
Defeitos de fundição de alumínio sob pressão e suas causas
发布时间:2024-12-10 分类:informação pública 浏览量:9952
Três elementos da fundição injectada
A máquina de fundição injectada, a liga de fundição injectada e o molde de fundição injectada são os três elementos principais da produção de fundição injectada, não podendo faltar um.
O chamado processo de fundição injetada é constituído pelos três elementos de forma orgânica e abrangente, para que possa ser estável, rítmica e eficientemente produzir aparência, boa qualidade interna, dimensões de acordo com os desenhos ou os requisitos de acordo das peças fundidas.

Critérios para as inspecções das empresas
1) Informações controladas: desenhos, fichas de controlo de qualidade;
2, norma nacional, norma de linha (norma de fundição injectada JIS);
3. amostra de limites de clientes
Partes da fundição injectada que são propensas a variações nas dimensões:
1、Deslizador
2、Núcleo
3、Tamanho da superfície de divisão
4. barra superior (a linha de orientação mais económica na empresa, exceto em caso de necessidades especiais)
A superfície interna da barra superior pode ser elevada ou rebaixada até 0,30 mm em relação ao corpo da peça fundida.
A superfície exterior da barra superior (parte polível) pode ser elevada em 0,30 mm relativamente ao corpo da peça fundida (a parte não polível é rebaixada em 0,30 mm).
A borda da ranhura de vedação e a barra superior da borda da peça podem ser elevadas em 0,30 mm em relação ao corpo da fundição.
Principais defeitos na fundição injectada
1, defeitos de superfície: sistema de fundição nos orifícios de ar, orifícios de escória, fissuras, solto, segregação a frio, tipo errado, intercalar, frente do lingote é demasiado grande (para cima), bolhas, encolhimento, subcimentação, carbono, aderência ao molde, deformações, colapso, marcas de fluxo, corrosão, limpeza, fissuração
2 、 Defeitos internos: orifícios de ar, orifícios de encolhimento, orifícios de areia, enchimento insuficiente, vazamento, propriedades mecânicas não atendem ao padrão
3. defeitos dimensionais: deformação, retração excessiva
4 、 Defeitos materiais: pontos duros, requisitos ambientais, composição química não é qualificada
Classificação dos defeitos de superfície da fundição injectada
1 、 Defeitos internos: incluindo orifícios de ar, orifícios de encolhimento, orifícios de areia, soltos
2, defeitos externos: fissuras, segregação a frio, tipo errado, camada intermédia, frente do lingote demasiado grande (tipo para cima), bolhas, encolhimento, subcavação, carbono, aderência ao molde, deformação, borda de colapso, marcas de fluxo, corrosão, limpeza, fissuras, tambor superior, ferida de batida
Estomas:
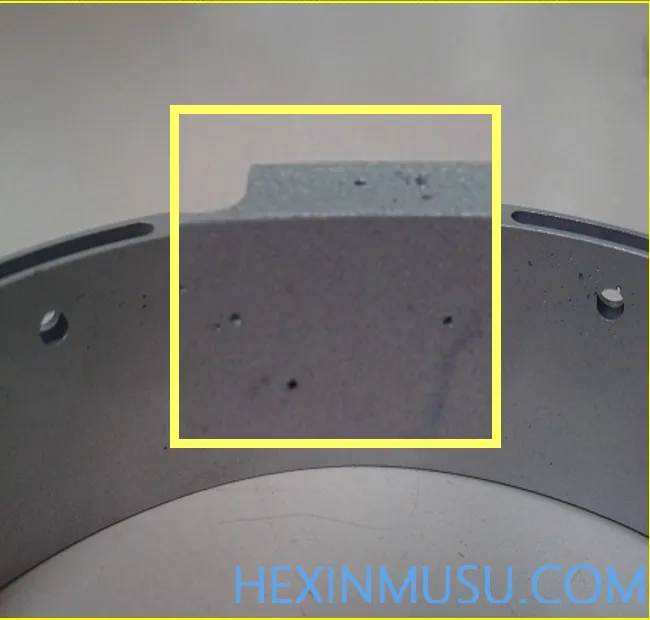
Caraterísticas: orifícios com uma forma mais regular e uma superfície mais lisa
Classificação: orifícios, orifícios de ar subcutâneos, grandes orifícios de ar concentrados
Motivo:
1) Refinação deficiente, desgaseificação deficiente
2. má exaustão, conceção pouco razoável do molde
3. a velocidade de injeção do jito interior é demasiado elevada, a velocidade de injeção secundária não está na posição correta e o gás no molde não pode ser descarregado a tempo.
4. a cavidade do molde é demasiado profunda
5) Subsídio de maquinagem excessivo
Meios de controlo: processamento por máquina, polimento
Encolhimento:
Caraterísticas: Furos de forma irregular com superfícies mais ásperas causadas por compensação insuficiente durante o processo de cura das peças fundidas.
Motivo:
1. a temperatura do material é demasiado elevada
2. pressão específica demasiado baixa
3. a espessura irregular da parede produz juntas quentes
4. canal de transbordo demasiado fino
5) A câmara de pressão não está suficientemente cheia, o bolo é demasiado fino, a compensação é limitada.
6. portão interior mais pequeno
7. temperatura local elevada do molde
Meios de controlo: tratamento mecânico

Tracoma:

Caraterísticas: buracos de escória ásperos, irregulares e relativamente densos
Motivo:
Os defeitos comuns da fundição em areia e da fundição sob pressão são relativamente raros. Geralmente aparecem em peças de fundição sob pressão de alumínio de pequena e média dimensão da raiz dos risers e da face final do processamento. O uso de material de liga de alumínio fundido contaminado, manchado com compostos orgânicos e corrosão por oxidação grave do material produzirá fundição sob pressão na aparência de olhos de areia.
Meios de controlo: processamento por máquina, polimento, lixagem
Solto:
Caraterísticas: organização macroscópica superficial e não fixa
Motivo:
1. baixa temperatura do molde
2. a temperatura do material é demasiado baixa
3. pequena pressão específica
4. demasiada tinta
Meios de inspeção: lixagem, sopro de areia

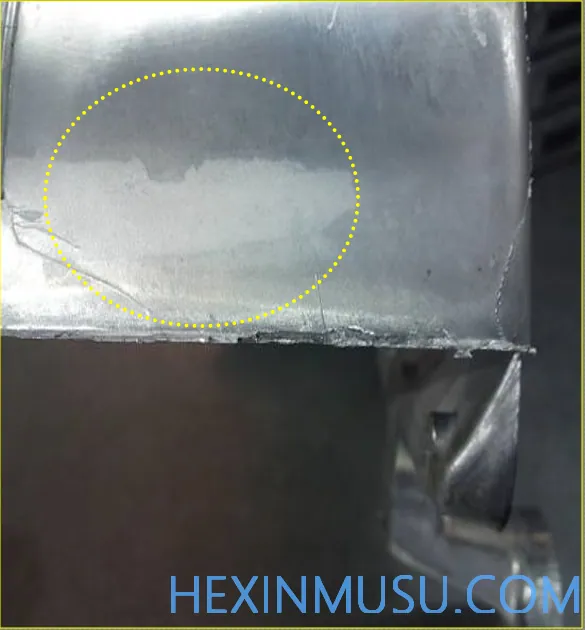
Fendas:

Caraterísticas: A matriz da liga está danificada ou desligada, formando uma fina lacuna filamentar, dividida em penetrante e não penetrante. Pode desenvolver-se mais tarde.
Motivo:
1. estrutura de fundição não razoável, tensão de contração, cantos arredondados demasiado pequenos.
2. a temperatura do molde é demasiado baixa
3. abrir o molde demasiado tarde ou demasiado cedo
4. demasiadas impurezas na liga: a liga de alumínio que contém zinco, cobre e silício é elevada.
5) Deflexão do ejetor
Meios de inspeção: inspeção visual
Segregação a frio:
Caraterísticas: Fenda em que os metais a temperaturas mais baixas se chocam entre si, mas não estão totalmente fundidos, com uma forma linear irregular. Existem dois tipos: penetrantes e não penetrantes, que podem desenvolver-se sob ação de forças externas.
Motivo:
1. a temperatura do material é demasiado baixa, a temperatura do molde é demasiado baixa
2. fraca fluidez da liga
3. o portão não é razoável, o processo é demasiado longo
4) A taxa de injeção de pressão é demasiado baixa
5. baixa pressão específica
6. enchimento de metal líquido em cordões separados
Meios de inspeção: inspeção visual

Tipo incorreto:
Caraterísticas: Uma parte da peça fundida está desalinhada e deslocada em relação a outra parte. Refiro-me ao fenómeno de uma parte da corrediça não estar no lugar.
Motivo:
1. erros de fabrico nas inserções de ambas as metades
2) Deslocação da inserção do molde
3. desgaste das peças de guia do molde
Meios de inspeção: inspeção visual após rebarbação, medição com paquímetro
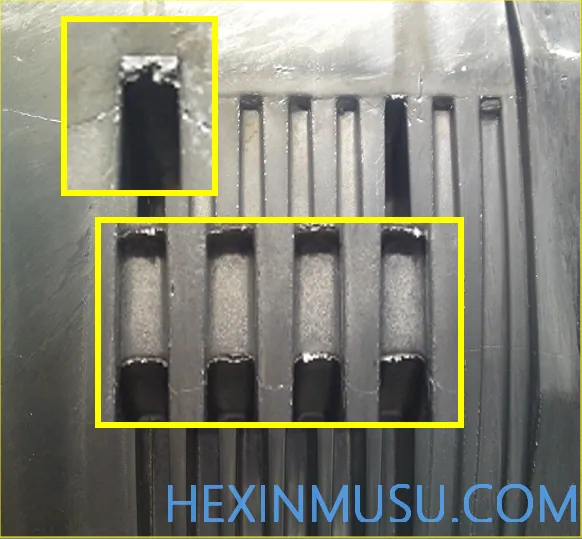
dissecação::
Caraterísticas: forma de pálpebra dupla, incompletude parcial da peça, aparecendo nos bordos do cursor e na superfície de separação.
Motivo.
As corrediças, os insertos ou os bordos das faces de separação colam-se e não se dissolvem. Uma folga entre a corrediça e a parte deslizante da corrediça, a liga entra na solidificação, ou mesmo a corrediça não está no lugar ou está encravada.
Meios de inspeção: inspeção visual após rebarbação

Frentes de tarugo excessivas (tipo ascendente)
Caraterísticas: Fretting excessivo nos bordos de fundição
Motivo:
1. a força de aperto da máquina de fundição injectada não é suficiente
2) Os moldes não estão bem fechados e estão danificados.
3. os resíduos da superfície de corte não são limpos
4. taxa de injeção de pressão excessiva
5. tonelagem incorrecta da conceção do molde
Meios de inspeção: teste do compasso de calibre
Bolhas:
Caraterísticas: Depressão na superfície lisa da peça fundida
Motivo:
1. o desvio da espessura das peças fundidas é grande
2. a temperatura do material é demasiado elevada, a retração da liga é grande
3) Reforço inferior
4. secção transversal mais pequena da porta interior, menor compensação
5. temperatura do molde mais elevada
Meios de inspeção: tinta em spray

Encolhimento:

Caraterísticas: Depressão na superfície lisa da peça fundida
Motivo:
1. o desvio da espessura das peças fundidas é grande
2. a temperatura do material é demasiado elevada, a retração da liga é grande
3) Reforço inferior
4. secção transversal mais pequena da porta interior, menor compensação
5. temperatura do molde mais elevada
Meios de inspeção: tinta em spray
Previsão do tempo:
Caraterísticas: As peças vazadas parecem estar incompletamente cheias
Motivo:
1. baixa temperatura do material e do molde
2. baixa velocidade de injeção
3. fraca fluidez da liga
4) Sistema irracional de casting
5. excesso de tinta
6) As cavidades do molde são demasiado profundas e o molde é demasiado complexo.
Meios de inspeção: inspeção visual
Acumulação de carbono:
Caraterísticas: O óxido formado pela tinta após alta temperatura adere ao molde, e a superfície de fundição é esbranquiçada e rugosa.
Motivo:
1. pulverizar demasiada tinta
2. a tinta é demasiado espessa
3. baixa temperatura do molde
4. não polido a tempo de remover
Meios de inspeção: pintura por pulverização, inspeção visual
Molde pegajoso:
Caraterísticas: as peças fundidas parecem não preenchidas devido ao excesso de material aderente ao molde.
Motivo:
1. o excesso de material adere ao molde
2. superfície rugosa do molde
3. a temperatura do molde é demasiado elevada
4. pequeno cone de extração do molde
5. velocidade de vazamento rápida e padrão de enchimento incorreto
Meios de inspeção: inspeção visual, observação de rebarbação
Estirpes:

Caraterísticas: as peças fundidas parecem não preenchidas devido ao excesso de material aderente ao molde.
Motivo:
1. o excesso de material adere ao molde
2. superfície rugosa do molde
3. a temperatura do molde é demasiado elevada
4. pequeno cone de extração do molde
5. velocidade de vazamento rápida e padrão de enchimento incorreto
Meios de inspeção: inspeção visual, observação de rebarbação
Arestas colapsadas:
Caraterísticas: a superfície de fundição apresenta-se côncava e brilhante
Motivo.
1. rigidez insuficiente do molde
2. o bordo do molde é extrudido a alta temperatura durante um longo período de tempo.
3) Não remover atempadamente a parte saliente do bordo do molde
Meios de inspeção: observação e inspeção visual após lixagem

Marcas de fluxo:

Caraterísticas: textura lisa na mesma direção do fluxo metálico, subsidência localizada
Motivo:
1. demasiada tinta
2. enchimento demasiado rápido
3) O produto deixado pelas duas correntes de metal que enchem a cavidade de forma assíncrona.
4. baixa temperatura do molde
Meios de inspeção: Polimento
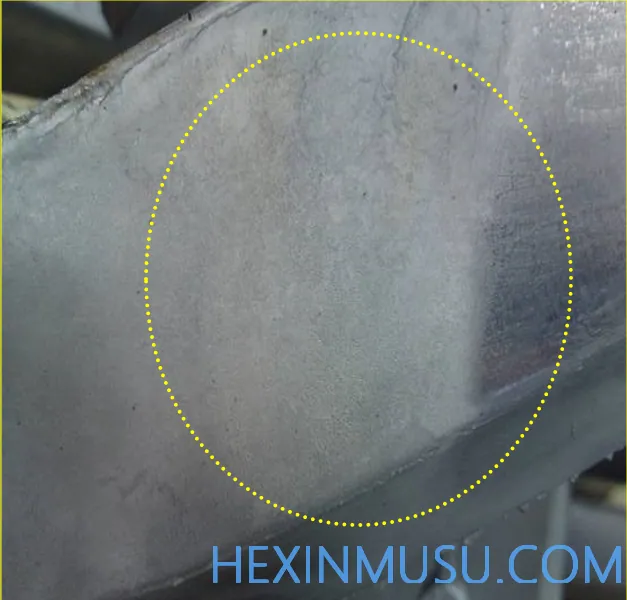
Superfície de cânhamo:
Caraterísticas:Zona de distribuição de pequenas marcas de pancadas na superfície
Motivo:
1. temperatura do molde demasiado baixa, temperatura do material demasiado baixa
2. o metal de adição é disperso em gotas densas, que atingem a parede a alta velocidade.
3. a espessura da porta interior é pequena
Meios de inspeção: inspeção visual, pintura por pulverização

Descarga:

Caraterísticas: Grande área de saliência junto ao portão
Motivo:
1. rigidez insuficiente do molde
2. envelhecimento do molde
3. a velocidade de vazamento é demasiado elevada
4. temperatura do material demasiado elevada, pré-aquecimento insuficiente
5. sem tratamento térmico regular
Meios de inspeção: inspeção visual, observação após lixagem
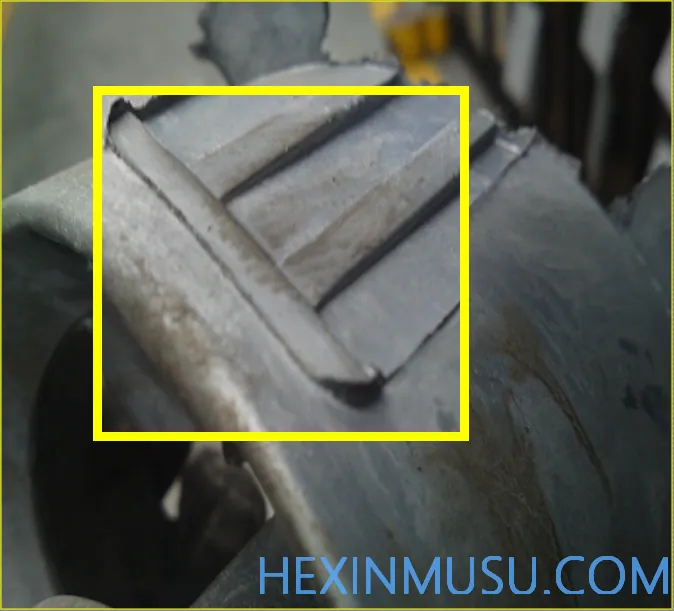
Rachado:
Caraterísticas: marcas de malha em relevo e esporas de metal na superfície da peça fundida
Motivo:
1. as mudanças de calor e frio são intensas
2. materiais de molde inadequados
3. temperatura do material demasiado elevada, pré-aquecimento insuficiente
4. falta de tratamento térmico regular
5. superfície rugosa do molde
6) A velocidade de injeção de pressão é demasiado rápida, o que tem um impacto positivo na cavidade
Meios de inspeção: inspeção visual, observação após lixagem
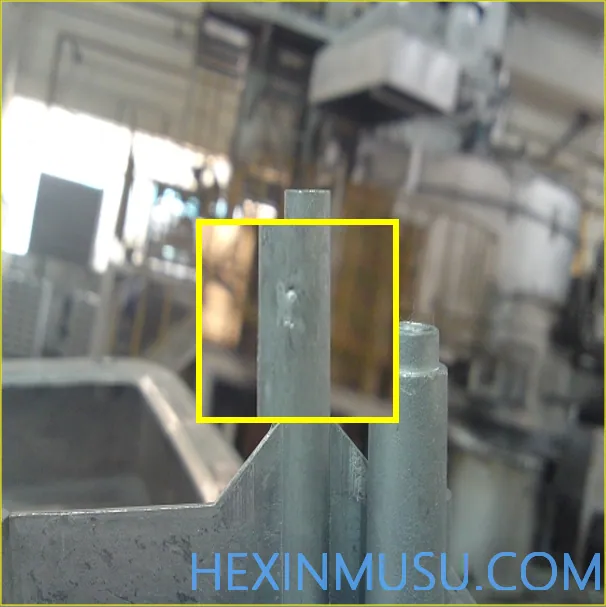
Top Drum:

Caraterísticas: abaulamento superficial na parte de trás da barra superior
Motivo:
1. tempo de abertura do molde insuficiente
2. pressão específica mais elevada
3. pulverização inadequada da tinta
4. espessura fina da parede
5. força desigual na barra superior
Meios de inspeção: pintura por pulverização, inspeção visual
Batida de bolor:
Caraterísticas: Marcas de batida deixadas quando o material adesivo do molde é removido
Motivo:
1. fraca rigidez do molde
2) Manuseamento incorreto ao limpar o material em excesso
3. não reparação atempada das marcas de pancada
Meios de inspeção: inspeção visual, pintura por pulverização

Corrosão do molde:

Caraterísticas: Picadas elevadas na superfície da peça em zonas caraterísticas da corrosão por molde
Motivo:
1. não limpeza atempada do molde após a produção
2) Não efetuar atempadamente a manutenção da superfície do molde
Meios de inspeção: inspeção visual, pintura por pulverização
falha interna
Enchimento insuficiente, fugas, propriedades mecânicas não conformes
Manifestações: porosidade, retração, buracos de areia, folga, falha nos ensaios mecânicos, resistência à tração insuficiente, etc.
Meios de controlo:
Maquinação experimental (torneamento, fresagem, perfuração, lixagem, sopro, polimento, lixagem, etc.)
Ensaio de fugas
Ensaio de tração
defeito dimensional
Deformação, retração excessiva
A norma JIS aplica-se quando a planeza não está marcada nos desenhos:
Tamanho máximo da peça fundida Tolerância em (mm)
2. retração normal da fundição injectada em liga de alumínio: 0,3%-0,5%
defeito material
1. ponto duro: quebra da faca durante o processamento da máquina
2. requisitos ambientais: tais como ROHS
3. composição química não qualificada: propriedades mecânicas
4. resistência à corrosão, etc.























