technologies, points de fonctionnement et applications industrielles
Publié le :2025-05-17 Catégorie :Le blog Vues :11242
Catalogue d'articles
Les défis et l'importance du soudage de l'aluminium
Les alliages d'aluminium sont largement utilisés dans les applications automobiles, aérospatiales et navales en raison de leur légèreté, de leur grande solidité et de leur résistance à la corrosion. Toutefois, leur conductivité thermique élevée, leur facilité d'oxydation et leur sensibilité aux fissures thermiques posent de sérieux problèmes au processus de soudage. Par exemple, dans le cas des plateaux de batterie pour les véhicules à énergie nouvelle, la soudure doit être à la fois très résistante et étanche aux gaz, ce qui est difficile à réaliser avec les procédés traditionnels. Les technologies de soudage TIG et MIG apportent une solution efficace à ce problème.
Caractéristiques de l'aluminium :
faible densitéLes alliages d'aluminium sont moins denses que l'acier et le cuivre (environ 2,7 g/cm3), de sorte que les produits en alliage d'aluminium sont plus légers que les produits en acier de même volume.
haute résistanceLes alliages d'aluminium ont une résistance et une dureté élevées, qui peuvent être considérablement accrues par traitement thermique.
Bonne conductivitéLes alliages d'aluminium ont une meilleure conductivité électrique que le cuivre et l'acier purs et peuvent être utilisés pour fabriquer des matériaux conducteurs tels que des fils et des câbles.
Bonne résistance à la corrosionLa surface de l'alliage d'aluminium peut facilement former un film d'oxyde dense avec une bonne résistance à la corrosion.
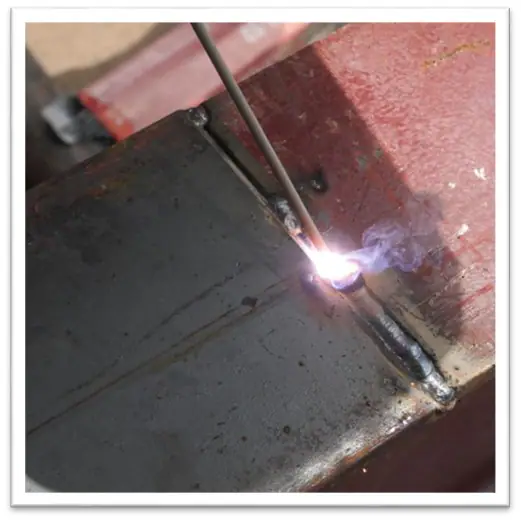
La technologie de soudage TIG en détail
Principe du processus et configuration de l'équipement
Le soudage TIG (soudage sous protection de gaz inerte de tungstène) utilise une électrode de tungstène non fusionnée pour former un bain de fusion sous la protection d'un gaz inerte (argon ou hélium). La machine à souder TIG AC peut éliminer efficacement le film d'oxyde (Al₂O₃) à la surface de l'alliage d'aluminium par effet de broyage cathodique, ce qui convient au soudage des alliages d'aluminium de la série 6 (par ex. 6061) et de la série 5 (par ex. 5052).
Points de fonctionnement et paramétrage (en prenant l'exemple de l'alliage d'aluminium 6061)
- Traitement avant soudure: :
- Nettoyage à l'acétone pour éliminer la contamination par l'huile, ponçage mécanique de la couche d'oxyde à l'aide d'une brosse métallique en acier inoxydable (papier de verre interdit pour éviter la contamination par le carbone).
- Paramètres de soudage: :
- Courant : 80-200A (mode d'impulsion CA, compte de courant de base pour 30%).
- Électrode en tungstène : électrode en tungstène au cérium (diamètre 2,4 mm, pointe rectifiée à un angle de cône de 30°).
- Gaz protecteur : argon (pureté ≥99,99%), débit 10-12L/min.
- Choix du fil d'apport : ER4043 (teneur en silicium 5%, bonne résistance à la fissuration) ou ER5356 (teneur en magnésium 5%, haute résistance).
Atouts et limites
- tranchant: Beaux cordons de soudure sans éclaboussures, adaptés aux tôles minces (1-3 mm) et aux composants de précision (par exemple, les dissipateurs thermiques électroniques).
- restreindre qqch. dans des limites déterminéesLes inconvénients sont les suivants : une vitesse de soudage lente (environ 0,3 m/min) et des coûts de main-d'œuvre élevés.
La technologie de soudage MIG en détail
Principe du processus et sélection de l'équipement
Le soudage MIG (soudage sous protection gazeuse par électrode fondante) adopte un mécanisme d'alimentation continue du fil, qui convient au soudage de tôles d'épaisseur moyenne. Le système d'alimentation du fil par poussoir résout le problème de la mauvaise alimentation du fil causée par la souplesse des fils d'alliage d'aluminium (par exemple ER5183). Le mélange de gaz (Ar+He) améliore la stabilité de l'arc et réduit la porosité.
Points de fonctionnement et paramétrage (en prenant l'exemple de l'alliage d'aluminium 5083)
- Traitement avant soudure: :
- Les plaques épaisses (>10mm) doivent être préchauffées à 80-120°C (pour réduire le risque de fissuration thermique).
- Conception du biseau : biseau en V (angle de 60°-70°), bord émoussé de 1 à 2 mm.
- Paramètres de soudage: :
- Courant : 220-260A (mode double impulsion, impulsion à basse fréquence pour réduire les éclaboussures).
- Tension : 24-26V, vitesse d'alimentation en fil 8m/min.
- Gaz protecteur : Ar (80%) + He (20%), débit 18-20L/min.
Atouts et limites
- tranchantLes avantages de ce système sont les suivants : rendement élevé (vitesse jusqu'à 1,2 m/min), adapté à la production de masse de longs cordons de soudure tels que les châssis d'automobiles.
- restreindre qqch. dans des limites déterminéesLe contrôle des éclaboussures est difficile (les paramètres d'impulsion doivent être optimisés) et l'investissement initial dans l'équipement est élevé (environ 500 000 dollars pour le système robotisé).
TIG ou MIG : Guide de sélection des procédés
| terme de comparaison | Soudage TIG | Soudage MIG |
|---|---|---|
| Épaisseur applicable | 1-6mm (feuille) | 3-25mm (plaques moyennes et épaisses) |
| Qualité de la soudure | Haute précision, pas d'éclaboussures | Efficacité élevée, contrôle des éclaboussures |
| les coûts (de fabrication, de production, etc.) | Coûts de main-d'œuvre en pourcentage de 60% | Participation aux coûts de l'équipement et des consommables 70% |
| application typique | Peaux pour l'aérospatiale, boîtiers électroniques | Ponts de navires, pièces de structure automobile |
Normes de prévention, de contrôle et d'inspection des défauts de soudage
5.1 Solutions aux défauts courants
- bulle d'airLes gaz de protection doivent être purs (point de rosée de l'argon ≤ -50°C) et le métal de base doit être nettoyé à fond avant le soudage.
- fissure thermique: Choisir un fil ER5356 à haute teneur en Mg (Mg/Si>1.5) et contrôler la température intercalaire <100℃.
- non fusionnéAugmenter le courant 10%-15% et réduire la vitesse de soudage à 0,8m/min (soudage MIG).
5.2 Méthodes de détection
- Inspection visuelle (VT)Détection des fissures et des arêtes sur la surface de la soudure en référence à la norme ISO 10042.
- Inspection par rayons X (RT)Les trous d'air : Conformément aux exigences de la norme AWS D1.2, le diamètre des trous d'air ≤ 1,5 mm est qualifié.
6. les questions fréquemment posées (FAQ)
Q1 : Le soudage TIG peut-il être utilisé pour souder des alliages d'aluminium avec du courant continu ?
- NON ! Le TIG à courant continu ne rompt pas le film d'oxyde, il faut utiliser du courant alternatif.
Q2:Comment résoudre le problème des fortes projections en soudage MIG ?
- Passer en mode double impulsion, réduire le courant de crête (exemple : de 300A à 260A) et augmenter le ratio d'hélium à 30%.
Q3 : Un traitement thermique est-il nécessaire après le soudage ?
- Les alliages d'aluminium de la série 6 (tels que le 6061) doivent être traités en solution après le soudage (530 ℃ × 2h de trempe à l'eau + 180 ℃ × 8h de vieillissement) pour restaurer leur résistance.























