
Yarı katı metal döküm işlemi
Yayınlanma Tarihi:2024-08-03 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:10850
Makale kataloğu[Gizli]
1. Genel Bakış
1971 yılında Massachusetts Teknoloji Enstitüsü'nden D.B. Spencer ve M.C. Flemings'in yeni bir karıştırmalı döküm (stir cast) prosesi icat etmesinden bu yana, yani yarı katı metal (SSM) döküm prosesi teknolojisi 20 yılı aşkın bir araştırma ve geliştirme sürecinden geçtiğinden beri Sr15% Pb reolojik bulamacı hazırlamak için dönen bir çift namlulu mekanik karıştırma yöntemi kullanılmaktadır. Karıştırmalı döküm ile hazırlanan alaşımlar genellikle dendritik olmayan organizasyon alaşımları veya Kısmen Katılaşmış Döküm Alaşımları (PSCA) olarak bilinir. Bu teknolojiyi kullanan ürünler yüksek kalite, yüksek performans ve yüksek alaşım özellikleri nedeniyle güçlü bir canlılığa sahiptir. Askeri teçhizattaki uygulamalara ek olarak, esas olarak otomobiller için, örneğin otomobil tekerlekleri için performansı artırabilen, ağırlığı azaltabilen ve hurda oranını düşürebilen temel bileşenlere odaklanmaya başladı. O zamandan beri, yavaş yavaş diğer alanlarda da uygulamalar kazanmış, yüksek performanslı ve ağa yakın şekillendirme bileşenleri üretmiştir. Yarı katı metal döküm prosesi şekillendirme makineleri de tanıtıldı. Ağırlığı 7 kg veya daha fazla olan parçalar oluşturan 600 tondan 2000 tona kadar yarı katı döküm kalıp döküm makinesi geliştirilmiş ve üretilmiştir. Şu anda, Amerika Birleşik Devletleri ve Avrupa'da, proses teknolojisi daha yaygın olarak kullanılmaktadır. Yarı katı metal döküm işlemi, 21. yüzyılın en umut verici ağa yakın şekillendirme ve yeni malzeme hazırlama teknolojilerinden biri olarak kabul edilir.
2、Süreç Prensibi
Yarı katı döküm işleminin prensibi, sıvı metalin katılaşması sırasında güçlü çalkalama uygulayarak, geleneksel dökümde oluşan dendritik ağ iskeletinin kırılması ve sıvı fazda asılı dağınık granüler bir organizasyona dönüşmesi gerçeğinde yatmaktadır. Katı faz oranı belirli bir seviyeye ulaştığında (0,5-0,6 gibi) bu yarı katı bulamaç hala belirli bir akışkanlık derecesini koruyabilir ve bu dakalıp dökümEkstrüzyon ve kalıpta dövme gibi geleneksel şekillendirme prosesleri, döküm kalitesini optimize etmek ve verimliliği artırmak için metali işler.
3. Alaşım Hazırlama
Yarı katı alaşımları hazırlamak için birçok yöntem vardır, mekanik karıştırma yöntemine ek olarak, son yıllarda elektromanyetik karıştırma yöntemi, elektromanyetik darbe yükleme yöntemi, ultrasonik titreşim karıştırma yöntemi, dış kuvvet etkisi altında kavisli kanal boyunca alaşım sıvısının zorla akışı, gerinim kaynaklı erime aktivasyon yöntemi (SIMA), sprey biriktirme yöntemi (Sprey), alaşım döküm sıcaklığının kontrolü yöntemi vb. geliştirilmiştir. Bunlar arasında elektromanyetik karıştırma yöntemi, alaşım döküm sıcaklığını kontrol etme yöntemi ve SIMA yöntemi endüstriyel uygulama için en fazla potansiyele sahip yöntemlerdir.
3.1 Mekanik karıştırma yöntemi
Mekanik karıştırma, yarı katı alaşımların hazırlanmasında kullanılan en eski yöntemdi. Flemings ve arkadaşları, dişleri olan eş merkezli bir iç ve dış silindirden (dış silindir döner ve iç silindir sabittir) oluşan bir karıştırma cihazı ile kalay-kurşun alaşımının yarı katı bir bulamacını başarıyla hazırladılar; H. Lehuy ve arkadaşları, karıştırma kürekleri ile alüminyum-bakır alaşımı, çinko-alüminyum alaşımı ve alüminyum-silikon alaşımının yarı katı bulamaçlarını hazırladılar. Daha sonra, karıştırıcı geliştirilmiş ve ZA-22 alaşımının yarı katı bulamacını hazırlamak için spiral bir karıştırıcı kullanılmıştır. İyileştirme sayesinde, bulamacın karıştırma etkisi geliştirilmiş, metal sıvının kalıp içindeki genel akış gücü güçlendirilmiş ve dökümü teşvik etmek ve külçenin mekanik özelliklerini iyileştirmek için metal sıvıda aşağı doğru basınç oluşturulmuştur.
3.2 Elektromanyetik karıştırma yöntemi
Elektromanyetik karıştırma, metal sıvıyı karıştırma amacına ulaşmak için indüklenmiş akım üretmek için metal sıvıda dönen elektromanyetik alanın, hareketin etkisi altında Lorentz manyetik kuvvetindeki metal sıvının kullanılmasıdır. Şu anda, dönen manyetik alan üretmek için iki ana yöntem vardır: biri indüksiyon bobininin içinden alternatif akım geçirmenin geleneksel yöntemidir; diğeri ise 1993 yılında Fransa'dan C.Vives tarafından tanıtılan dönen sabit mıknatıs yöntemidir, bunun avantajı elektromanyetik indüktörün yüksek performanslı sabit manyetik malzemeden oluşması ve içinde üretilen manyetik alanın yüksek mukavemetli olması ve sabit mıknatısların düzenini değiştirerek metal sıvının belirgin üç boyutlu akış üretmesini sağlayabilir. Karıştırma etkisi iyileştirilir ve karıştırma sırasında gaz katılımı azaltılır.
3.3 Gerinim Kaynaklı Eriyik Aktivasyon Yöntemi (SIMA)
Gerilme Kaynaklı Erime Aktivasyonu (SIMA), geleneksel bir külçenin önceden deforme edildiği, örneğin ekstrüzyon, haddeleme vb. ile sıcak işlenerek güçlü bir uzun deformasyon yapısına sahip bir mikro yapıya sahip yarı mamul bir çubuk haline getirildiği ve daha sonra belirli bir süre boyunca katı-sıvı iki fazlı bölgeye izotermal olarak ısıtıldığı, uzun tanelerin ince parçacıklara dönüştürüldüğü ve daha sonra amorf dendritik bir organizasyona sahip bir külçe elde etmek için hızla soğutulduğu bir işlemdir. SIMA işleminin etkisi esas olarak sıcak çalışma ve yeniden eritme iki aşamasının düşük sıcaklığına bağlıdır veya ikisi arasına bir soğuk çalışma aşaması eklenir, işlem daha kontrol edilebilir.SIMA teknolojisi, çeşitli yüksek ve düşük erime noktalı alaşım serileri için uygundur, özellikle dendritik olmayan alaşımın daha yüksek erime noktasının hazırlanması için benzersiz bir üstünlüğe sahiptir. Alaşımın yaklaşık 20um dendritik olmayan organizasyonunun tane boyutunu elde etmek için paslanmaz çelik, takım çeliği ve bakır alaşımları, alüminyum alaşım serilerine başarıyla uygulanmıştır, yarı katı şekillendirme hammaddeleri hazırlamak için rekabetçi bir yöntem haline gelmektedir. Bununla birlikte, en büyük dezavantajı, hazırlanan boşlukların küçük boyutudur.
3.4 Son yıllarda geliştirilen yeni yöntemler
Son yıllarda, Southeast Üniversitesi'nde ve Japonya'daki Aresty Enstitüsü'nde, yeni başlayan dendritik organizasyonun, alaşımın dökülme sıcaklığı kontrol edilerek küresel bir organizasyona dönüştürülebileceği bulunmuştur. Bu yöntemin özelliği, alaşım elementleri eklemeye veya karıştırmaya gerek olmamasıdır.V.Dobatkin ve arkadaşları, sıvı metale bir arıtma maddesi ekleyerek ve bunları ultrasonik olarak işleyerek yarı katı külçeler elde etmek için bir yöntem önermişlerdir ki bu yönteme ultrasonik işlem yöntemi adı verilmektedir.
4. Şekillendirme yöntemi
Yarı katı alaşımları oluşturmanın birçok yöntemi vardır, bunlardan başlıcaları şunlardır:
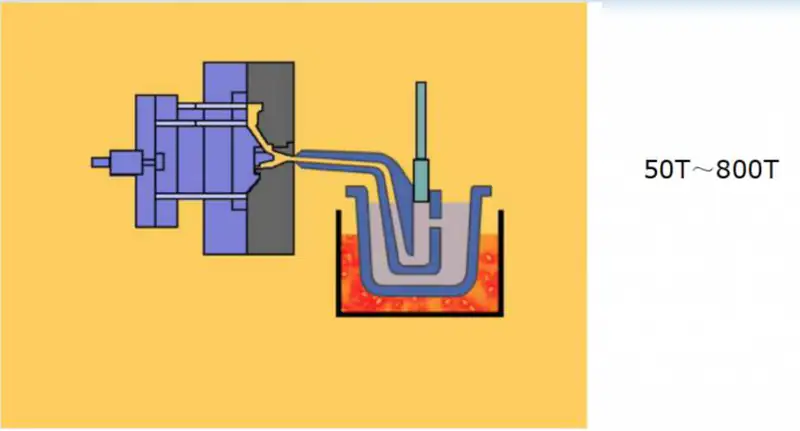
(1) Reokasting(Rheoforming, Rheocast) Metal sıvının sıvı fazdan katı faza belirli bir katı faz fraksiyonunda soğutulması sırasında yoğun karıştırma ile elde edilen yarı katı metal bulamacının doğrudan kalıp dökümü veya ekstrüzyon kalıplaması. 1 Basınçlı döküm alaşımı 2 Sürekli alaşım sıvısı beslemesi 3 İndüksiyon ısıtıcı 4 Soğutucu 5 Reolojik olarak dökülmüş külçe 6 Enjeksiyon odası 7 Basınçlı döküm kalıbı Örneğin, R. Shibata ve arkadaşları, elektromanyetik karıştırma yöntemiyle hazırlanan yarı katı bir alaşım bulamacını, şekillendirme için doğrudan bir basınçlı döküm makinesinin enjeksiyon odasına beslemek için kullanmışlardır. Bu yöntemle üretilen alüminyum alaşımlı dökümlerin mekanik özellikleri ekstrüzyon dökümlerinkinden daha yüksektir ve yarı katı tiksotropik dökümlerinkiyle karşılaştırılabilir. Sorun, yarı katı metal bulamacının korunması ve dağıtım zorluklarıdır, bu nedenle gerçek uygulama çok fazla değildir.
(2) Tiksotropik döküm(Thixoforming, Thixocast) Dendritik olmayan organizasyonun hazırlanmış ingot kütüklerinin katı-sıvı bölgesinde uygun bir viskoziteye kadar yeniden ısıtıldıktan sonra kalıp dökümü veya ekstrüzyonu. Amerika Birleşik Devletleri'nde EOPCO, HPM Corp, Prince Machine ve THT Presses, İsviçre'de Buhler, İtalya'da IDRA USA ve Italpresse of America, Kanada'da Producer USA ve Japonya'da Toshiba Machine Corp ve UBE. Machinery Services, vb. yarı katı alüminyum alaşımlarının dokunsal şekillendirilmesi için özel ekipmanlar üretebilmiştir. Kütük ısıtma yöntemi, otomasyonun elde edilmesi kolay taşıma, bu nedenle günümüzün ana işlem yöntemlerinin yarı katı dökümüdür.
(3) Enjeksiyon kalıplama(Enjeksiyon Kalıplama) doğrudan erimiş metal sıvısına (yarı katı bulamacın işlenmesinden sonra değil) uygun sıcaklığa soğutulur ve boşluk enjeksiyon kalıplama içine belirli bir işlem koşulları ile desteklenir. Amerika Birleşik Devletleri, Wisconsin, touch into shape geliştirme merkezi gibi, magnezyum alaşımlarının yarı katı döküm yöntemini kullanmıştır. Amerika Birleşik Devletleri Cornell Üniversitesi, Profesör K.K. Wang ve diğerleri, boşluğa uygun soğutma basıncı enjeksiyonundan sonra, birleştirmek için malzeme tüpünden yarı katı bulamaç olan benzer bir magnezyum alaşımlı döküm şekillendirme cihazı geliştirdiler.
(4) Düşük sıcaklıkta sürekli döküm Düşük sıcaklıklı sürekli döküm, sıvı metalin kızgınlığının 0°C civarında olacak şekilde kontrol edildiği ve döküm kalıbının altında zorlamalı soğutmanın gerçekleştirildiği bir döküm yöntemidir. Sürekli dökümde merkez ayrışması büyük bir sorundur ve filmaşinin sürekli haddelenmesinde kırılma meydana gelebilir. Bu nedenle proses büyük önem taşımaktadır.
(5) Şerit sürekli döküm Flemings, Sn-15% Pb düşük ergime noktalı metal ile deneysel şerit sürekli döküm çalışmaları gerçekleştirmiş ve ısı transferi, katılaşma ve deformasyonu analiz etmiştir. Şerit kalınlığının merdane basıncı, katı faz oranı, reolojik kayma oranı ve sürekli döküm hızı ile ilişkili olduğu sonucuna varılmıştır. Ekstrüzyon altındaki spesifik basınç yüksek olduğunda, mikro ayrışmayı teşvik eder. Yüzey ve iç kaliteyi ve boyutsal doğruluğu sağlamak için, katı faz oranı, ilk kristal formun boyutu ve yayılan metal miktarı gibi yarı katı metal üretiminin proses parametrelerini sıkı bir şekilde kontrol etmek gerekir. Fosfor bronz Cu-Sn-P alaşımı (Cu-8%Sn-0.1%P) gibi yüksek erime noktalı metaller için, 1030 ℃ sıvı faz hattı sıcaklığı, sıcak işlenmesi zor, ince plakadan yapılmış bu yarı katı alaşım ile belirgin sonuçlar vardır. Şu anda, yarı katı paslanmaz çelik külçelerin, yüksek hızlı takım çeliği külçelerinin mükemmel organizasyonunu hazırlamak mümkün olmuştur.
5 Teknolojik avantajlar
Yarı katı basınçlı döküm teknolojisinin avantajları arasında ürün ve süreç avantajları bulunmaktadır.
(1) Süreç Avantajları
(1) ince tane organizasyonu elde etmek için herhangi bir tane arıtma maddesi eklemeden, geleneksel sütunlu kristaller ve kaba dendritik kristaller dökümünü ortadan kaldırır.
2) Düşük şekillendirme sıcaklığı (örneğin alüminyum alaşımı 120°C'den daha fazla düşürülebilir), enerji tasarrufu sağlayabilir.
3) Uzatılmış kalıp ömrü. Geleneksel dendritik bulamaçtan daha düşük sıcaklıkta yarı katı bulamaç oluşturan kesme gerilimi nedeniyle, üç büyüklük sırası daha küçüktür, bu nedenle dolum pürüzsüz, küçük termal yük, termal yorulma mukavemeti azalmıştır.
4) Kirliliği ve güvensiz faktörleri azaltın. Çünkü operasyon yüksek sıcaklıktaki sıvı metal ortamından uzaktır.
(5) Küçük deformasyon direnci, küçük kuvvet kullanımı ile homojen işleme sağlanabilir, işlenmesi zor malzemelerin şekillendirilmesi kolaydır.
(6) Daha hızlı katılaşma, daha yüksek üretkenlik ve daha kısa proses döngüsü.
(7) Bilgisayar destekli tasarım ve üretim kullanımı için uygundur, üretimin otomasyon derecesini artırır.
(2) Ürün Avantajı
1)Döküm kalitesiYüksek. Tane inceltme, tek tip organizasyon dağılımı, azaltılmış gövde büzülmesi, azaltılmış termal çatlama eğilimi, matris üzerinde gevşek büzülme eğiliminin ortadan kaldırılması nedeniyle mekanik özellikler büyük ölçüde iyileştirilmiştir.
(2) Katılaşma büzülmesi küçüktür, bu nedenle yüksek boyutsal doğruluk, küçük işleme payı, net şekillendirmeye yakın şekillendirmeden sonra.
(3) Çok çeşitli şekillendirme alaşımları. Demir dışı alaşımlar alüminyum, magnezyum, çinko, kalay, bakır, nikel bazlı alaşımlar; demir bazlı alaşımlar paslanmaz çelik, düşük alaşımlı çelik vb.
(4) Metal matrisli kompozitlerin imalatı. Yarı katı metal yüksek viskozite kullanımı, yoğunluk farkı, alaşımlardan yapılmış metalin katı çözünürlüğü, aynı zamanda yeni kompozit malzemelerden yapılmış farklı malzemelerin karıştırılarak etkili bir şekilde kullanılmasını sağlayabilir.
6, yarı katı döküm teknolojisinin geliştirilmesi
6.1 Sıcaklık aralığı pertürbasyonunun ve dökme sıcaklığının yarı katı haldeki magnezyum alaşımlarının döküm halindeki organizasyonu üzerindeki etkisi
Paslanmaz çelik pota direnç fırınında AZ91HP magnezyum alaşımı, rafine işlemi için 720 ℃ izolasyona 10 dakika ısıtılır, kısa süreli izolasyon işlemine yakın sıvı faz hattında, dendritik organizasyon oluşum eğilimini azaltabilir; işlem sıcaklığını düşürür, eriyik bozulur, taneye eş eksenli şekle veya hatta küresel gelişime hızlanır; eriyik üfleme argon (Ar) işleminin yarı katı sıcaklık aralığında, böylece eriyik çekirdeklenme oranını iyileştirmek, dendritik kol füzyonunu ve tane izometrisini hızlandırmak için bozulur. Dendritik kolların füzyonunu ve tane eşeksenelleşmesini hızlandırmak, dendritik olmayan organizasyonun düzgün bir dağılımını elde edebilir; bu, şekillendirmeden sonra yarı katı döküm yapar, sert ve kırılgan β-fazı içeriği azalır ve yeni başlayan α-fazı tane sınırlarında ince bir ağ dağılımıdır, magnezyum alaşımlı yarı katı dökümlerin mekanik özelliklerini geliştirir (Foundry, 2006, 55(2): 120-125).
6.2 Yarı katı alaşımlar için gelişmiş hamurlaştırma yöntemleri
Önerilen gelişmiş bulamaç yapma yöntemleri arasında, eğimli plaka teknolojisi prensip ve ekipman açısından basittir, süreci kontrol etmek kolaydır ve düşük maliyetlidir. Yarı katı alt ötektik yüksek kromlu beyaz dökme demir yarı katı bulamaç cihazı hazırlamak için eğimli plaka yöntemini kullanarak, uyarma soğutma etkisi altında soğutma gövdesindeki metal sıvı, ostenit düzgün olmayan bir şekilde çok sayıda çekirdeklenme ve büyüme, dendritik erime, katlama, ezme ve böylece arıtma, küresel ostenit oluşumu.
6.3 Al-6Si-2Mg alüminyum alaşımı yarı katı tiksotropik basınçlı döküm
Sıvı faz hat sıcaklığı 615°C ve katı faz hat sıcaklığı 557°C olan Al-6Si-2Mg alüminyum alaşımı, mükemmel tiksotropik proses özelliklerine sahiptir. Sıcak üst yöntemi kullanılarak çubuk kütük, elektromanyetik karıştırma dikey yarı sürekli döküm, 60 ~ 70 mm çap; orta frekanslı indüksiyon ekipmanı bobin ısıtmasında kütük, hızlı ısıtmanın başlangıcı 500 ℃ ve ardından yavaş ısıtma, çekirdek 560 ℃'ye ulaşır ve ardından ısıtma gücünü daha da azaltır, çekirdekte 575 ℃'ye ulaşır, 2800KN yatay soğuk kamara döküm makinesine taşındıktan sonra, su pompası kapağının kullanımında otomobil motoruna döküm. Yarı katı kalıp döküm, kalıp dökümde yüksek hızlı kesme temasında α-Al'ı eriterek şekle sokmuştur, birincil α-Al büyümesinin bir kısmı, katılaşmanın bir kısmı ince küresel ikincil α-Al'a dönüşmüştür. Mg2Si'nin ötektik organizasyonu sürekli döküm organizasyonundan daha iyidir; Gözeneksiz yarı katı organizasyon nedeniyle, 540 ℃, 8 saat katı çözelti muamelesi ve ardından söndürülmüş ve ardından 170 ℃, 6 saat yapay yaşlandırma ile aşağıdakileri elde etmek için Mekanik özellikler: çekme dayanımı 340MPa, akma dayanımı 310MPa, uzama 3.5% (Casting, 2005, 54(5): 475-478).























