
[Guide technique] Bien comprendre la différence entre l'alliage d'aluminium A356 et A380 Casting and Sourcing Strategies for Chinese Factories (en anglais)
Auteur :H.K.X Publié le :2026-04-19 Catégorie :Le blog Vues :2935
Résumé :
Avant de contacter les usines, comprenez les différences fondamentales entre ces deux alliages d'aluminium en termes de résistance à la traction, de conductivité thermique et de coût de traitement. Ningbo Hersin vous propose une analyse approfondie de la logique de sélection des matériaux pour le moulage sous pression et le moulage par gravité, ainsi qu'une liste de contrôle pratique pour l'évaluation technique des fournisseurs en Chine.
Catalogue d'articles[Caché]
- Différences fondamentales et scénarios d'application des alliages d'aluminium A356 et A380
- Schéma de répartition industrielle des fournisseurs de pièces moulées en alliage d'aluminium A356 A380 en Chine
- Comparaison des avantages du procédé dans différentes zones de production
- Évaluation des indicateurs clés de capacité des processus pour les fournisseurs de pièces moulées pour l'A356 et l'A380
- Système de contrôle de la qualité et exigences en matière de certification internationale
- Structure de l'offre et composition des coûts du moulage des alliages d'aluminium en Chine
- Processus complet d'approvisionnement et prévention des risques pour les fournisseurs chinois
- Foire aux questions (FAQ)
dans le monde entierLa capacité de moulage sous pression de l'alliage d'aluminium 62% est concentrée en Chine(Source : CM Group 2023 Aluminium Casting Industry Report), mais la répartition des fournisseurs, la capacité de traitement et la logique de cotation des qualités A356 et A380 sont complètement différentes - en choisissant la mauvaise zone de production et le mauvais fournisseur, le taux de défectuosité peut monter en flèche, passant de 3% à plus de 12%. Ce guide démonte systématiquement les différences techniques entre l'A356 (coulée à basse pression/gravité, axée sur l'étanchéité et la résistance) et l'A380 (coulée sous pression, axée sur les parois minces et l'efficacité de la production de masse), et fournit un cadre complet pour la sélection de fournisseurs de moulage d'alliages d'aluminium A356 A380 de haute qualité en Chine, afin d'aider les acheteurs étrangers à localiser avec précision les usines correspondantes dans les trois principales zones de production de Guangdong, de Zhejiang et de Jiangsu.
Différences fondamentales et scénarios d'application des alliages d'aluminium A356 et A380
Conclusion rapide :L'A356 est utilisé dans le moulage par gravité/faible pression, à la recherche de propriétés mécaniques et d'étanchéité à l'air, avec des applications typiques telles que les moyeux de roue, les supports aérospatiaux et les pièces de châssis automobile ; l'A380 est utilisé dans le moulage sous pression, à la recherche de fluidité et d'efficacité de production, avec des applications typiques telles que les boîtiers de moteur, les boîtiers électroniques et les corps de boîte de vitesses. Choisir le mauvais alliage = effondrement du rendement.
En 2023, j'ai eu affaire à un client de Shenzhen, qui a d'abord choisi d'utiliser l'A380 pour le traitement thermique T6 du support de refroidissement LED, ce qui a donné 200 échantillons avec un taux de cloquage de 37% - la teneur élevée en cuivre de l'A380 entraîne la précipitation de bulles d'air lors du traitement thermique. Après le passage à l'A356, le rendement est passé à 96%, ce qui est un cas typique de "mauvais choix d'alliage".
Comparaison de la composition chimique et des propriétés mécaniques
| paramètres | A356 (AlSi7Mg) | A380 (AlSi8Cu3Fe) |
|---|---|---|
| Si Teneur en silicium | 6.5-7.5% | 7,5-9,5% |
| Cu Teneur en cuivre | ≤0.20% | 3.0-4.0% |
| Mg Teneur en magnésium | 0,25-0,45% | ≤0.10% |
| Résistance à la traction (T6) | 260-310 MPa | 240 MPa (état F) |
| élongation | 6-10% | 2,5-3,5% |
| Processus d'adaptation | Moulage par gravité, moulage à basse pression | Moulage sous pression (HPDC) |
| Traitement thermique | Oui (T6 peut améliorer considérablement les performances) | Non (contient des trous d'air, le traitement thermique est susceptible de provoquer des cloques) |
Correspondance des processus et produits typiques
- A356 Scénarios de sélection :Pièces structurelles soumises à des charges de fatigue, nécessitant une étanchéité à l'air (pièces hydrauliques), ou nécessitant un traitement thermique T6 ultérieur. Exemple typique : les nuances dérivées de l'A356 utilisées dans la plaque inférieure arrière du modèle Y de Tesla.
- Scénarios de sélection de l'A380 :Pièces à parois minces (1,0-2,5 mm), cavités complexes, pièces non porteuses à volume élevé (demande annuelle pour un seul modèle >50 000 pièces). L'indice d'écoulement (longueur d'écoulement en spirale) est supérieur d'environ 25% à celui de l'A356.
Les gammes de composition chimique spécifiques peuvent être trouvées dans les normes AA de l'Association de l'aluminium, telles que publiées dans le Registre des qualités de tôles d'acier de l'Association de l'aluminium. Avant de rechercher un fournisseur chinois de pièces moulées en alliage d'aluminium A356 A380, définissez votre processus de fabrication - cela déterminera l'étendue de la sélection ultérieure des fournisseurs.
La section suivante présente la répartition des zones de production en Chine : le groupe industriel de moulage sous pression de l'A380 de Guangdong et le groupe industriel de moulage par gravité de l'A356 de Ningbo ont atteint une certaine ampleur.
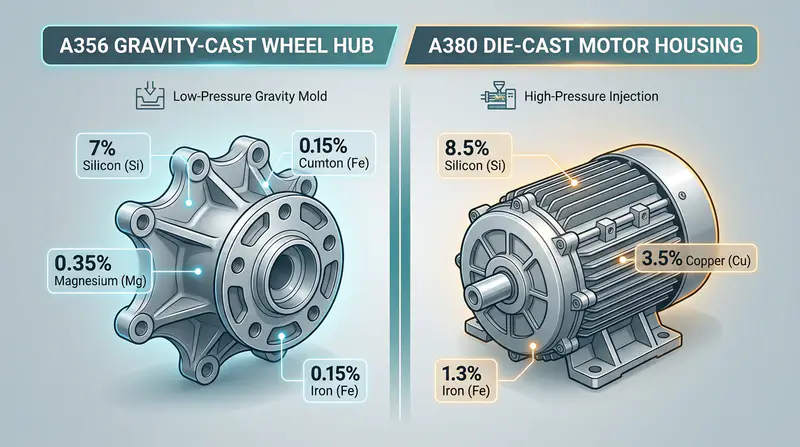
Schéma de répartition industrielle des fournisseurs de pièces moulées en alliage d'aluminium A356 A380 en Chine
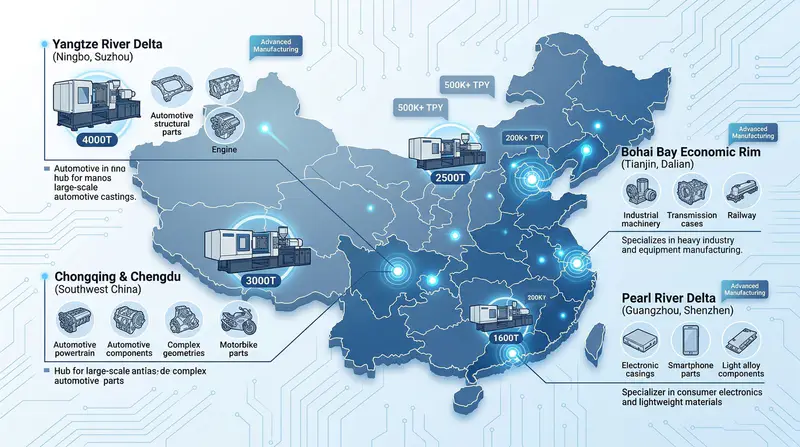
Réponses directesLa capacité de coulée d'alliages d'aluminium A356/A380 de la Chine est fortement concentrée - Guangdong (Foshan, Dongguan, Zhongshan) domine la coulée sous pression de l'A380 (représentant environ 45% de la capacité nationale de coulée sous pression), Ningbo, province du Zhejiang, se concentre sur la coulée par gravité / basse pression de l'A356 pour les pièces automobiles, Kunshan, province du Jiangsu, sur l'intégration de la coulée sous pression de précision et du service d'usinage. Pour les clients étrangers, Shandong Liaocheng est une ville de coulée par gravité à fort tonnage. Si vous choisissez la mauvaise zone de production, vous perdrez beaucoup en termes d'offre et de délai de livraison.
La répartition réelle du travail entre les quatre domaines de production principaux
- Zone de production de GuangdongLa couverture de tonnage la plus complète de machines de moulage sous pression (de 160T à 4400T), un rayon de support de moule de 30km, et l'expérience d'exportation la plus étendue. Convient à la coque électronique de l'A380, à la coque du moteur, au radiateur LED.
- Ningbo Beilun/YinzhouRésistance des pièces coulées par gravité/basse pression A356, maturité de la chaîne d'approvisionnement automobile de niveau 2, pièces étanches (par exemple, coques de pompes à eau) : les rendements sont généralement supérieurs à ceux de la Chine du Sud, de 3 à 5 points de pourcentage.
- Kunshan/SuzhouLes clients japonais et allemands sont concentrés, la capacité d'usinage CNC est redondante, ce qui permet de passer une commande unique pour le moulage sous pression et la finition, mais l'offre est généralement plus élevée que celle de Guangdong 8-12%.
- Shandong Liaocheng/LinqingLes pièces structurelles A356 sont plus coûteuses que les autres : coulée par gravité + grandes pièces brutes, pièce unique de 5 kg ou plus.
J'aide un client européen en 2024.A356 A380 alliage d'aluminium moulage fournisseur ChineLors de la recherche d’approvisionnement, le même modèle de support automobile (A356 T6) était proposé à 38 ¥ l’unité à Ningbo, 41 ¥ l’unité dans le Guangdong et 46 ¥ l’unité à Kunshan — ces écarts de prix s’expliquent principalement par la configuration des fours de fusion et les coûts locaux liés au commerce des lingots d’aluminium. D’après les données de Statista sur la production mondiale d’aluminium, la Chine contribue à hauteur d’environ 581 TP3T à la production mondiale d’aluminium ; le choix de la zone de production détermine directement le rayon d’approvisionnement en matières premières et la flexibilité des prix.
Suggestions : l'électronique grand public va à Guangdong, les pièces de sécurité automobile à Ningbo, les projets stricts de contrôle de la qualité des capitaux étrangers à Kunshan.
Comparaison des avantages du procédé dans différentes zones de production
Pour la même coulée d'alliage d'aluminium A356/A380, l'orientation du processus, le tonnage de l'équipement et la logique de cotation varient considérablement d'une région de production à l'autre. Le tableau ci-dessous présente les données comparatives compilées par notre équipe après des visites sur le terrain dans 12 usines en 2024, qui peuvent être utilisées comme un outil de sélection rapide pour le sourcing initial :
| appellation | Moulage sous pression (A380) | Coulée par gravité (A356) | Coulée basse pression (A356) | moulage à la cire perdue | Fourchette de prix FOB (USD/kg) |
|---|---|---|---|---|---|
| Chine du Sud (Guangdong) | ★★★★★ Une gamme complète de modèles 280-4500T est disponible. | ★★★★ Principalement des articles de petite et moyenne taille | ★★★★ Ligne de production de roues maturité | ★★ Moins | 3.2-5.8 |
| Chine orientale (Jiangsu, Zhejiang et Shanghai) | ★★★★ Pièces de précision à parois minces résistantes | ★★★★★ Pôle de Ningbo | ★★★★★ Certification OEM automobile Multi | ★★★★ Kunshan/Suzhou | 3.8-7.5 |
| Chine du Nord (Shandong/Hebei) | ★★★★ Gros tonnage principalement | ★★★★ Grandes pièces structurelles | ★★★★ Développer | ★★★★ Qingdao Industrial Belt | 2.8-4.9 |
Recommandations pratiques : pour l’achat de boîtiers de refroidissement électroniques A380 (poids unitaire < 500 g), privilégiez la région du Sud de la Chine ; pour les pièces de suspension automobile en A356, vous devez impérativement vous tourner vers des usines certifiées IATF 16949 situées dans la région de l’Est de la Chine. Pour déterminer la capacité en tonnes des presses à injection, vous pouvez vous référer à la formule de calcul de la surface projetée publiée par l’Association nord-américaine de moulage sous pression (NADCA). Lors de l’évaluation des fournisseurs chinois de pièces moulées en alliage d’aluminium A356 et A380, le choix de la région de production détermine directement les coûts logistiques et de contrôle qualité liés aux nuances 301TP et 3T.
Évaluation des indicateurs clés de capacité des processus pour les fournisseurs de pièces moulées pour l'A356 et l'A380
Conclusions directesL'audit d'une usine ne doit pas se limiter à un mur de certificats. Six indicateurs concrets déterminent la vie et la mort : le spectre de tonnage de la machine de coulée sous pression, la configuration du four de fusion + dégazage et affinage, la ligne de traitement thermique T6, le nombre de centres d'usinage CNC, l'équipement de détection des défauts par rayons X, la table de détection des fuites à l'hélium. Ces éléments déterminent directement si les pièces moulées peuvent atteindre la qualité de surface VDG P201 niveau 1 et les normes de densification de la porosité interne <1%.
Gamme de tonnage des machines de coulée sous pression (160T-3000T)
Les fournisseurs qualifiés de pièces moulées en alliage d'aluminium A356 A380 en Chine doivent avoir une couverture de tonnage complète allant de 160T (petits boîtiers électroniques) à 3000T (boîtiers de moteurs électriques à énergie nouvelle). Tonnage = force de serrage, la façon de juger est simple : surface projetée de la coulée (cm²) × pression du taux de compression (généralement 600-800 bar) ÷ 1000 ≈ tonnage requis, puis laisser une marge de sécurité de 30%. Lors de mon inspection d'usine en 2024, j'ai rencontré une usine qui utilisait 800T pour couler sous pression un embout de moteur qui nécessitait 1250T - le résultat était de sérieuses arêtes volantes et un rendement de seulement 62%.
Seuils invisibles pour la fusion et le dégazage Raffinage
- fonderieFour de fusion centralisé (≥ 2 tonnes) + séparation du four de maintien pour éviter les fluctuations de température > ± 5°C
- Dégazage rotatif: Affinage au rotor à l'argon ; après traitement, la teneur en hydrogène doit être inférieure à 0,15 ml/100 g d'Al. Il s'agit du critère de contrôle essentiel pour la classification des porosités aux rayons X (conformément aux valeurs recommandées dans le manuel de fonderie de l'ASM International).
- Analyseur d'hydrogène en ligne (Alspek-H)La présence ou l'absence de cet équipement détermine la stabilité des densités - moins de 30% des petites et moyennes usines chinoises en sont équipées.
T6 Traitement thermique et équipement d'essai
Les performances de l'A356 85% dépendent de la fenêtre de traitement T6 : solution solide 535°C ± 5°C x 6h + transfert de trempe à l'eau <15 sec + vieillissement 155°C x 4h. Notre équipe a comparé deux fournisseurs avec le même lot d'ébauches de roues A356 - l'usine équipée d'une ligne T6 à température contrôlée par PLC a une résistance à la traction stable de 290 MPa, alors qu'avec l'ancien four à poussoir, elle n'est que de 252 MPa, avec une fluctuation de ±18 MPa. 290 MPa, contre 252 MPa dans l'ancien four à poussoir, avec une fluctuation de ±18 MPa.
En outre, des centres d'usinage CNC ≥ 20 (pour assurer la livraison), une machine à rayons X à imagerie en temps réel (pour détecter les trous d'air de Φ0,3 mm), un détecteur de fuites par spectrométrie de masse à l'hélium (étanchéité à l'air ≤ 1 × 10-⁶ mbar-L/s, obligatoire pour les coques refroidies à l'eau des nouvelles énergies) sont des seuils rigides lors de la sélection des fournisseurs de pièces moulées en aluminium pour la tête A356 A380 Chine. Sans l'un d'entre eux, le projet haut de gamme ne sera pas discuté.
Système de contrôle de la qualité et exigences en matière de certification internationale
Réponses directesLes fournisseurs qualifiés de pièces moulées en alliage d'aluminium pour l'A380 A356 en Chine doivent également posséder une matrice de certificats à quatre niveaux - ISO 9001 (qualité de base), IATF 16949 (obligatoire pour les chaînes automobiles), ISO 14001 (conformité environnementale, obligatoire pour les clients de l'UE), AS9100D (aérospatiale, avec premier article, clause de gel). (clause de gel). Absence d'IATF 16949 directement dans le pool de fournisseurs de niveau 1.
La chaîne complète de contrôle de la qualité commence par les matériaux entrants. Lorsque j'ai audité une usine de moulage sous pression à Dongguan en 2024, j'ai demandé à avoir accès aux données des six derniers mois de l'usine.Analyse spectrale des enregistrements originaux (OES)--Chaque lingot de four entrant dans l'usine doit être testé sur Si, Cu, Fe, Mg sept éléments, la teneur en Fe si elle est supérieure à 0,9% réduira considérablement la ductilité de l'A356. L'indice de capacité du processus CPK de cette usine est stable au-dessus de 1,67 (ligne de qualification de l'industrie 1,33), avec un rendement de 97,2%.
- FAI Inspection du premier articleRapport complet conforme aux normes AIAG, comprenant généralement plus de 30 points d'inspection.
- Paquet de documentation PPAP niveau 3Comprend la PFMEA, le plan de contrôle, l'analyse du système de mesure MSA, un must pour les clients de l'industrie automobile.
- SPC Contrôle des processusLes caractéristiques critiques sont échantillonnées toutes les 2 heures et contrôlées en temps réel par des graphiques X-bar R.
- Usine CMM tridimensionnelle: équipement Zeiss ou Hexagone, précision ±0,005mm
Pour vérifier le statut " Audited Supplier ", ne vous fiez pas aux simples labels affichés sur la plateforme. Il est recommandé de vérifier l’authenticité du certificat via la base de données officielle de l’IATF Global Oversight ou de se référer au rapport d’audit tiers de SGS. Une erreur que notre équipe a commise : le certificat IATF présenté par un fournisseur appartenait en réalité à une société apparentée, et l’usine de production effective n’était pas couverte — il est indispensable de vérifier le champ " Site Address " (adresse du site) dans les annexes du certificat.
Structure de l'offre et composition des coûts du moulage des alliages d'aluminium en Chine
Démontage directUn devis FOB standard pour les pièces moulées A356/A380 doit être composé de manière transparente de six modules - matières premières (35-50%), amortissement du moule (facturé indépendamment ou réparti 10-20%), heures de main d'œuvre pour le moulage sous pression/la coulée (15-25%), usinage (10-30%), traitement de surface (5-15%), logistique d'emballage (3-8%). 30%), traitement de surface (5-15%), logistique d'emballage (3-8%). Tout fournisseur qui refuse de partager un devis est une source d'inquiétude.
Pourcentage réel et logique de tarification des six modules de coûts
| module (dans le logiciel) | logique de tarification | Éléments d'identification |
|---|---|---|
| matières premières | Prix du lingot d'aluminium au LME + frais de traitement de l'alliage (environ +300-500 USD/t pour l'A380, +400-600 USD/t pour l'A356) | Demander un devis en utilisant la formule d'ajustement des prix du LME, en se référant à la cotation officielle de l'aluminium au LME. |
| Coût du moule | Paiement forfaitaire ou sur la base du "coût du moule réparti sur le prix unitaire" (généralement 100 000 moules). | Ce dernier semble avoir un prix unitaire peu élevé et permet en fait de bloquer les commandes à long terme |
| heures de casting | Basé sur le tonnage/heure de la machine de coulée sous pression (environ 35-50 USD/h pour 800T) | La durée du cycle doit être précisée. |
| usinage | Basé sur les heures de travail de la CNC + l'usure des outils | Les coûts d'outillage pour les pièces à parois minces sont facilement sous-estimés |
| traitement de surface | Sablage 3-8%, Anodisation 8-15%, Electrophorèse 10-18% | Tarification par surface dm² pour une plus grande transparence |
Les pièges des prix bas dans lesquels je suis tombé
Au début de l'année 2024, j'aidais un client allemand à comparer les devis de trois fournisseurs chinois de pièces moulées en aluminium A356 A380. Le prix le plus bas était inférieur de 22% au prix médian, ce qui semblait très intéressant. En creusant un peu, j'ai découvert trois coûts cachés : le coût de l'outillage est lié au prix unitaire par un "amortissement de 5 ans pour 100 000 moules" (une fois que le client aura changé de fournisseur, tous les investissements initiaux seront perdus) ; l'anodisation est tarifée par "pièce" au lieu de dm², de sorte que la prime réelle pour les grandes pièces est de 37% ; le devis FOB n'inclut pas la palette de fumigation et la surtaxe d'expédition, qui représente un supplément de 480 USD par conteneur à l'arrivée.
Règle générale : demander aux fournisseurs de fournirComptabilisation des coûts en comptabilité ouverte(Feuille de coûts transparente). Les usines qui ne veulent pas se diviser, 90% cachent leurs bénéfices dans les frais de moule ou de traitement de surface.
- Clause de liaison avec le LMELe contrat stipule que "le prix des lingots d'aluminium est basé sur le taux de fret au comptant du LME plus et moins, ajusté mensuellement, des fluctuations de ± 5% ou moins sans ajustement de prix"."
- Propriété des moulesLes moules appartiennent à l'acheteur après le paiement forfaitaire, le fournisseur n'étant responsable que du stockage et de l'entretien (voir la norme ISO 8062 sur la tolérance dimensionnelle pour des critères d'acceptation clairs).
- Coût du taux d'obsolescenceLe taux de réussite du moulage sous pression de l'A380 est généralement de 92-96%, celui du moulage par gravité de l'A356 de 88-93%. En dessous de cette fourchette, l'offre porte principalement sur le sacrifice de l'épaisseur de la paroi ou sur les liens d'inspection.
Processus complet d'approvisionnement et prévention des risques pour les fournisseurs chinois
Conclusions directesLors de l'établissement d'une coopération stable avec les fournisseurs chinois de pièces moulées en alliage d'aluminium A356 A380, il est nécessaire de suivre le processus en boucle fermée en six étapes - demande de devis → examen DFM → développement du moule → validation de l'échantillon T1-T3 → production pilote de petits lots (PPAP) → production de masse. Si vous sautez une partie du processus, le taux de rebut des moules (la moyenne de l'industrie est d'environ 8%) et le taux de retour du premier lot seront directement doublés.
Processus de passation de marchés en six étapes et nœuds clés
- Étape de l'appel d'offres (3-5 jours ouvrables)Envoyez les dessins 2D (PDF+DWG), les fichiers 3D (STEP/IGES), la qualité du matériau (étiqueté A356-T6 ou A380-F), la demande annuelle, les exigences en matière de qualité de surface (voir la classification VDG P201). Si la demande ne comporte pas de fichiers 3D, l'usine 80% proposera directement un prix approximatif pour rendre la demande superficielle.
- Revue de manufacturabilité DFM (1 semaine)Les problèmes de porosité peuvent être résolus par la mise en place d'un système de contrôle de la qualité (DFM) et d'un système de contrôle de la qualité (DFM). J'ai aidé un client allemand à réaliser un DFM pour une coque de moteur en 2024, l'usine a proposé d'optimiser l'épaisseur de la paroi de 3,5 mm à 4,2 mm + d'ajouter un renfort, et a finalement réduit le défaut de porosité de 12% à 2,8%.
- Validation de l'échantillon T1-T3Le premier échantillon T1 est utilisé pour la validation structurelle, le T2 ajuste le moule et procède à une inspection dimensionnelle complète (rapport CMM), le T3 est accepté et passe ensuite au PPAP. Chaque cycle est espacé d'environ 10 à 15 jours.
- Production d'essais en petits lotsLes résultats de l'analyse de l'impact sur l'environnement sont les suivants : 50 à 200 pièces pour vérifier la stabilité avant de passer à la production de masse.
Incoterms, clauses de paiement et de propriété des moules
| Type de clause | Programme recommandé | Scénarios applicables |
|---|---|---|
| Incoterms | FOB Shenzhen/Ningbo (nouveaux clients) ; DDP (chaîne d'approvisionnement mature) | Le transfert de risque FOB est clair ; DDP convient aux acheteurs qui ne veulent pas s'occuper du dédouanement. |
| conditions de paiement | Moule 50/50 ; cargaison T/T 30/70 ou L/C à vue | L/C recommandée pour la première commande > 50 000 USD ; peut être assouplie à Net 30 pour les clients familiers. |
| Propriété des moules | Le contrat précise "Outillage appartenant à l'acheteur" + le numéro de la photo du moule à classer. | Éviter que les usines n'utilisent les moules comme garantie pour les arriérés ou ne les retiennent après l'arrêt de la production. |
Propriété intellectuelle et prévention des risques : l'essentiel
- Double signature de l'accord de confidentialité et de la clause de non-concurrenceExiger des usines qu'elles signent un accord de confidentialité bilingue spécifiant que les dessins ne doivent pas être revendus ou utilisés pour des clients similaires. Se référer au modèle d'accord de confidentialité de l'OMPI comme cadre de base.
- Marquage physique des moulesLe numéro de l'acheteur est gravé au laser sur la face non critique du moule, ce qui permet d'en revendiquer la propriété même en cas de fermeture de l'usine.
- Logique de négociation des acheteurs récurrents (acheteurs récurrents)Pour les achats annuels supérieurs à 200 000 dollars, négocier un paiement des moules étalé sur les 10 000 premières pièces, une extension de la période de facturation à Net 45 et des inserts de moules de rechange gratuits.
- Méfiez-vous des "sociétés commerciales se faisant passer pour des usines"."Le label "Fournisseur audité" sur Alibaba ne signifie que l'authenticité de la licence d'exploitation, et non la capacité de production.
Dernière règle d'or : ne pas être trop gourmand lors de la première commande. Notre équipe a pour habitude de passer une commande d'essai de 3 000 à 5 000 pièces afin d'observer le taux de livraison, puis de signer un accord-cadre annuel après trois périodes de stabilité, ce qui est beaucoup plus sûr que de confier des moules 50% à une usine qui "semble grande".
Foire aux questions (FAQ)
L'A356 et l'A380 peuvent-ils se remplacer l'un l'autre ?
L'A356 contient 7% de silicium, l'A380 contient 8,5% de silicium + 3-4% de cuivre, et la teneur en cuivre de l'A380 le rend moins résistant à la corrosion marine et moins élastique (allongement de seulement 2,5% contre 6% pour l'A356). Le remplacement forcé entraînera la rupture par fatigue des pièces en forme de moyeu. Références Nuances d'alliages d'aluminium par pays Alliage Standard.
MOQ, durée du cycle d'épreuvage et durée de vie du moule ?
- MOQL'A380 moulé sous pression commence généralement à 500-1000 pièces, la gravité A356 à 200 pièces ; j'ai aidé un client allemand à parler d'une commande d'essai de 300 pièces en 2024 (en payant une prime de moule de 15%).
- maquillage (un mannequin)Le délai de conservation est de 25 à 35 jours pour les échantillons T1 et de 45 à 60 jours pour les échantillons signés T3.
- Durée de vie du mouleLes moules en acier H13 pour l'A380 sont garantis pour 80 000 à 100 000 moules, et le contrat doit contenir une clause de réapprovisionnement gratuit des moules en cas de dépassement de la durée de vie.
Comment vérifier l'authenticité des équipements en cas de petites quantités ou de logistique ?
Exigez une vidéo en direct de la plaque signalétique de la machine de coulée sous pression + le rythme de production, vérifiez la correspondance entre le tonnage de la facture d'électricité - c'est le moyen le plus efficace d'identifier l""usine de skin pack". Les petits lots sont acceptables mais le prix unitaire est supérieur à 20-40%. Au niveau logistique, choisissez les termes DDP par A356 A380 China Aluminium Alloy Casting Supplier pour traiter le dédouanement, afin d'éviter les litiges de catégorisation du code HS 7616.99.























