
Inleiding tot gatbewerkingsmethoden - boren, ruimen, verzinken, ruimen
Gepubliceerd op:2025-06-09 Categorie:nieuws Weergaven:8744
Catalogus van artikelen
geboord gat
De methode om gaten in vast materiaal te boren met een spiraalboor wordt boren genoemd. Algemene bewerking kan worden uitgevoerd met maattolerantieklasse IT14 ~ IT11, oppervlakteruwheid Ra-waarde van 50 ~ 12,5 µm.
Veel gebruikte boormachines zijn: tafelboormachines, verticale boormachines en tuimelarmboormachines.
1. Boormachine
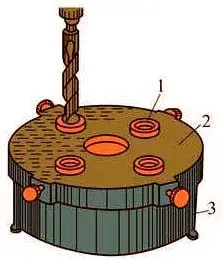
(1) Desktop boormachine aangeduid als desktop boor (figuur 1), is een kleine machine tool, geplaatst in de klemtafel te gebruiken. De boordiameter is meestal kleiner dan 12 mm. Voornamelijk gebruikt voor de verwerking van kleine werkstukken op een verscheidenheid van gaten, klemmen in de meest gebruikte.
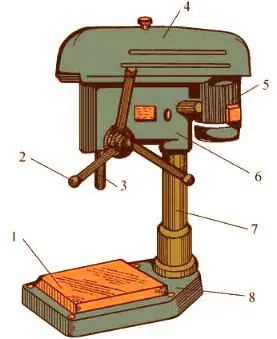
Figuur 1 Stationaire boormachine
1-Tafel 2-Voedraaigreep 3-Spindel 4-Snaarafdekking 5-Motor
6-as houder 7-kolom 8-houder
(2) Verticale boormachine aangeduid als verticaal boren (figuur 2), over het algemeen gebruikt om gaten te boren in middelgrote werkstukken, de specificaties met de maximale boordiameter. Vaak gebruikt 25mm, 35mm, 40mm, 50mm enzovoort.
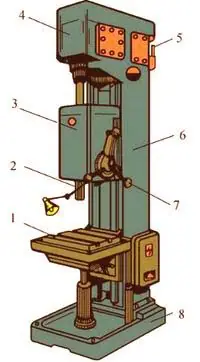
Figuur 2 Verticale boormachine
1-Tafel 2-Spindel 3-Voederkast 4-Spindeltandwielkast
5-Motor 6-Kolom 7-Voedselbeugel 8-Machinevoet
3) Tuimelarm boormachine De tuimelarm boormachine heeft een tuimelarm die rond de kolom kan draaien (Fig. 3). De spindelkast kan zijdelings op de arm worden bewogen en kan met de arm langs de kolom op en neer worden bewogen, zodat de bewerking gemakkelijk kan worden aangepast aan het midden van de te boren gaten en het werkstuk niet hoeft te bewegen. Tuimelarm boormachine heeft een breed scala van verwerking, kan worden gebruikt om alle soorten schroefgaten, draadgaten en oliegaten van grote werkstukken te boren.
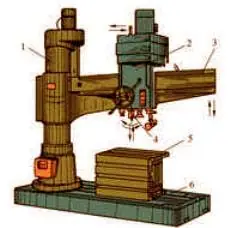
Figuur 3 Tuimelarmboormachine
1-Kolom 2-Spindelkast 3-Vleugelarm 4-Spindel 5-Tafel 6-Machinevoet
2, Draai boor
De spiraalboor is het belangrijkste gereedschap voor het boren van gaten en bestaat uit een snijgedeelte, een geleidingsgedeelte en een schacht, zoals getoond in Figuur 4. De diameter is meestal een rechte schachtboor als de diameter minder dan 12 mm is en een conische schachtboor als de diameter meer dan 12 mm is. De diameter is over het algemeen een rechte schachtboor als de diameter kleiner is dan 12 mm, en een conische schachtboor als de diameter groter is dan 12 mm.
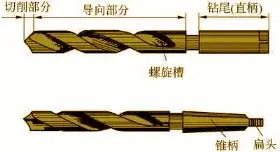
Figuur 4 Draaiboor
De spiraalboor heeft twee symmetrische spiraalgroeven, die worden gebruikt om de snijkant te vormen en voor het transport van de snijvloeistof en de spaanafvoer. Het snijgedeelte aan de voorkant (Figuur 5) heeft twee symmetrische hoofdsnijkanten en de hoek 2φ tussen de twee randen wordt de scherpe hoek genoemd. De snijlijn van de twee bovenvlakken wordt de dwarsrand genoemd. De twee randen op het geleidende deel spelen een begeleidende rol bij het snijden en verminderen tegelijkertijd de wrijving tussen de boor en de boorwand van het werkstuk.
3. Boorwerkzaamheden
1) Spannen van boren Spanmethoden voor boren variëren naargelang de vorm van de schacht. Boren met conische schacht kunnen rechtstreeks in het asgat van de boormachine worden gemonteerd en kleinere boren kunnen met een overgangshuls worden gemonteerd (Fig. 6); boren met rechte schacht worden meestal met een boorhouder gemonteerd (Fig. 7).
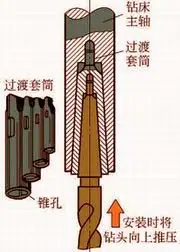
Figuur 6 Een conische schachtboor monteren
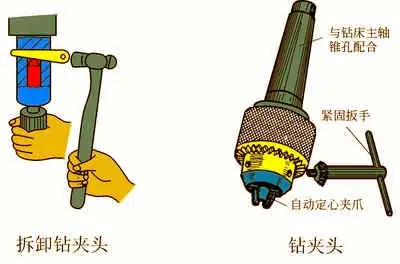
Figuur 7 Figuur 8
De boorhouder of overgangshuls wordt verwijderd door de wig met de afgeronde kant naar boven in het conische gat in de zijkant van de boorpersas te steken, de boorhouder in de linkerhand te houden en met een hamer in de rechterhand op de wig te slaan om de boorhouder te verwijderen (Fig. 8).
(2) Het klemmen van het werkstuk De meeste veiligheidsongelukken bij het boren worden veroorzaakt door een verkeerde klemmethode van het werkstuk. Daarom moet aandacht worden besteed aan het klemmen van het werkstuk. Kleine en dunwandige onderdelen boren met een handbankschroef (Figuur 9). Voor middelgrote onderdelen, klemmen in een platte bankschroef (Figuur 10). Grote en andere werkstukken die niet geschikt zijn voor het opspannen in een bankschroef, kunnen rechtstreeks op de tafel van de boormachine worden bevestigd met platenschroeven (Afbeelding 11). Voor het boren van gaten in ronde assen of moffen moet het werkstuk tegen een V-ijzer worden gedrukt om de gaten te boren (Afbeelding 12). Bij serie- en massaproductie worden boormallen veel gebruikt voor het boren van gaten (Fig. 13).
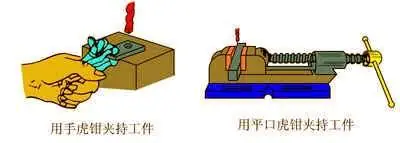
Afbeelding 9 Afbeelding 10
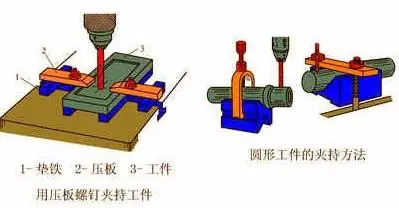
Afbeelding 11 Afbeelding 12
Afbeelding 13 Boormal
1-boorhuls; 2-boormal; 3-werkstuk
(3) volgens de lijn boren voor het boren moet worden pre-hole in het midden van het monster ponsen ogen, boren, in de eerste plaats uitgelijnd met het monster ponsen oog test boren van een ondiepe put, zoals vertekening, kan worden gebruikt om het monster ponsen re-ponsen corrigeren, maar ook kan worden gebruikt om de burijn burijn corrigeren uit een paar groeven (figuur 14). Bij het boren moet de voedingssnelheid uniform zijn, zal er door geboord worden, de hoeveelheid voeding moet verminderd worden. Boor taaie materialen met snijvloeistof. Bij het boren van diepe gaten (de verhouding tussen gatdiepte L en diameter d is groter dan 5) moet de boor vaak de spaanafvoer verlaten.
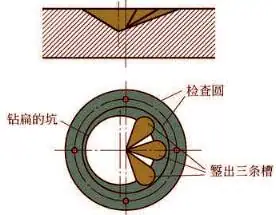
Fig. 14 Boorspleetcorrectie bij boorafwijking
ruimen (een gat wijder maken)
Het vergroten van een geboord gat met een ruimingsboor wordt ruimen genoemd (Fig. 1b). Het gereedschap dat gebruikt wordt voor ruimen is de ruimboor, zoals getoond in Figuur 1a. Door de stijfheid van de ruimingsboor, geen dwarsrand, goede geleiding, is het tolerantieniveau van de geruimde gatgrootte verbeterd, tot IT10 ~ IT9, oppervlakteruwheid Ra-waarde van 3,2 μm. Ruimen kan worden gebruikt als laatste bewerking, maar ook als ruimen van het gat vóór de voorbewerking.
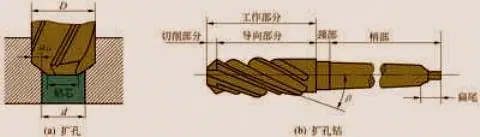
Figuur 1 Ruimen en boren
verzinkboor
Een vlak oppervlak van een gat of lipje met een bepaalde vorm wordt bewerkt door verzinken op het oppervlak van het gat, wat verzinken wordt genoemd. Voorbeelden zijn het verzinken van cilindrische verzinkboren, het verzinken van conische verzinkboren en het verzinken van het vlak van een lipje dat wordt gebruikt om een sluitring te plaatsen.
ruimen (d.w.z. een gat snijden)
Ruimen is het afwerken van gaten. Ruimen kan worden onderverdeeld in ruw ruimen en fijn ruimen. Fijn ruimen zoals weergegeven in figuur 3a, de verwerking vergoeding is klein, slechts 0,05 ~ 0,15 mm, de grootte tolerantieniveau tot IT8 ~ IT7, oppervlakteruwheid Ra waarde van maximaal 0,8μm. ruimen voor het werkstuk moet worden geboord een uitbreiding (of saai) en andere verwerking.
1, Ruimer
Er zijn twee soorten ruimers: handruimers en machineruimers (Figuur 3b). Handruimers hebben rechte schachten en een lang werkstuk. Machineruimers hebben meestal conische schachten en kunnen worden gemonteerd op boormachines, draaibanken of kotterbanken om gaten af te ruimen. Het werkgedeelte van de ruimer bestaat uit een snijgedeelte en een afwerkingsgedeelte. Het snijgedeelte is taps toelopend en is verantwoordelijk voor het snijwerk; het polijstgedeelte speelt de rol van geleiden en polijsten. De ruimer heeft 6 tot 12 snijkanten en de snijbelasting van elke rand is licht.
2, Stappen en methoden van hand ruimen cilindrische gaten
(1) Bepaal op basis van de eisen voor gatdiameter en gatnauwkeurigheid de methode voor gatbewerking en de bewerkingstoeslag tussen processen, zoals figuur 4 voor de hogere precisie φ30 gatbewerking.
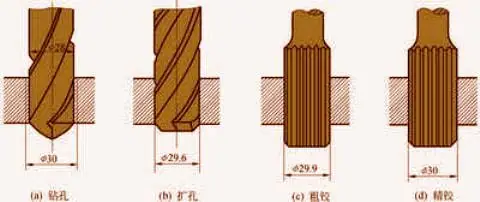
Fig. 4 Gatenbewerkingsmethode en procestoeslag
2) Boor of ruim de gaten en ruim ze dan op.
(3) ruimen met de hand, beide handen gelijkmatig kracht, volgens de met de klok mee richting van de ruimer en licht kracht naar beneden druk, op elk moment kan niet worden omgekeerd, anders is de chips drukke ruimer, krassen op de wand van het gat, zodat de ruimer blad chipped, ruimen uit het gat is niet glad, niet rond, en onnauwkeurig.
(4) Als de ruimer tijdens het ruimen niet draait, draai dan niet hard, maar trek de ruimer er voorzichtig uit en controleer of de ruimer vastzit door spanen of op een harde punt stuit. Anders zal de ruimer breken of zal de snijkant afbrokkelen.
(5) De grootte van de toevoer moet geschikt en gelijkmatig zijn, en voeg voortdurend koelsmeermiddel toe.
6) Na het ruimen van het gat, verlaat je de ruimer door deze met de klok mee te draaien.























