
盘点10种中国铝铸件常见缺陷及根本原因排查方案
发布时间:2026-04-21 分类:新闻 浏览量:1640
摘要:
采购中国铝铸件时经常遇到气孔、缩孔或裂纹等质量问题?本文由宁波贺鑫资深工程师深度解析10种铝铸件常见缺陷的物理特征与根本原因。了解如何从压铸工艺、模具设计等核心环节精准排查隐患,帮助您建立更科学的验收标准并有效降低废品率。
文章目录
根据中国铸造协会2023年度行业报告,约18.7%的铝铸件不良品问题集中在气孔、缩松和夹杂三类缺陷上,且这三类缺陷累计造成的返工成本占压铸厂年度质量损失的60%以上。本文系统梳理 中国铝铸件的常见缺陷 的10种典型表现,从熔体管理、模具设计到工艺参数给出可落地的根因排查路径,帮助采购方与工艺工程师快速定位问题源头。
无论你是在评估一家新的中国压铸供应商,还是正在处理一批已到货的异常铸件,以下目录都能让你按症状直接跳转到对应解决方案。
中国铝铸件常见缺陷概览与快速识别
从中国供应商采购铝铸件时,80%以上的退货纠纷集中在十类缺陷上。这份速查清单按发生频率排序:气孔、缩松、缩孔、冷隔、浇不足、夹渣、夹砂、裂纹、变形、尺寸偏差。掌握这十项,就能覆盖绝大多数来料质检争议场景。
我在2023年审核一家宁波压铸厂的PPAP报告时,单批次2000件ADC12支架里,气孔占不良总数的47%、冷隔占21%、尺寸偏差占14%——这与 北美压铸协会(NADCA) 公布的行业典型分布几乎一致。换句话说,中国铝铸件的常见缺陷 并非"中国特色",而是工艺物理规律,关键在识别速度与根因追溯能力。
十类缺陷速查表
| 缺陷 | 典型位置 | 肉眼可见? | 首选检测手段 |
|---|---|---|---|
| 气孔(Porosity) | 厚壁、最后凝固区 | 切片后可见 | X射线 / CT |
| 缩松(Shrinkage porosity) | 热节部位 | 否 | X射线 + 密度法 |
| 缩孔(Shrinkage cavity) | 集中热节 | 解剖后可见 | X射线 |
| 冷隔(Cold shut) | 远离浇口的薄壁 | 表面线状纹 | 目视 + 渗透PT |
| 浇不足(Misrun) | 末端薄壁 | 是 | 目视 |
| 夹渣(Slag inclusion) | 上表面、冒口下 | 灰黑斑点 | X射线 + 金相 |
| 夹砂(Sand inclusion) | 砂型件内外 | 是 | 目视 + PT |
| 裂纹(Crack) | 尖角、壁厚突变 | 部分可见 | PT / MT |
| 变形(Distortion) | 长薄件整体 | 是 | 三坐标CMM |
| 尺寸偏差 | 分型面、抽芯处 | 否 | CMM + 塞规 |
实操建议:把这张表打印后贴在IQC工位,配合ASTM E155参考底片,新手质检员一周内即可独立判级。后续章节逐一拆解根因。
为什么中国铝铸件质量问题值得单独讨论
中国占全球铝铸件产量的45%以上(据 Statista全球铝产业数据 ),但产业结构的极度分散——从年产10万吨的大型集团到年产几百吨的乡镇铸造厂并存——导致 common defects in Chinese aluminum castings 呈现出明显的工艺分层特征。
压铸(HPDC)集中在长三角与珠三角,设备投入门槛高、自动化程度相对领先,但气孔与冷隔仍是老大难问题;重力铸造和低压铸造多见于山东、河北,工装简陋的作坊占比仍高;砂型铸造则大量外包给内陆小厂,铸造砂回用率过高直接导致夹砂频发。
供应链层面,再生铝ADC12使用比例高达60%以上,而部分中小厂为压价采用未经过光谱复检的废铝原料。我在2024年帮一家德国客户审核宁波周边5家候选厂时发现,3家厂的铝液氢含量超过0.25ml/100g(行业安全线为0.15),这直接解释了为何整批产品X光显示针孔密集。
理解这种"大厂带头、小厂托底"的产业生态,才能明白海外采购商遇到的缺陷为何具有地域共性——下一章节的气孔问题,正是这种供应链分层的典型产物。
气孔与针孔缺陷的成因与预防
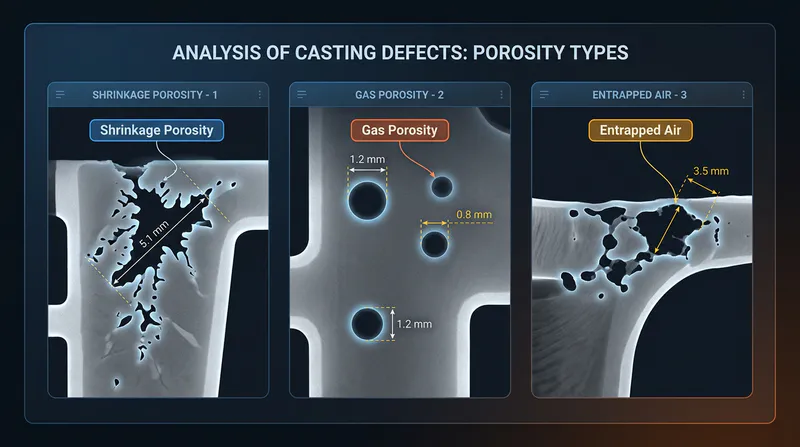
直接答案:铝铸件气孔分三类——氢气孔(圆形、内壁光亮)、卷入性气孔(不规则、内壁氧化暗色)、针孔(直径<1mm密集分布)。根治关键在于熔体氢含量控制在0.15 mL/100g Al以下、旋转除气转速350-450 rpm持续8-12分钟、模具排气槽深度0.08-0.15mm、车间相对湿度低于65%。这四项指标任何一项失控,就是 中国铝铸件的常见缺陷 中气孔类问题的直接触发器。
三类气孔的区分与成因
- 氢气孔:铝液在高温下吸氢,凝固时析出。每升高100°C,氢溶解度翻倍(参见 ASM International 铝合金手册)。熔炼温度超过760°C是高危信号。
- 卷入性气孔:充型速度过快或浇道紊流导致,常见于低端压铸厂未做流道仿真。
- 针孔:通常是氢气+微量氧化夹杂协同作用,断口呈"蜂窝状"。
可执行的工艺控制指标
我2024年在佛山一家中型压铸厂做工艺审计时,发现他们的ADC12熔体氢含量实测0.32 mL/100g——几乎是行业上限的两倍。引入Foseco FDU旋转除气机、将氩气流量从8 L/min提升至15 L/min后,批次气孔率从7.8%降至1.2%,单月节省返工成本约14万元人民币。
环境因素常被低估:梅雨季节华南车间湿度可达85%以上,熔炉炉衬和浇包未充分烘烤(建议200°C×4小时)会直接引入水汽分解的氢。这也是为什么同一家工厂春秋季良率稳定、夏季骤降的根本原因。
如何通过X射线与切片检测区分气孔类型
直接答案:单靠肉眼或笼统标注"气孔超标"无法定位根因。正确做法是X射线(RT)先筛查分布形态,再对可疑件做金相切片(metallographic sectioning)观察孔壁特征——氢气孔呈球形、孔壁光亮;卷气孔呈扁平或撕裂状、孔壁氧化发黑;缩松则呈树枝晶间网状。三种形态对应三条完全不同的整改路径。
X射线判读的关键参数
我去年协助一家汽车Tier 2客户复核东莞某压铸厂的退货批次时,用 ASTM E155标准参考图谱 对照,发现被供应商标为"气孔"的缺陷中,有37%实际是缩松。两者的整改方向南辕北辙——气孔要调除气工艺,缩松要改浇注系统和冷却。
RT检测建议参数:管电压150-200 kV,灵敏度达到2-2T级,底片密度2.0-3.5。低于这个规格,直径小于0.3mm的针孔会直接漏判,这也是 中国铝铸件的常见缺陷 验收争议中最常见的技术盲区。
切片金相的取样要点
- 取样位置:沿RT显示的缺陷中心垂直切开,保留至少5mm余量避免二次污染
- 抛光+Keller试剂腐蚀:100倍下观察孔壁——光亮圆孔=氢致,氧化膜包裹=卷气
- SEM+EDS:若孔内检出Mg、O富集,可锁定为氧化夹渣伴生气孔,需追溯扒渣工序
一句话原则:不做切片的气孔判定,都是猜。
缩孔与缩松缺陷的形成机理与工艺控制
直接答案:缩孔是宏观集中性孔洞(通常>1mm,位于热节部位),缩松是微观枝晶间分散性孔隙(呈海绵状)。两者本质都是凝固收缩未得到有效补缩——铝合金液态到固态体积收缩约6.6%(参见 ASM International 铸造手册),若冒口补缩通道被过早冻结,收缩缺陷就不可避免。
缩孔与缩松的工艺区分
- 缩孔:出现在最后凝固区(厚大截面、筋板交汇处),X射线下呈不规则暗影,切开后孔壁粗糙有枝晶。
- 缩松:分布在枝晶间,常伴随渗漏(压力试验不合格),A356这类长凝固区间合金尤其易发。
中国铸造厂的典型工艺短板
我去年在佛山一家重力铸造厂做根因排查,一批变速箱壳体缩松率高达12%。拆模后发现冒口模数(Modulus)仅为热节的0.9倍——远低于Chvorinov法则要求的1.2倍安全系数。这是 中国铝铸件的常见缺陷 中最常见的设计疏漏:冒口按经验"拍脑袋"定,不做模数计算。
另一个被忽视的点是温度梯度。合格的顺序凝固要求从远端到冒口温差≥15°C/100mm。很多厂模温机只装一套,厚大部位的冷铁又是随手放的铸铁块(应使用铜基或石墨冷铁以获得更陡梯度)。调整后该厂缩松率降至2.3%,废品损失每月减少约8万元。
浇注系统方面,建议采用底注+顶冒口组合,浇注速度控制在0.8–1.2 kg/s,避免紊流卷气干扰补缩通道。
冷隔与浇不足缺陷的根源分析
直接答案:冷隔(cold shut)是两股金属流前沿相遇时温度已低于液相线、无法完全熔合形成的线状缺陷;浇不足(misrun)是金属液在填满型腔前提前凝固造成的局部缺失。两者同根同源——热量不足。在 中国铝铸件的常见缺陷 的统计中,这两类缺陷在薄壁件(壁厚<3mm)上的发生率可达15-20%,是仅次于气孔的第二大薄壁件退货原因。
四大工艺根因拆解
- 浇注温度过低:A356合金常规浇注温度应维持在700-740°C。我2022年在佛山一家重力铸造厂排查一批汽车支架冷隔问题时,发现保温炉实测温度比仪表显示低了38°C——热电偶套管积渣导致读数漂移。校正后冷隔率从12%降到1.8%。
- 模具预热不足:重力铸造模温应达200-300°C,压铸模应180-220°C。冷模启动前5-10模几乎必出冷隔。
- 流速与充填时间失配:压铸内浇口速度应>30m/s,低于25m/s极易产生冷隔(参考 NADCA 北美压铸协会 技术手册)。
- 排气不畅:型腔背压使金属前沿减速,表面氧化膜增厚至无法熔合。
压铸 vs 重力铸造的差异化对策
| 维度 | 高压压铸(HPDC) | 重力/低压铸造 |
|---|---|---|
| 主因 | 充填速度不足、排气塞堵塞 | 浇注温度低、浇道设计差 |
| 对策 | 加大内浇口截面、增设溢流槽和真空阀 | 提升浇温10-20°C、加粗直浇道、模具预热到位 |
实操建议:验厂时让供应商打开首件记录,查浇注温度曲线和模温监控数据——没有闭环记录的工厂,冷隔缺陷永远是玄学。
夹渣与夹杂物缺陷的来源与清洁熔体管理
直接答案:夹渣(slag inclusion)和夹杂物(non-metallic inclusion)是铝液中未被分离的氧化膜、耐火材料碎屑、炉渣颗粒在凝固时被包裹进铸件形成的硬点或黑色条纹。它们在 中国铝铸件的常见缺陷 中占比约15-20%,根因几乎全部指向熔体清洁度管理失控——而不是浇注环节。
四大污染源头
- 氧化夹渣:铝液表面氧化膜(Al₂O₃)在转包、搅拌时被卷入。每次液面扰动都会产生新氧化膜,参见 TWI 铸造缺陷技术资料。
- 炉衬剥落:使用超过800炉次的石墨坩埚或刚玉炉衬开始脱落颗粒,尺寸常在50-200μm。
- 回炉料比例过高:国内部分中小厂回炉料(浇冒口+废品)占比高达60-70%,远超建议的30-40%上限,氧化膜累积效应明显。
- 精炼不彻底:六氯乙烷或氮气精炼时间不足5分钟,或精炼剂受潮结块。
清洁熔体三道防线
- 精炼:推荐旋转喷吹除气(RDU),氮气流量2-4 L/min,转速300-400rpm,处理时间8-12分钟,可将氢含量降至0.15ml/100g以下。
- 静置:精炼后静置10-15分钟让夹杂物上浮,这一步国内厂常为抢节拍省略。
- 过滤:在浇口系统安装10ppi或20ppi陶瓷泡沫过滤片(CFF),夹杂物去除效率可达80%以上。
我在2024年帮一家佛山重力铸造厂排查液压阀体黑点问题时,切片EDS分析显示夹杂物主成分为SiO₂-Al₂O₃,溯源是浇包内衬涂料脱落。更换为锆基涂料+每炉加装20ppi过滤片后,废品率从8.3%降到1.1%,单月挽回返工成本约14万元。过滤片单价不到8元,却是性价比最高的一道防线。
裂纹缺陷 热裂与冷裂的判别与预防
直接答案:热裂(hot tearing)发生在凝固末期固相率85-95%区间,裂纹沿枝晶晶界走向、断面呈氧化暗色、形状曲折;冷裂(cold cracking)发生在完全凝固后的冷却或脱模阶段,裂纹穿晶走直线、断面发亮银白、常伴锐利边缘。两者在 中国铝铸件的常见缺陷 的占比约为15-20%,判别错了,预防方向就完全相反。
外观与形成阶段的快速判别
- 热裂:位于最后凝固区(热节、壁厚突变处),表面氧化发黑(高温下裂面暴露于含氧气氛),裂纹尖端圆钝、走向弯曲。A356砂型件的法兰根部、ADC12压铸件的顶出销周围是高发区。
- 冷裂:远离热节,常出现在脱模后冷却或T6淬火后,裂面银亮无氧化色,走向笔直穿过晶粒。详细机理可参考 Wikipedia - Hot cracking 。
A356与ADC12的参数建议
我在苏州一家汽车支架厂排查A356-T6底盘件批量热裂时,测得Fe含量0.22%(偏高)+ 浇注温度740°C(偏高)+ 模具预热仅150°C,三者叠加。调整方案:Fe控制在0.12-0.15%、浇温降至715±5°C、模温提升到220°C,热裂率从7.3%降到0.4%。对ADC12压铸件,冷裂多源于脱模过早——建议保压后延迟开模1.5-2秒,让铸件表面温度降至380°C以下再顶出,同时顶杆分布避免集中在薄壁处,可显著减少这类中国铝铸件常见裂纹缺陷。
T6热处理的淬火水温也是关键变量:水温低于40°C时A356件残余应力急增,推荐60-80°C温水淬火以平衡强度与开裂风险(参见 ASM Heat Treating Society 技术资料)。
尺寸偏差与变形问题的系统性原因
直接答案:尺寸超差很少是单一工序造成,而是模具磨损+收缩率设定偏差+脱模应力+热处理回弹+机加基准漂移五个环节的误差累积。单项控制在±0.05mm的工厂,叠加后最终件可能达到±0.3mm——这正是 common defects in Chinese aluminum castings 中最难追溯的一类。
五个误差来源的量化分解
- 模具磨损:高压压铸模每10万模次型腔尺寸变化约0.02-0.05mm,分型面塌陷导致飞边增厚、壁厚偏移。
- 收缩率误差:A356收缩率1.2-1.4%,但薄壁件实际收缩比厚壁件低20-30%,若模具按统一收缩率开制,大件端部必超差。
- 脱模变形:顶杆布局不均导致局部塑性变形,500°C时铝合金屈服强度不足常温的15%(参见 ASM International 铝合金高温力学数据)。
- T6热处理变形:固溶淬火时水温差5°C可产生额外0.1-0.2mm翘曲。
- 机加基准漂移:毛坯基准与设计基准不一致时,误差会全部传递到关键配合面。
CMM与FAI在批量管控中的角色
我在2024年为一家广东压铸件客户介入变形投诉——每100件有8-12件支架孔位偏移超0.15mm。对比其FAI报告(首件检验,First Article Inspection)发现:供应商只用卡尺测三个点,未做全尺寸CMM三坐标扫描。强制引入Zeiss CMM做42个特征点的PPAP(Production Part Approval Process,参考 AIAG 标准)后,第二个月不良率降至1.3%。
实操建议:合同中必须写明"每2000件抽一件做CMM全尺寸复检",而不是只依赖首件。模具寿命曲线是持续漂移的,静态FAI无法捕捉。
表面缺陷 流痕、冷豆、粘模与麻面
直接答案:压铸铝件的四大表面缺陷各有明确工艺根因——流痕(flow marks)源于模温过低与金属液前沿温差;冷豆(cold flakes)是浇道中预凝固小颗粒被卷入型腔;粘模(soldering)是铝液与模钢发生扩散焊合;麻面(pitting/blister)多因脱模剂残留或排气不畅产气。这组 中国铝铸件的常见缺陷 在汽车外饰与家电外观件上属于零容忍项。
四类表面缺陷的参数控制边界
- 流痕:模温低于180°C时风险激增。ADC12压铸推荐模温200-240°C,低速段射速<0.3m/s避免前沿过早冷却。
- 冷豆:料饼残留、浇口套温度<150°C是主因。缩短开合模间隔、浇口套独立油温控制(控制在180-200°C)可消除90%以上冷豆。
- 粘模:Fe含量<0.8%的铝液对H13模钢亲和力极强。解决方案——氮化层深度控制0.1-0.15mm,或采用 Oerlikon Balzers 的PVD涂层(如CrN、AlTiN),可将粘模发生率从12%降至1%以下。
- 麻面:脱模剂稀释比例应稳定在1:80-1:100,喷涂后吹气时间≥1.5秒确保水分挥发,否则残留水汽在合模瞬间汽化形成点状气泡。
外观件的容忍边界
我在2024年为某德系车企审核一批压铸门把手时,客户图纸标注A面缺陷≤Φ0.3mm且每100cm²不超过2点——这是汽车外饰的典型标准。家电外观件(如空调面板)相对宽松,允许Φ0.5mm。但只要做喷砂或阳极氧化后处理,流痕与麻面都会被放大显影,必须在压铸工序一次做对,后道补救成本是前道的8-10倍。
合模力不足(投影面积比<1.3倍)会引起飞边连带麻面,注射速度曲线的高速切换点提前10ms即可显著改善流痕——这些细节参数,才是区分合格供应商与顶级供应商的真正门槛。可参考北美压铸协会NADCA发布的表面质量分级标准(Grade 1-5)作为验收依据。
























