
Bestandsaufnahme von 10 Arten chinesischer Aluminiumgussteile, gemeinsame Fehler und Ursachen des Untersuchungsprogramms
Veröffentlicht am:2026-04-21 Kategorie:Nachrichten Aufrufe:1859
Zusammenfassung:
Beim Kauf von Aluminiumgussteilen aus China treten häufig Qualitätsprobleme wie Porosität, Schrumpfung oder Risse auf? Dieser Artikel von Ningbo He Xin Senior-Ingenieure eingehende Analyse von 10 Arten von Aluminium-Guss gemeinsame Mängel der physikalischen Eigenschaften und Ursachen. Sie erfahren, wie Sie verborgene Probleme im Druckgussverfahren, in der Formgestaltung und in anderen Kernaspekten genau erkennen können, damit Sie wissenschaftlichere Abnahmestandards einführen und die Ausschussquote wirksam senken können.
Katalog der Artikel
- Überblick und schnelle Identifizierung von häufigen Fehlern bei Aluminiumgussteilen in China
- Warum die Qualität von Aluminiumgussteilen in China eine eigene Diskussion verdient
- Ursachen und Vorbeugung von Porosität und Pinhole-Fehlern
- Unterscheidung von Porositätstypen durch Röntgen- und Schnittbildprüfung
- Entstehungsmechanismus und Prozesskontrolle von Schrumpfungs- und Auflockerungsfehlern
- Ursachenanalyse von Kaltentmischung und Untergußmängeln
- Quellen von Schlacken- und Einschlussfehlern und Clean-Melt-Management
- Rissdefekte Erkennung und Vermeidung von Heiß- und Kaltrissen
- Systemische Ursachen für Maßabweichungen und Deformationsprobleme
- Oberflächenfehler Fließspuren, kalte Bohnen, Schimmelbildung und Pockennarben
Laut der China Foundry Association 2023 jährlichen Industrie-Bericht, etwa 18,7% von Aluminium-Guss defekte Produkt-Probleme sind in der Porosität, Schrumpfung und Einschlüsse drei Arten von Defekten konzentriert, und diese drei Arten von Mängeln durch die kumulierten Kosten der Nacharbeit entfielen mehr als 60% der jährlichen Qualitätsverlust von Druckguss-Anlage. In diesem Papier, sortieren wir systematisch die gemeinsamen Mängel der chinesischen Aluminium-Guss 10 typische Leistung, von Schmelze-Management, Formenbau, um Prozess-Parameter, um die Ursache der Untersuchung Weg kann gelandet werden, um Käufer und Prozess-Ingenieure zu helfen, schnell die Quelle des Problems zu finden.
Ganz gleich, ob Sie einen neuen chinesischen Druckgusslieferanten evaluieren oder sich mit einer Charge anormaler Gussteile befassen, die bei Ihnen eingetroffen ist, der folgende Katalog ermöglicht es Ihnen, direkt zur entsprechenden Lösung nach Symptom zu springen.
Überblick und schnelle Identifizierung von häufigen Fehlern bei Aluminiumgussteilen in China
Bei der Beschaffung von Aluminiumgussteilen von chinesischen Lieferanten konzentrieren sich 80% oder mehr Rücksendungsstreitigkeiten auf zehn Kategorien von Mängeln. Diese kurze Checkliste ist nach Häufigkeit des Auftretens sortiert:Porosität, Lunker, Lunkerlöcher, Kaltentmischung, Untergießen, Schlackeneinschluss, Sandeinschluss, Risse, Verformung, Maßabweichung. Die Beherrschung dieser zehn Punkte deckt die überwiegende Mehrheit der Streitfälle im Bereich der eingehenden Qualitätskontrolle ab.
Als ich im Jahr 2023 den PPAP-Bericht einer Druckgießerei in Ningbo prüfte, entfielen bei einer einzigen Charge von 2.000 ADC12-Bügeln 471 TP3T der Gesamtzahl der Fehler auf Porosität, 211 TP3T auf Kaltentmischung und 141 TP3T auf Maßabweichung - was fast identisch ist mit der typischen Verteilung der Fehler in der Branche, wie sie von der North American Die Casting Association (NADCA) veröffentlicht wurde. Die Verteilung ist nahezu identisch. Mit anderen Worten, die häufigen Fehler der chinesischen Aluminiumgussteile sind keine "chinesischen Eigenschaften", sondern das physikalische Gesetz des Prozesses, der Schlüssel ist, die Geschwindigkeit und die Fähigkeit der Ursachenforschung zu identifizieren.
Schnelle Checkliste mit zehn Arten von Mängeln
| defekt | Typischer Standort | Für das bloße Auge sichtbar? | Bevorzugte Nachweismethoden |
|---|---|---|---|
| Spaltöffnungen (Porosität) | Dickwandige, endgültige Erstarrungszone | Sichtbar nach dem Schneiden | Röntgenbild/CT |
| Schrumpfung Porosität | heiße Kiste | Verstopft | Röntgen + Densitometrie |
| Schrumpfungshohlraum | zentrale Wärmeeinheit (z. B. Solar) | Präpariert und sichtbar | Röntgenbild |
| Kalt geschlossen | Dünne Mauern vor dem Tor | Oberflächenlinienführung | Visualisierung + Penetration PT |
| Unterwasserfahrt (Misrun) | Dünnwandig am Ende | sein | Visualisierung |
| Einschluss von Schlacke | Obere Fläche, unter dem Steigrohr | grau und schwarz gesprenkelt | Röntgen + Metallographie |
| Einschluss von Sand | Sandgeformte Teile innen und außen | sein | Visuell + PT |
| Riss | Scharfe Ecken, plötzliche Änderungen der Wandstärke | teilweise sichtbar | PT / MT |
| Verzerrung | Lange dünne Stücke insgesamt | sein | Drei-Koordinaten-KMG |
| Maßabweichungen | Trennflächen, Kernziehen | Verstopft | CMM + Grenzlehrdorn |
Praktische Ratschläge: Drucken Sie diese Tabelle aus und kleben Sie sie in die IQC-Station ein. Mit der ASTM E155-Referenzfolie können unerfahrene Qualitätsprüfer innerhalb einer Woche eine unabhängige Beurteilung vornehmen. In den nachfolgenden Kapiteln werden die Ursachen nach und nach beseitigt.
Warum die Qualität von Aluminiumgussteilen in China eine eigene Diskussion verdient
Auf China entfallen mehr als 45% der weltweiten Aluminiumgussproduktion (nach Angaben der Statista Globale Daten zur Aluminiumindustrie ), aber die extreme Zersplitterung der Industriestruktur - von Großkonzernen mit einer jährlichen Produktionskapazität von 100.000 Tonnen bis hin zur Koexistenz von Dorfgießereien mit einer jährlichen Produktionskapazität von einigen hundert Tonnen - hat zu gemeinsamen Mängeln im chinesischen Aluminiumguss geführt weist deutliche Merkmale einer Prozessschichtung auf.
Druckguss (HPDC) ist in der Yangtze River Delta und dem Pearl River Delta konzentriert, Ausrüstung Investitionsschwelle ist hoch, der Grad der Automatisierung ist relativ führend, aber die Porosität und kalte Trennung ist immer noch das schwierigste Problem; Schwerkraftgießen und Niederdruckguss ist vor allem in Shandong, Hebei, der Anteil der Werkstätten mit rudimentären Ausrüstung ist immer noch hoch; Sandguss ist eine große Anzahl von Outsourcing auf kleine Fabriken im Inland, die Wiederverwendung von Gießsand ist zu hoch, was zu dem häufigen Auftreten von Sand Keile.
Auf der Ebene der Lieferkette liegt der Anteil des verwendeten recycelten Aluminiums ADC12 bei 60% oder mehr, während einige kleine und mittlere Fabriken Aluminiumschrott verwenden, der keiner spektroskopischen Nachprüfung unterzogen wurde, um den Preis niedrig zu halten. Als ich einem deutschen Kunden im Jahr 2024 bei der Prüfung von 5 Kandidatenfabriken in der Umgebung von Ningbo half, stellte ich fest, dass der Wasserstoffgehalt von flüssigem Aluminium in 3 Fabriken 0,25 ml/100 g überstieg (die Sicherheitsgrenze der Industrie liegt bei 0,15), was direkt erklärt, warum das Röntgenbild der gesamten Produktcharge eine hohe Konzentration von Nadellöchern zeigte.
Wenn man diese industrielle Ökologie der "großen Fabriken an der Spitze und der kleinen Fabriken an der Basis" versteht, kann man nachvollziehen, warum die Mängel, auf die die Käufer in Übersee stoßen, geografische Gemeinsamkeiten aufweisen - das Porositätsproblem im nächsten Kapitel ist ein typisches Produkt dieser Schichtung der Lieferkette.
Ursachen und Vorbeugung von Porosität und Pinhole-Fehlern
Die Antwort ist einfach:Aluminiumguss Porosität ist in drei Kategorien unterteilt - Wasserstoff Porosität (rund, Innenwand hell), in der Porosität (unregelmäßig, Innenwand Oxidation dunkel), Pinhole (Durchmesser <1mm dichte Verteilung) beteiligt. Der Schlüssel zur Heilung liegt in der Kontrolle des Wasserstoffgehalts der Schmelze unter 0,15 ml/100 g Al, einer Rotationsentgasungsgeschwindigkeit von 350-450 U/min für 8-12 Minuten, einer Tiefe des Formauslassschlitzes von 0,08-0,15 mm und einer relativen Luftfeuchtigkeit in der Werkstatt von unter 65%. Jeder dieser vier Indizes, der außer Kontrolle gerät, ist der direkte Auslöser für das Porositätsproblem bei den häufigen Defekten in Chinas Aluminiumgussteilen.
Unterscheidung und Ursachen der drei Arten von Spaltöffnungen
- WasserstoffblendeAluminiumflüssigkeiten nehmen bei hohen Temperaturen Wasserstoff auf und scheiden ihn beim Erstarren aus. Die Wasserstofflöslichkeit verdoppelt sich mit jeder Temperaturerhöhung um 100 °C (siehe Broschüre ASM International Aluminium Alloys). Schmelztemperaturen über 760°C sind ein Zeichen für ein hohes Risiko.
- Invaginierende SpaltöffnungenDie Beschickungsgeschwindigkeit ist zu hoch oder die Anschnittturbulenzen, die durch die übliche Low-End-Druckgießanlage verursacht werden, haben keine Läufersimulation durchgeführt.
- LochblendeGewöhnlich Wasserstoff + Spuren von oxidierten Einschlüssen, die zusammenwirken, mit einem "Waben"-Bruch.
Durchsetzbare Indikatoren für die Prozesskontrolle
Als ich 2024 ein Prozessaudit in einer mittelgroßen Druckgießerei in Foshan durchführte, stellte ich fest, dass der Wasserstoffgehalt der ADC12-Schmelze 0,32 ml/100 g betrug - fast das Doppelte des Industriegrenzwertes. Nach der Einführung eines FDU-Rotationsentgasers von Foseco und der Erhöhung des Argondurchflusses von 8 l/min auf 15 l/min sank die Porosität der Charge von 7,81 TP3T auf 1,21 TP3T, wodurch in einem einzigen Monat etwa 140.000 RMB an Nacharbeitskosten eingespart wurden.
Umweltfaktoren werden oft unterschätzt: Die Luftfeuchtigkeit in der Werkstatt in Südchina kann während der Regenzeit 85% oder mehr erreichen, und durch unzureichendes Einbrennen der Ofenauskleidung und der Gießpfanne (200°C x 4 Stunden wird empfohlen) wird direkt Wasserstoff aus der Zersetzung von Wasserdampf eingeführt. Dies ist der Hauptgrund dafür, dass die gleiche Anlage im Frühjahr und Herbst einen stabilen Ertrag und im Sommer einen plötzlichen Abfall aufweist.
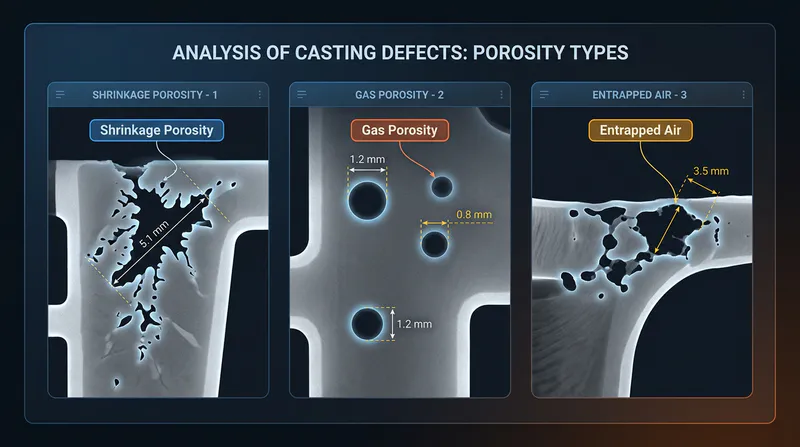
Unterscheidung von Porositätstypen durch Röntgen- und Schnittbildprüfung
direkte AntwortEs ist nicht möglich, die Ursache allein durch visuelle Inspektion oder durch die allgemeine Bezeichnung "übermäßige Porosität" zu finden. Der richtige Ansatz besteht darin, das Verteilungsmuster mit Röntgenstrahlen (RT) zu untersuchen und dann metallografische Schnitte der verdächtigen Teile anzufertigen, um die Merkmale der Porenwand zu beobachten: Wasserstoffporen sind kugelförmig mit hellen Porenwänden; Walzporen sind flach oder gerissen, mit oxidierten schwarzen Porenwänden; und Schrumpfung hat die Form eines dendritischen interkristallinen Netzes. Die drei Morphologien entsprechen drei völlig unterschiedlichen Rektifikationswegen.
Schlüsselparameter für die Röntgeninterpretation
Als ich letztes Jahr einen Tier-2-Kunden aus der Automobilindustrie bei der Überprüfung der Rücklaufserie einer Druckgießerei in Dongguan unterstützte, verwendete ich die ASTM E155 Standard-Referenztabelle Vergleich, durch die Lieferung der Marke für "Porosität" Mängel gefunden, gibt es 37% ist eigentlich Schrumpfung. Die beiden Rektifikation Richtung ist das Gegenteil - Luft Löcher zur Anpassung der Entgasung, Schrumpfung, um das Gießsystem und Kühlung zu ändern.
Vorgeschlagene Parameter für die RT-Prüfung: Röhrenspannung 150-200 kV, Empfindlichkeit bis zu 2-2T, Negativdichte 2,0-3,5 Unterhalb dieser Spezifikation werden Nadellöcher mit einem Durchmesser von weniger als 0,3 mm direkt aus der Beurteilung ausgeschlossen, was ein häufiger Fehler bei chinesischen Aluminiumgussteilen ist.
Probenahmestellen für die Schnittmetallographie
- ProbenahmestelleSchneiden Sie senkrecht entlang der Mitte des durch die RT angezeigten Defekts und lassen Sie dabei einen Rand von mindestens 5 mm frei, um eine sekundäre Kontamination zu vermeiden.
- Polieren + Ätzen mit Keller'schem Reagenz:: Beobachtung der Porenwände bei 100x - glänzende runde Poren = Hydrierung, Oxidfilmeinkapselung = kreisendes Gas
- SEM+EDSWird eine Mg- und O-Anreicherung in der Bohrung festgestellt, kann sie als oxidierte Schlacke mit Luftlöchern verschlossen werden, und der Schlackenentfernungsprozess muss zurückverfolgt werden.
Grundsätzlich gilt: Die Bestimmung der Stomata ohne Aufschneiden ist reine Spekulation.
Entstehungsmechanismus und Prozesskontrolle von Schrumpfungs- und Auflockerungsfehlern
direkte AntwortBei der Schrumpfung handelt es sich um eine makrokonzentrierte Porosität (in der Regel >1mm, in heißen Fugen) und bei der Schrumpfung um eine mikroskopische, interdendritische, verteilte Porosität (schwammig). Das Wesentliche bei beiden ist, dass die Erstarrungsschrumpfung nicht wirksam kompensiert wird - Aluminiumlegierungen schrumpfen vom flüssigen zum festen Zustand um ein Volumen von etwa 6,61 TP3T (siehe ASM International (Gießereihandbuch) sind Schwindungsfehler unvermeidbar, wenn die Speiserfüllschwindkanäle vorzeitig eingefroren werden.
Prozessunterscheidung zwischen Schrumpfung und Auflockerung
- KraterErscheint in der endgültigen Erstarrungszone (dicke und große Abschnitte, Kreuzungen von Sehnen und Platten), mit unregelmäßigen dunklen Schatten auf Röntgenstrahlen und rauen dendritischen Wänden der Löcher nach dem Schneiden.
- SchrumpfungVerteilt zwischen Dendriten, oft begleitet von Leckagen (Druckversagen), sind A356-Legierungen mit langen Erstarrungsintervallen besonders anfällig.
Typische Prozessmängel in chinesischen Gießereien
Letztes Jahr untersuchte ich in einer Schwerkraftgießerei in Foshan eine Charge von Getriebemänteln mit einer Schrumpfungsrate von 12%. Nach der Demontage der Form stellte ich fest, dass der Speisermodul nur das 0,9-fache der heißen Verbindungen betrug - viel weniger als der 1,2-fache Sicherheitsfaktor, der nach dem Chvorinov-Gesetz erforderlich ist. Dies ist der häufigste Konstruktionsfehler bei chinesischen Aluminiumgussteilen: Die Speiser werden nach Erfahrungswerten eingestellt, ohne dass der Modulus berechnet wird.
Ein weiterer übersehener Punkt istTemperaturgefälle. Qualifizierte sequenzielle Erstarrung erfordert eine Temperaturdifferenz vom anderen Ende bis zum Steigrohr ≥ 15 ° C / 100 mm. Viele Fabriken nur eine Reihe von Form Heizungen installiert, dicke Teile des kalten Eisen und der Gusseisenblock setzen beiläufig (sollte in der kupferbasierten oder Graphit kalten Eisen verwendet werden, um einen steileren Gradienten zu erhalten). Nach der Anpassung der Anlage Schrumpfungsrate bis zu 2,3%, Schrott Verluste um etwa 80.000 Yuan pro Monat reduziert.
Was das Gießsystem betrifft, so wird eine Kombination aus Gießen von unten und Entlüftung von oben empfohlen, und die Gießgeschwindigkeit wird auf 0,8-1,2 kg/s geregelt, um zu vermeiden, dass die turbulente Strömung des Schrumpfgases den Schrumpfkanal beeinträchtigt.
Ursachenanalyse von Kaltentmischung und Untergußmängeln
direkte AntwortCold shut (cold shut) ist die Vorderseite der beiden Metallströme treffen, wenn die Temperatur unterhalb der flüssigen Phase Linie wurde, kann nicht vollständig geschmolzen werden, um eine lineare Defekt bilden; Gießen unzureichend (misrun) ist das flüssige Metall in der Füllung Hohlraum vor der Erstarrung durch den lokalen Mangel an verursacht. Beide Fehler haben die gleiche Ursache, nämlich unzureichende Wärme. In den Statistiken über häufige Fehler bei Aluminiumgussteilen in China kann die Häufigkeit dieser beiden Fehlerarten bei dünnwandigen Teilen (Wandstärke <3 mm) 15-20% erreichen, was nach Porosität der zweitwichtigste Grund für die Rückgabe dünnwandiger Teile ist.
Die vier Grundursachen des Prozesses beseitigt
- Niedrige GießtemperaturDie übliche Gießtemperatur für die Legierung A356 sollte bei 700-740°C gehalten werden. Bei der Fehlersuche an einer Charge von Kfz-Halterungen auf Kaltentmischung in einer Schwerkraftgießerei in Foshan im Jahr 2022 stellte ich fest, dass die gemessene Temperatur des Warmhalteofens 38°C niedriger war als die auf dem Messgerät angezeigte - das Thermoelementgehäuse war verschlackt, was zu einer Abweichung der Messwerte führte. Durch die Kalibrierung verringerte sich die Kaltentmischungsrate von 121 TP3T auf 1,81 TP3T.
- Unzureichende Vorwärmung der FormSchwerkraftgießformen sollten eine Temperatur von 200-300°C erreichen, Druckgießformen 180-220°C. 5-10 Formen müssen vor dem Beginn der kalten Form fast sicher aus dem kalten Fach heraus sein.
- Missverhältnis zwischen Durchflussmenge und FüllzeitDruckguss: Druckguss-Innenangussgeschwindigkeiten sollten >30m/s sein, unter 25m/s besteht ein hohes Risiko der Kaltentmischung (siehe NADCA North American Die Casting Association Technical Manual).
- schlechte BelüftungDer Gegendruck im Hohlraum bremst die Metallfront ab und verdickt die Oxidschicht an der Oberfläche so weit, dass ein Schmelzen unmöglich wird.
Druckguss vs. Schwerkraftguss Differenzierung Gegenmaßnahmen
| Dimension (math.) | Druckgießen (HPDC) | Schwerkraft-/Niederdruckgießen |
|---|---|---|
| Hauptgrund | Unzureichende Füllgeschwindigkeit, verstopfte Entlüftungsstopfen | Niedrige Gießtemperatur, schlechtes Angussdesign |
| Gegenmaßnahmen | Vergrößerung des Querschnitts des Innenschiebers, Hinzufügen von Überlaufbehältern und Vakuumventilen | Erhöhen Sie die Gießtemperatur um 10-20 °C, verdicken Sie den geraden Anguss und heizen Sie die Form vor. |
Praktischer Rat: Bitten Sie den Lieferanten bei der Inspektion des Werks, das Erststückprotokoll zu öffnen, das Gießtemperaturprofil und die Daten zur Überwachung der Formtemperatur zu prüfen - ohne eine geschlossene Aufzeichnung des Werks werden die Kaltentmischungsfehler immer eine Metaphysik bleiben.
Quellen von Schlacken- und Einschlussfehlern und Clean-Melt-Management
direkte AntwortSchlackeneinschlüsse und nichtmetallische Einschlüsse sind harte Flecken oder schwarze Streifen, die entstehen, wenn Oxidfilm, feuerfeste Ablagerungen und Schlacketeilchen, die nicht von der Aluminiumflüssigkeit getrennt wurden, während der Erstarrung im Gussstück eingeschlossen werden. Sie machen etwa 15-20% der häufigsten Fehler bei Aluminiumgussteilen in China aus, und die Ursache liegt fast ausschließlich in einem Verlust der Kontrolle über die Sauberkeit der Schmelze - nicht des Gießens.
Vier Hauptverschmutzungsquellen
- oxidierte Schlacke (Geologie)Der Oxidfilm (Al₂O₃) auf der Oberfläche der Aluminiumflüssigkeit wird beim Umfüllen und Rühren mitgerissen. Jede Störung des Flüssigkeitsspiegels erzeugt eine neue Oxidschicht, siehe TWI Technische Informationen zu Gussfehlern.
- Abblättern der OfenauskleidungGraphittiegel oder Korundauskleidungen, die für mehr als 800 Ofenzyklen verwendet werden, beginnen Partikel abzuscheiden, oft in einer Größe von 50-200 μm.
- Übermäßiger Anteil an wiederverwertetem MaterialEinige inländische kleine und mittlere Fabriken zurück in den Ofen Material (Anguss + Schrott) entfielen so hoch wie 60-70%, weit über die empfohlene Obergrenze von 30-40%, die kumulative Wirkung der Oxidschicht ist offensichtlich.
- die Veredelung ist unvollständigHexachlorethan- oder Stickstoffveredelung für weniger als 5 Minuten, oder das Veredelungsmittel ist mit Feuchtigkeit verklebt.
Drei Verteidigungslinien für saubere Schmelzen
- klug und fähig:: Empfohlen wird die Rotationsblasentgasung (RDU) mit einem Stickstoffdurchsatz von 2-4 l/min, einer Drehzahl von 300-400 U/min und einer Behandlungszeit von 8-12 Minuten, wodurch der Wasserstoffgehalt auf weniger als 0,15 ml/100g reduziert wird.
- abstellenNach dem Läutern lassen Sie die Einschlüsse 10-15 Minuten schwimmen. Dieser Schritt wird oft ausgelassen, damit die heimische Pflanze den Takt findet.
- FiltrierungInstallation von 10ppi oder 20ppi Ceramic Foam Filter (CFF) im Anschnittsystem kann eine Effizienz der Einschlussentfernung von mehr als 80% erreichen.
Als ich 2024 einer Schwerkraftgießerei in Foshan half, ein Problem mit schwarzen Flecken im Hydraulikventilgehäuse zu lösen, zeigte die EDS-Analyse, dass der Hauptbestandteil der Einschlüsse SiO₂-Al₂O₃ war, was auf die sich ablösende Schlichte der Gießpfannenauskleidung zurückgeführt wurde. Nach dem Ersatz durch eine Beschichtung auf Zirkoniumbasis und dem Einbau von 20ppi-Filtern pro Ofen sank die Ausschussrate von 8,3% auf 1,1%, und die Kosten für die Nacharbeit wurden in einem einzigen Monat um 140.000 RMB gesenkt. Der Stückpreis der Filterschicht beträgt weniger als 8 Yuan, aber sie ist die kostengünstigste Verteidigungsmaßnahme.
Rissdefekte Erkennung und Vermeidung von Heiß- und Kaltrissen
direkte AntwortHot Rissbildung (hot Reißen) tritt in der festen Phase Rate von 85-95% Intervall am Ende der Erstarrung, Risse entlang der dendritischen Korngrenzen in Richtung der Querschnitt war Oxidation dunkel, Form Zickzack; kalten Rissbildung (kalte Rissbildung) tritt in der Kühlung oder Entformung Bühne nach der vollständigen Erstarrung, Risse durch den Kristall zu einer geraden Linie zu gehen, der Querschnitt des hellen Silber, oft begleitet von scharfen Kanten. Sowohl in China Aluminium-Gussteile der gemeinsamen Mängel entfielen etwa 15-20%, Unterscheidung ist falsch, die Richtung der Prävention ist völlig entgegengesetzt.
Rasche Beurteilung des Aussehens und des Stadiums der Ausbildung
- thermischer RissDie Risse befinden sich in der letzten Erstarrungszone (heiße Fugen, Wanddickenveränderung), die Oberfläche ist oxidiert und geschwärzt (die gerissene Oberfläche ist bei hohen Temperaturen einer sauerstoffhaltigen Atmosphäre ausgesetzt), die Rissspitze ist abgerundet und die Richtung ist gekrümmt. Die Flanschwurzel von A356-Sandteilen und der Bereich um die Auswerferstifte von ADC12-Druckgussteilen sind die Zonen mit hoher Prävalenz.
- KaltrissHeißrisse: Abseits von Heißverbindungen, die häufig nach dem Abkühlen nach der Entformung oder nach der T6-Härtung auftreten, ist die gerissene Oberfläche silbrig glänzend ohne oxidierte Farbe, und die Richtung des Risses verläuft gerade durch das Korn. Einzelheiten zum Mechanismus siehe Wikipedia - Heißrissbildung.
Parameterempfehlungen für A356 vs. ADC12
Bei der Fehlersuche im Zusammenhang mit der thermischen Rissbildung bei A356-T6-Fahrwerksteilen in einer Fabrik für Kfz-Halterungen in Suzhou habe ich einen Fe-Gehalt von 0,22% (im oberen Bereich) + eine Gießtemperatur von 740°C (im oberen Bereich) + eine Formvorwärmung von nur 150°C gemessen, wobei alle drei Faktoren überlagert waren. Anpassung: Fe-Regelung bei 0,12-0,15%, Gießtemperatur auf 715±5°C reduziert, Formtemperatur auf 220°C erhöht, Heißrissrate von 7,3% auf 0,4% reduziert. Bei ADC12-Druckgussteilen wird Kaltrissbildung meist durch vorzeitiges Entformen verursacht - es wird empfohlen, das Öffnen der Form nach dem Nachhalten des Drucks für 1,5-2 Sekunden zu verzögern, damit die Oberflächentemperatur des Gussteils auf 0,5°C sinken kann. Bei ADC12-Druckgussteilen werden Kaltrisse meist durch verfrühtes Entformen verursacht - es wird empfohlen, das Öffnen der Form um 1,5-2 Sekunden nach dem Nachdruck zu verzögern, so dass die Oberflächentemperatur des Gussteils vor dem Auswerfen auf unter 380°C gesenkt werden kann, und gleichzeitig sollte die Verteilung des Auswerferstabs vermeiden, sich auf die dünnwandigen Bereiche zu konzentrieren, was diese Art von häufigen Rissfehlern bei Aluminiumgussteilen erheblich reduzieren kann.
Die Temperatur des Abschreckwassers für die T6-Wärmebehandlung ist ebenfalls eine Schlüsselvariable: Die Eigenspannungen in A356-Teilen steigen drastisch an, wenn die Wassertemperatur unter 40 °C liegt. Es wird empfohlen, das Wasser bei 60-80 °C abzuschrecken, um ein Gleichgewicht zwischen der Festigkeit und dem Risiko der Rissbildung zu erreichen (siehe Technische Informationen der ASM Heat Treating Society).
Systemische Ursachen für Maßabweichungen und Deformationsprobleme
direkte AntwortMaßüberschreitungen sind selten das Ergebnis eines einzigen Prozesses, sondern eher das Ergebnis einer Ansammlung von fünf Fehlern: Formverschleiß + Schwindungsabweichungen + Entformungsspannungen + Rückprall bei der Wärmebehandlung + Abweichung vom Bearbeitungsnullpunkt. Ein Werk, das ein einzelnes Teil auf ±0,05 mm kontrolliert, kann am Ende ein Teil erhalten, das beim Stapeln ±0,3 mm abweicht - die am schwierigsten zu ermittelnde Kategorie häufiger Fehler bei chinesischen Aluminiumgussteilen.
Quantitative Untergliederung der fünf Fehlerquellen
- Abnutzung der FormDruckgussformen alle 100.000 Mal die Hohlraumgröße ändern von etwa 0,02-0,05 mm, Trennfläche Kollaps führt zu fliegen Rand Verdickung, Wandstärke Offset.
- Fehler bei der SchrumpfungA356 Schrumpfungsrate von 1,2-1,4%, aber die tatsächliche Schrumpfung von dünnwandigen Teilen als dickwandige Teile niedriger als 20-30%, wenn die Form nach der einheitlichen Schrumpfungsrate des offenen Systems, das Ende der großen Teile muss super schlecht sein.
- Verformung der EntformungDie ungleichmäßige Anordnung der oberen Stäbe führt zu einer lokalen plastischen Verformung, und die Streckgrenze der Aluminiumlegierung bei 500 °C ist geringer als 15% bei Raumtemperatur (siehe ASM International High Temperature Mechanical Data for Aluminium Alloys).
- T6 Wärmebehandlung VerformungEin Unterschied von 5°C in der Wassertemperatur während der Lösungsabschreckung kann zu einem zusätzlichen Verzug von 0,1-0,2 mm führen.
- maschinell hinzugefügte NullpunktverschiebungWenn der Rohteilnullpunkt nicht mit dem Konstruktionsnullpunkt übereinstimmt, wird der Fehler vollständig auf die kritischen Anschlussflächen übertragen.
Die Rolle von CMM und FAI bei der Chargenkontrolle
Im Jahr 2024 intervenierte ich bei einer Verformungsbeschwerde für einen Druckgusskunden aus Guangdong - 8-12 Halterungslöcher waren um mehr als 0,15 mm pro 100 Stück versetzt, und ein Vergleich des FAI-Berichts (First Article Inspection) ergab, dass der Lieferant nur drei Punkte mit einem Messschieber gemessen und keinen CMM-Scan in voller Größe durchgeführt hatte. Der Lieferant hatte nur drei Punkte mit Tasterzirkeln gemessen und keinen CMM-Scan in Originalgröße durchgeführt. Nach der Einführung von Zeiss CMM zur Durchführung des PPAP (Production Part Approval Process, siehe AIAG-Standard) mit 42 Merkmalspunkten sank die Fehlerquote im zweiten Monat auf 1,3%.
Praktischer Rat: Im Vertrag muss festgelegt werden, dass alle 2.000 Teile eine CMM-Prüfung in voller Größe durchgeführt wird, anstatt sich nur auf das erste Teil zu verlassen. Die Lebensdauerkurve von Formen ist ständig in Bewegung und kann nicht durch eine statische FAI erfasst werden.
Oberflächenfehler Fließspuren, kalte Bohnen, Schimmelbildung und Pockennarben
direkte AntwortDruckguss-Aluminium-Teile der vier wichtigsten Oberflächenfehler haben einen klaren Prozess Ursache - Flow Marks (Fließspuren) aus der Form Temperatur zu niedrig ist und das flüssige Metall entlang der Temperaturdifferenz; Kalte Bohnen (kalte Flocken) ist der Anguss in der Vorverfestigung von kleinen Partikeln in den Hohlraum beteiligt sind; Sticky Form (Löten) ist die Aluminium-Flüssigkeit und Form Stahl Diffusionsschweißen; Pitting (Lochfraß/Blasenbildung) ist meist auf die Rückstände von Formtrennmitteln oder die Abgasproduktion zurückzuführen. Diese Gruppe von häufigen Fehlern bei chinesischen Aluminiumgussteilen ist ein Null-Toleranz-Punkt bei Außenteilen von Automobilen und Haushaltsgeräten.
Parametrische Kontrollgrenzen für vier Arten von Oberflächenfehlern
- FließnarbeDie Risiken steigen, wenn die Formtemperatur unter 180°C liegt. ADC12 Druckguss empfiehlt eine Formtemperatur von 200-240°C und eine niedrige Einspritzgeschwindigkeit von <0,3m/s, um ein vorzeitiges Abkühlen der Vorderkante zu vermeiden.
- kalte BohneKuchenrückstände und Angusshülsentemperaturen <150°C sind die Hauptursachen. Eine Verkürzung der Öffnungs- und Schließintervalle der Form und eine unabhängige Öltemperaturkontrolle der Angusshülse (bei 180-200°C) können kalte Bohnen über 90% beseitigen.
- in eine Form klebenAluminiumlösung mit einem Fe-Gehalt <0,8% hat eine sehr starke Affinität zu H13-Werkzeugstahl. Lösung - Nitrierschichttiefenkontrolle 0,1-0,15mm, oder verwenden Sie die Oerlikon Balzers von PVD-Beschichtungen (z. B. CrN, AlTiN) kann die Häufigkeit des Anhaftens der Matrize von 121 TP3T auf weniger als 11 TP3T reduziert werden.
- pockennarbigDas Verdünnungsverhältnis des Trennmittels sollte stabil bei 1:80-1:100 liegen, und die Einblaszeit nach dem Sprühen sollte ≥1,5 Sekunden betragen, um sicherzustellen, dass das Wasser verdampft, da sonst der restliche Wasserdampf verdampft und beim Schließen der Form punktförmige Blasen bildet.
Toleranzgrenzen für Außenteile
Als ich im Jahr 2024 eine Charge druckgegossener Türgriffe für ein deutsches Automobilunternehmen prüfte, wurde die Zeichnung des Kunden mit A-Seiten-Fehlern ≤ Φ0,3 mm und nicht mehr als 2 Punkten pro 100 cm² gekennzeichnet - ein typischer Standard für die Außenverkleidung von Kraftfahrzeugen. Geräteaußenteile (z. B. Klimaanlagenverkleidung) sind relativ nachsichtig und erlauben Φ0,5 mm, aber solange eine Nachbehandlung durch Sandstrahlen oder Eloxieren erfolgt, werden Fließspuren und Lochfraß vergrößert und sichtbar und müssen im Druckgussverfahren auf einmal korrekt beseitigt werden, wobei die Kosten für die Beseitigung im hinteren Bereich 8-10 mal so hoch sind wie im vorderen Bereich.
Eine unzureichende Schließkraft (projiziertes Flächenverhältnis <1,3-fach) führt zu fliegenden Kanten und Pockennarben, und der Hochgeschwindigkeitsschaltpunkt der Einspritzgeschwindigkeitskurve kann um 10 ms vorverlegt werden, um die Fließspuren deutlich zu verbessern - diese detaillierten Parameter sind die eigentlichen Schwellenwerte für die Unterscheidung der qualifizierten Lieferanten von den Spitzenlieferanten. Die von der North American Die Casting Association (NADCA) herausgegebenen Standards zur Einstufung der Oberflächenqualität (Grade 1-5) können als Grundlage für die Akzeptanz herangezogen werden.























