
Différences entre les fraiseuses et les raboteuses
Publié le :2025-07-07 Catégorie :Le blog Vues :10868
Catalogue d'articles
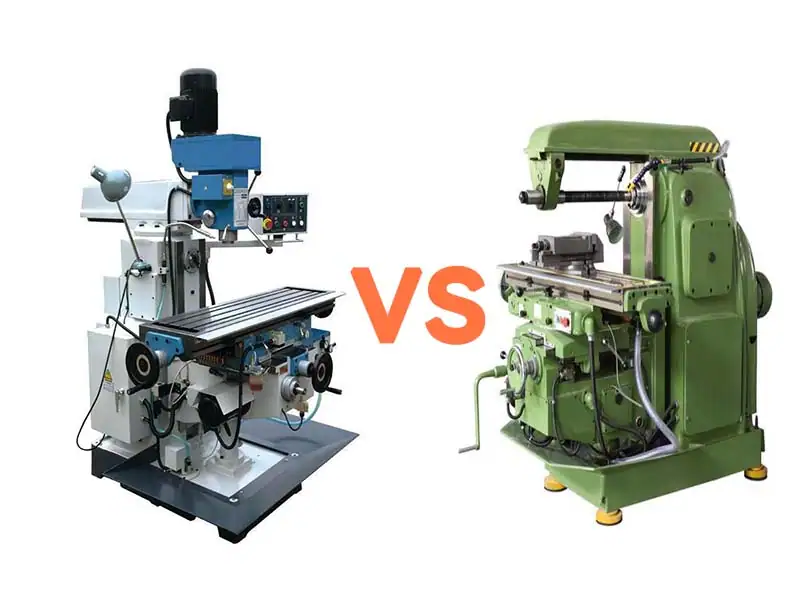
Le découpage des métaux occupe une place centrale dans le grand tableau de la construction des machines. Diverses machines-outils ont été développées pour obtenir la forme et la taille précises d'une pièce et ont contribué au progrès de la civilisation industrielle. Elles ont contribué au progrès de la civilisation industrielle.centre d'usinagerépondre en chantantraboteuseCes deux types de machines-outils, qui ont une longue histoire et une base solide, ont joué un rôle indélébile dans l'élaboration des premières étapes de la fondation de l'industrie moderne. Bien qu'elles appartiennent à la même catégorie de traitement des matériaux, elles présentent des différences essentielles en ce qui concerne leur principe de fonctionnement, les objets à traiter et les caractéristiques du processus.
La fraiseuse, avec sa fraise rotative à cannelures multiples (fraise) comme caractéristique principale, peut usiner efficacement des surfaces planes, des rainures, des formes de dents d'engrenage, des surfaces hélicoïdales et une variété de contours de surfaces courbes complexes grâce à la rotation à grande vitesse de la fraise et au mouvement d'alimentation multidirectionnel de la pièce à usiner. Son processus d'usinage est relativement continu et très flexible. Il est particulièrement adapté à l'usinage de pièces aux formes complexes et aux exigences de précision élevées.
Les raboteuses, quant à elles, sont connues pour leur mouvement alternatif linéaire unique. L'outil (rabot) ou la pièce à usiner effectue un mouvement de coupe linéaire alternatif (mouvement principal) dans la direction horizontale, accompagné d'un mouvement d'avance intermittent (généralement perpendiculaire à la direction du mouvement principal), et est principalement utilisé pour l'usinage de surfaces horizontales, de surfaces verticales, de surfaces inclinées et de toutes sortes de rainures linéaires. Le processus de rabotage se caractérise par un processus de "façonnage en un seul outil", qui démontre souvent ses avantages uniques et son potentiel de précision lors de l'usinage de grandes surfaces planes ou de longs rails de guidage droits.
Comprendre la différence fondamentale entre les fraiseuses et les raboteuses n'est pas seulement un regard rétrospectif sur l'évolution de la technologie de l'usinage, c'est aussi la clé pour maîtriser les principes de base de la coupe des métaux. Cette différence affecte profondément l'efficacité de l'usinage, les scénarios d'applicabilité, l'économie et la trajectoire de développement dans la vague d'automatisation. Avec l'essor de la technologie CNC et des centres d'usinage composites, bien que l'application directe des deux dans la fabrication haut de gamme ait évolué, leurs principes de base sont toujours hérités et développés, et leur statut historique et leur valeur unique dans des scénarios d'application spécifiques valent toujours la peine d'être explorés en profondeur.
L'objectif de ce rapport/article est de disséquer systématiquement le rôle des fraiseuses et des raboteuses dans l'industrie du bois.Principe de fonctionnement, forme de mouvement, capacité d'usinage, caractéristiques du processus, champ d'application, avantages et inconvénientsLes différences fondamentales dans ces domaines visent à fournir une base cognitive claire pour comprendre l'essence des méthodes d'usinage traditionnelles, sélectionner rationnellement l'équipement d'usinage et reconnaître l'évolution de la technologie de fabrication moderne. La section suivante aborde chacun de ces aspects en détail.

centre d'usinage
1. vue d'ensemble
Fraiseuse :
Il s'agit d'une machine-outil polyvalente qui peut être utilisée pour l'usinage de surfaces planes (horizontales et verticales), de rainures (rainures de clavette, rainures en T, rainures en queue d'aronde, etc.), de pièces d'engrenage (engrenages, arbres cannelés, pignons), de surfaces hélicoïdales (filets, rainures hélicoïdales) et de diverses surfaces incurvées. En outre, elle peut également être utilisée pour la surface du corps rotatif, le traitement des trous internes et les travaux de tronçonnage. Lorsque la fraiseuse fonctionne, la pièce à usiner est montée sur la table ou la tête d'indexage et d'autres accessoires, la fraise tourne comme mouvement principal, complété par le mouvement d'avance de la table ou de la tête de fraisage, la pièce à usiner peut obtenir la surface d'usinage requise. Comme il s'agit d'un outil multiple à coupe intermittente, la productivité de la fraiseuse est élevée.
Raboteuse :
Il est principalement utilisé pour l'usinage de diverses surfaces planes (telles que les surfaces horizontales, verticales et inclinées et diverses rainures, telles que la rainure en T, la rainure en queue d'aronde, la rainure en V, etc.) et de surfaces de moulage droites. Si elle est équipée d'un dispositif de profilage, elle peut également traiter des surfaces spatiales, telles que les roues de turbines, les rainures en spirale, etc. La structure de ce type de machine-outil est simple, l'aller-retour ne coupe pas, la productivité est donc faible, et elle est généralement utilisée pour la production de petits lots d'une seule pièce.

raboteuse
2) Examinez les aspects suivants :
- 1 : d'après le principe de fonctionnement de la machine-outil, la table de rabotage et l'outil effectuent un mouvement alternatif linéaire en forme de croix, la table de fraiseuse et l'outil sont verticaux et effectuent en même temps un mouvement rotatif avec les axes X, Y, Z.
- 2 : Du point de vue de l'usinage de pièces similaires, la raboteuse doit généralement être ajoutée à la face principale et à une méthode de serrage unique. La fraiseuse peut usiner des plans (horizontaux et verticaux), des rainures (rainure de clavette, rainure en T, rainure en queue d'aronde, etc.), des pièces d'engrenage (engrenages, arbres cannelés, roues dentées), des surfaces en spirale (filetage, rainure en spirale) et une variété de surfaces courbes. En outre, elle peut également être utilisée pour l'usinage de la surface des corps rotatifs, des trous internes et des travaux de tronçonnage, etc. La méthode de serrage est beaucoup plus compliquée que celle de la raboteuse.
- 3 : En termes de précision, les fraiseuses sont généralement plus précises que les raboteuses.
- 4 : d'après les considérations ci-dessus concernant l'outil de traitement requis, les outils de rabotage sont généralement en acier affûté à la main et deviennent, la surface de traitement est généralement plate. La fraiseuse est équipée d'outils pour les formes travaillées.
- 5 : du point de vue de l'efficacité, la raboteuse est peu efficace en raison de l'objet de traitement, du serrage et de l'outillage. Elle ne peut être utilisée que pour l'ébauche ou les pièces uniques qui ne nécessitent pas un traitement important, de sorte qu'elle ne sera pas utilisée dans l'industrie de l'usinage. La fraiseuse a un système de serrage flexible, un traitement de grande précision, une grande efficacité et est généralement plus populaire dans l'industrie de l'usinage.
- 6 : En termes de coûts de traitement, les raboteuses sont inférieures aux fraiseuses.
3. leurs principales différences dans la production réelle :
Rabot : généralement utilisé pour le rabotage, l'avantage réside dans la rectitude et la planéité par rapport à la fraiseuse, de sorte que le traitement des pièces longues à l'aide d'un rabot ou d'une raboteuse est préférable, et le chargement peut généralement se faire à l'aide d'un étau, par exemple une clé. Avec l'aide d'un certain outillage, vous pouvez usiner de nombreuses surfaces façonnées, et les surfaces courbes sont toujours usinées sur la raboteuse dans une machine à usage général. Même les raboteuses peuvent usiner des engrenages.
Fraiseuse : grande efficacité d'usinage, possibilité d'indexation, avantage dans le traitement de grandes surfaces et complexité de l'outil, grand avantage dans l'usinage.
L'entraînement principal de cette machine-outil adopte un moteur à courant continu, la vitesse de fonctionnement de la table est régulée en continu, sa large plage de vitesse peut répondre aux diverses exigences de vitesse du rabotage, du fraisage et du meulage, et elle peut traiter divers matériaux tels que des surfaces horizontales, verticales, inclinées, des rainures en T, des surfaces de guidage combinées et des crémaillères.
Le processus avancé de trempe ultra-audio prolonge la durée de vie de la machine-outil. Le système d'alimentation séparé pour la colonne et la poutre rend l'opération plus pratique et plus flexible. Le système de lubrification par pompe à huile indépendante rend les différentes conditions de travail plus souples. Le vieillissement thermique et le vieillissement vibratoire rendent la machine-outil plus stable et plus durable. Le rabotage, le fraisage et le meulage trois en un, une machine polyvalente, rendent le traitement plus flexible, c'est l'équipement d'usinage le plus idéal pour l'usinage, l'atelier d'usinage. Norme d'exécution : "Norme de précision de la raboteuse et de la fraiseuse à portique pour charges lourdes" norme JB/T10226-2001
Introduction aux raboteuses et rectifieuses à portique pour charges lourdes
- Le verrouillage des traverses est motorisé, en fonction des caractéristiques de la machine.
- Lubrification de la table de guidage de la machine-outil de rabotage et de fraisage à usage intensif Pilot réalise une lubrification semi-statique réglable à flotteur d'huile, à faible frottement, économise l'énergie de fonctionnement 30%-50%, maintient la précision du guidage pendant longtemps sans frottement, et garantit la précision de la machine-outil.
3) L'entraînement principal de la machine-outil fait appel à la technologie européenne de pointe en matière de contrôle de la vitesse à courant continu, l'alimentation de la poutre horizontale et l'alimentation de la boîte à outils latérale font appel à la servocommande à courant alternatif IMS-GCT la plus avancée de Chine, qui peut alimenter par intermittence et en continu sans ajuster la quantité d'alimentation, et la précision de positionnement est de 0,10 mm (l'erreur mécanique n'est pas prise en compte), de sorte que le processus d'usinage de rabotage, de fraisage et de meulage peut réaliser la mise à niveau technologique, ce qui est le cas le plus avancé dans l'industrie.
1. Composants principaux de la machine-outil de rabotage et de fraisage à portique lourd : lit, table, colonnes gauche et droite, poutres, sommet du portique, poutres de liaison sont moulés en résine au sable, moulage en fonte de haute qualité en alliage résistant à l'usure, par le biais du recuit en fosse de sable → vieillissement par vibration → recuit au four chaud → vieillissement par vibration → usinage brut → vieillissement par vibration → recuit au four chaud → vieillissement par vibration → usinage de finition, afin d'éliminer complètement les contraintes négatives dans les pièces de la machine, et de maintenir la performance des pièces de la machine stable.
2. le levage et le positionnement de la poutre sont verrouillés mécaniquement ou hydrauliquement, avec un positionnement précis.
3、L'avance transversale du porte-fraise vertical de la traverse (tête de fraisage vertical) et l'avance verticale du porte-fraise latéral (tête de fraisage latéral) de la raboteuse à portique sont commandées par servocommande à courant alternatif, l'avance est intermittente et continue.
4、La surface du rail de guidage de la raboteuse et de la fraiseuse à portique est durcie par trempe ultra-audio ou par traitement de durcissement par contact ponctuel, et par meulage fin.
5、L'étau de la courroie de guidage hautement résistante à l'usure est collé sur la surface du guide de la table.
Connaissance de base de la fraiseuse raboteuse à portique
La machine-outil se compose d'un banc, d'une table, d'un portique, d'une traverse, d'un siège coulissant, d'une boîte à broche, d'un vérin, d'une tête de fraisage, d'un système électrique et d'autres pièces principales.
La table se déplace longitudinalement le long des rails du banc (axe X), le chariot se déplace transversalement le long des rails de la traverse (axe Y), la traverse se déplace verticalement le long des rails verticaux des colonnes droite et gauche (axe W), et le coulisseau carré porte la boîte à broche principale verticalement dans le chariot (axe Z). L'entraînement principal est transmis de l'arbre d'entraînement principal du coulisseau carré à chaque tête de fraisage par l'intermédiaire de l'étau à cannelures.
La fraiseuse-raboteuse à portique adopte un guide linéaire à roulement silencieux avec cage, qui peut supporter des charges dans plusieurs directions, avec une grande rigidité, une grande capacité de charge, une grande rigidité dynamique et une grande précision de mouvement. Le coefficient de commande du moteur est extrêmement faible et la lubrification est aisée. L'équilibrage de la boîte à broche et l'équilibrage de la poutre adoptent l'équilibrage hydraulique.
La fraiseuse raboteuse à portique est équipée d'un système de commande numérique complet, d'un moteur de broche à courant continu pour l'entraînement principal, d'un servomoteur à courant alternatif pour l'entraînement de chaque axe, d'un dispositif de régulation de la vitesse et d'un dispositif d'entraînement correspondants.
Selon les besoins de traitement de l'utilisateur, la machine peut être équipée d'une variété de têtes de fixation à changement rapide. La pièce à usiner peut être chargée en une seule fois et peut être alésée, fraisée, percée, découpée en cinq faces à l'intérieur et à l'extérieur, ainsi que d'autres procédures de traitement. Le système de commande CNC peut réaliser n'importe quelle liaison à trois axes pour réaliser le fraisage de contours. La poutre et le vérin de la machine adoptent des vis à billes de haute précision, sans frottement, avec une efficacité de transmission élevée, une grande capacité d'appui dans la direction du mouvement, et maintiennent une transmission de haute précision à des vitesses de rotation élevées, avec une longue durée de vie et une grande durabilité. La fraiseuse raboteuse à portique est un produit nouvellement développé par notre société, qui absorbe les caractéristiques structurelles des machines-outils avancées du pays et de l'étranger, adopte une technologie avancée pour la fabrication, la machine-outil a de bonnes performances, une structure fiable, un fonctionnement simple, une maintenance facile, largement utilisée dans l'industrie de l'usinage pour le fraisage de métaux ferreux et non ferreux lourds dans des surfaces planes, inclinées et concaves-convexes, avec un bon rapport performance-prix.
Principales caractéristiques structurelles de la machine
Le lit, la table, la colonne, la traverse et les autres pièces de base sont fabriqués en résine moulée au sable, en fonte de haute qualité HT300 à haute résistance et traités par vieillissement, avec une structure de conception raisonnable, une bonne capacité de moulage et d'usinage, une grande rigidité, une bonne résistance à la déflexion et une excellente stabilité de la précision. Le cadre du portique se compose des colonnes gauche et droite, des poutres transversales et du lit, etc. L'extrémité inférieure des colonnes est fermement reliée au lit, et l'extrémité supérieure des colonnes est fermement reliée aux poutres transversales pour former une structure de cadre de portique à haute rigidité.
Le portique de rabotage et de fraisage en détail
La raboteuse à portique est une machine-outil polyvalente de grande taille, largement utilisée dans le domaine de l'usinage des surfaces planes. La plupart des machines-outils actuelles utilisent la raboteuse à portique pour l'usinage des surfaces planes. La conception des circuits des premières raboteuses à portique adopte principalement la forme traditionnelle groupe électrogène + moteur à courant continu. En raison de l'efficacité extrêmement faible de ce circuit, le bruit est également très important. Avec le développement de la technologie électronique, ce type de conception a été éliminé et remplacé par un système de contrôle de vitesse à réluctance commutée et un système de contrôle de vitesse à courant continu.
1、Fonctionnement Introduction
Le contrôleur est doté d'une fonction PLC, ce qui permet de réaliser le contrôle intégré de la fraiseuse raboteuse à portique. L'ensemble du système de fraisage de la raboteuse à portique est constitué d'un ensemble de servocommandes, ce qui est très pratique pour les clients.
1、Mouvement du banc : contrôle le fonctionnement positif et négatif du moteur du banc, pour atteindre le point, mouvement positif et négatif automatique.
2, contrôle de l'alimentation du couteau : selon les besoins mécaniques de la boîte mécanique, il est possible de contrôler l'alimentation du couteau, l'alimentation différée et le mécanisme d'alimentation servo du couteau.
3, contrôle du levage de la poutre : contrôle du levage de la poutre, y compris l'action de levage de la poutre, le relâchement de l'action de verrouillage de la poutre et la descente de la poutre après l'action anti-soulèvement.
2、Avantage de performance
1、Economie d'énergie et réduction du bruit
L'adoption d'un système d'asservissement asynchrone à temps permet d'économiser de l'énergie et de réduire le bruit. Après l'adoption d'un certain système, l'efficacité du moteur peut être augmentée à plus de 90%, et le bruit est bien inférieur au système à courant continu ainsi qu'au système à réluctance commutée.
2、Forte capacité de surcharge
Le système permet une surcharge de 2x en dessous de la vitesse nominale du moteur, ce qui se traduit par une plus grande force de coupe et un fonctionnement plus rapide et plus souple. Une commande précise permet de changer de direction sans choc.
3. une fonctionnalité accrue et des performances améliorées
Le rapport de contrôle de la vitesse du système est supérieur à 1:5000, de sorte que l'intégration du rabotage, du fraisage et du broyage peut être réalisée en simplifiant la conception de la structure mécanique, et la simplification de la machine peut également éviter efficacement le phénomène de rampe mécanique.
Caractéristiques des performances de la raboteuse à un bras
1、Tête de fraisage à poutre et verticale avec compression mécanique entièrement automatique, fonction de relaxation hydraulique. Degré d'automatisation plus élevé.
2) La tête de fraisage est équipée d'un volant d'inertie intégré pour une coupe plus douce.
3、Le mouvement de la tête de fraisage verticale sur la traverse, le mouvement vers le haut et vers le bas de la tête de fraisage latérale sur la colonne et l'avance de la table de travail adoptent tous une régulation de la vitesse en continu par conversion de fréquence, ce qui favorise la sélection de paramètres de coupe raisonnables et est plus pratique à utiliser.
4、La table de travail adopte une nouvelle technologie de rail de guidage en plastique collant résistant à l'usure, ce qui permet de réduire l'usure du rail de guidage du lit.
5、La table de travail adopte une transmission à vis sans fin et une barre à vis sans fin, le mouvement est plus fluide (en dessous de 6M, la transmission se fait par une tige de soie).
6, vis sans fin de table avec rainure indépendante lubrifiée à l'huile, guide de table avec pompe de lubrification spéciale à réservoir d'huile indépendant (peut assurer la propreté du lubrifiant du guide), tête de fraisage avec pompe à piston indépendante, guide de colonne de poutre et vis de colonne de poutre avec lubrification manuelle par pompe, l'ensemble de la machine a une bonne performance de lubrification de réduction de l'abrasion.
7. Le rail de guidage du lit et de la poutre adopte un traitement thermique de trempe super audio, ce qui améliore considérablement les performances en matière de résistance à l'usure.
8、Le guide de poutre adopte un processus de meulage anti-déformation, qui peut éliminer la déformation générée par la tête de fraisage se déplaçant sur la poutre.
Procédures d'utilisation de la raboteuse à un bras :
Les dispositions générales suivantes relatives aux raboteuses à portique doivent être appliquées avec soin :
1, la pièce à usiner doit être installée de manière à ce que la force exercée sur la table soit uniforme, afin d'éviter qu'une force inégale n'entraîne une déformation de la table.
2、Après avoir chargé la pièce, la table doit être déplacée à faible vitesse pour vérifier qu'il n'y a pas de collision et qu'il n'y a pas de problème de déplacement et de changement de direction avant de travailler.
3) L'utilisation de la table et le levage de la poutre ne sont pas autorisés en même temps. Après chaque descente de la traverse, celle-ci doit remonter un peu plus pour éliminer le jeu de l'écrou à vis.
4, la course de la table ne doit généralement pas être inférieure à un tiers de la course totale, l'utilisation de la course la plus longue, la vitesse doit être plus faible, de sorte que la course de dépassement en marche arrière ne soit pas supérieure à 100 mm.
5、Lorsque la table est en marche, il est absolument interdit de se tenir sur la surface de la table pour l'utiliser ou effectuer d'autres travaux de réglage.
Il convient d'appliquer avec soin les dispositions spéciales suivantes pour les raboteuses à portique :
(1) Raboteuse à un bras :
1、Lorsque la largeur de la pièce dépasse la largeur de la table, le décalage du centre de gravité de la pièce par rapport au centre de la table ne doit pas être supérieur à 1/4 de la largeur de la table.
2、Après le travail, la table doit être arrêtée à la position centrale de la machine, le porte-outil latéral de la poutre est abaissé à la position la plus basse, et le porte-outil vertical est placé contre l'extrémité debout.
(2) Raboteuse à portique :
Après le travail, la table doit être arrêtée à la position centrale de la machine, la traverse et les porte-outils latéraux doivent être abaissés à la position la plus basse, et les deux porte-outils verticaux doivent être placés contre chaque côté de la colonne.























