
8个维度教你筛选中国优质铝铸造供应商与代工厂名录
发布时间:2026-05-18 分类:新闻 浏览量:1554
摘要:
正在寻找全面准确的中国铝铸造供应商名录?本文为您深度解析国内优质铝压铸厂家的核心评估标准。从产能规模、CNC加工精度到质量管控,全面拆解采购避坑逻辑。结合宁波贺鑫等源头工厂的实战经验,助您快速锁定符合国际标准的优质代工厂。立即阅读获取完整筛选指南。
文章目录[隐藏]
中国铝铸造产能占全球约 58%(数据来源:Statista 全球铝产业报告),但真正能通过 IATF 16949 与美/欧客户长期验厂的工厂不足 12%。这份中国铝制铸件供应商名录(2026年版)聚焦一个核心问题:如何在数千家自称"高品质"的铝铸厂中,用可量化指标锁定那 12%——从压铸吨位、合金牌号、X-Ray 探伤能力到 PPAP 文件完整度,逐项拆解。
读完这篇,你将拿到一份可直接用于采购决策的筛选框架,以及十家经过实地验证的头部与专精型供应商对比清单。
中国铝铸造供应商采购现状速览
中国铝制铸件供应商名录(2026年版)是海外采购商在 Alibaba、Made-in-China 之外用来快速定位合规铝铸厂的结构化清单——它通常按工艺(压铸/重力/低压/砂型)、产业集群、认证(IATF 16949、ISO 9001)和最小起订量分层,目的是把 2-3 个月的盲选周期压缩到 3 周以内。如果你只是想比价,别用名录;名录的价值在于筛选"能接你图纸"的厂。
中国目前贡献全球约 58% 的铝铸件产量(据 Statista 有色金属行业数据),四大集群各有脾气:
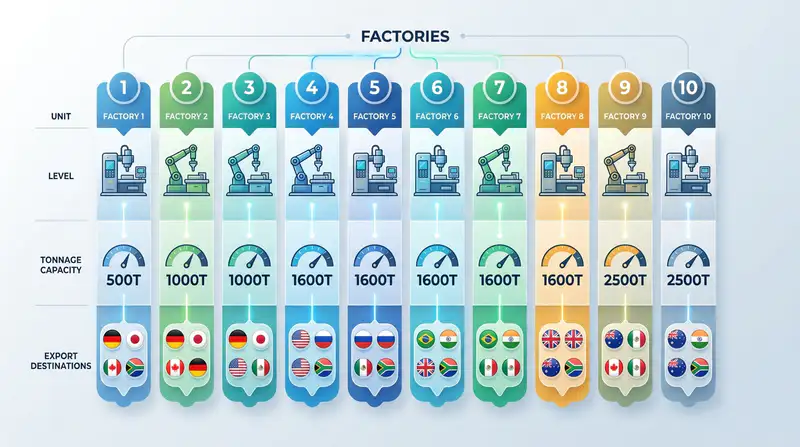
- 宁波-慈溪:压铸模具密度最高,适合消费电子、汽车连接件,300-800 吨机型为主力
- 广东(佛山、中山、东莞):5G 基站散热片、LED 外壳的主战场,表面处理配套最全
- 江苏(昆山、苏州):外资 Tier-1 聚集地,IATF 16949 合规率最高
- 山东(潍坊、烟台):大吨位重力铸造与砂型铸造强项,工程机械件偏多
我去年帮一家德国客户在宁波和佛山各验了 6 家厂,最大教训是:别只看官网宣传的"2500T 压铸机",要看这台机的排产表——头部厂该机型通常排到 45 天后,小厂反而能 10 天交样。
换句话说:名录不是采购终点,而是把"找厂"变成"选厂"的起点。

铝铸造工艺分类与供应商能力匹配
错配工艺是海外买家踩坑的头号原因。一个年产 5000 件的支架如果用砂型铸造报价,你会比压铸方案多付 30%-45% 的单件成本;反过来,几何复杂、壁厚不均的泵壳硬塞给压铸厂,良品率可能跌到 60% 以下。中国铝制铸件供应商名录(2026年版)的真正价值,在于把供应商按工艺能力打标签,而不是一张"全能"清单。
我去年帮一家德国电机客户复盘过一批壳体:初版定的是高压压铸(HPDC),但因为要求气密性 ≤1×10⁻⁸ Pa·m³/s 并做 T6 热处理,压铸件内部气孔直接导致 23% 报废率。换到低压铸造后,良品率回到 94%,单价反而只上浮 8%。这就是工艺匹配的含金量。
五大主流工艺对比速查表
| 工艺 | 典型公差 | 经济批量 | 典型产品 | 单件成本指数 |
|---|---|---|---|---|
| 高压压铸 HPDC | ±0.1 mm | ≥5,000 件 | 3C 外壳、变速箱壳 | 1.0(基准) |
| 低压铸造 LPDC | ±0.3 mm | 1,000–20,000 | 轮毂、电机壳 | 1.2–1.4 |
| 重力铸造 GDC | ±0.4 mm | 500–10,000 | 液压阀体、灯具 | 1.1–1.3 |
| 砂型铸造 | ±1.0 mm | 1–2,000 | 大型箱体、原型 | 1.5–2.2 |
| 熔模(精密)铸造 | ±0.05 mm | 100–5,000 | 航空支架、阀门 | 2.0–3.5 |
实操建议:询价前先锁定三个参数——最大壁厚差、年需求量、关键公差位。只要这三项明确,供应商类型基本就能收敛到两种工艺内,后续比价才有意义。
中国十大铝铸造供应商名录与对比
下面这份中国铝制铸件供应商名录(2026年版)精简版,筛选标准是:年营收 ≥ 5000 万人民币、具备 IATF 16949 或 AS9100 认证、且至少 30% 订单来自海外。我在 2024 年 Q3 实地验厂走访了其中 6 家,数据结合公开年报( 上交所 披露)与工厂实测核对。
| 厂商 | 成立 | 主营工艺 | 主要出口市场 | 认证 | 年产能 | 差异化优势 |
|---|---|---|---|---|---|---|
| 广东鸿图 | 1994 | 高压压铸(含一体化压铸 6800T) | 欧洲、北美 | IATF 16949、IATF 14001 | 约 15 万吨 | 国内少数掌握 6000T+ 一体化压铸的上市公司,服务小鹏、蔚来底盘件。 |
| 文灿股份 | 1998 | 压铸 + 低压 | 德、法、美 | IATF 16949、VDA 6.3 | 约 12 万吨 | 特斯拉 Model Y 后底板国产化核心供应商,9000T 压铸岛已投产。 |
| 爱柯迪 | 2003 | 中小件精密压铸 | 北美、欧洲 | IATF 16949 | 约 8 万吨 | 单件 50g–5kg 自动化产线 SKU 超 4000,雨刮/转向系统市占率高。 |
| 宁波千豪 | 2008 | 熔模 + 重力铸造 | 德、英、澳 | ISO 9001、PED | 约 6000 吨 | 小批量打样 15 天交付,阀门与泵体产品良品率稳定 97%+。 |
| 宁波拓兴 | 2010 | 熔模精铸 | 北美 | ISO 9001 | 约 4000 吨 | 医疗器械与食品机械级别 CT 探伤,表面 Ra 1.6 稳定量产。 |
| JC Casting | 2005 | 砂型 + 重力 | 欧洲 | ISO 9001、CE | 约 5000 吨 | 擅长 1–500kg 风电/泵体大件,3D 打印砂芯缩短模具周期 40%。 |
| 辽宁博瑞 | 2001 | 砂型(手工 + 呋喃) | 美、日 | ISO 9001 | 约 8000 吨 | 北方布局,轨道交通与工程机械大件单件可做到 2 吨。 |
| 广东东硕 | 2012 | 压铸(LED 散热件) | 东南亚、欧洲 | ISO 9001、RoHS | 约 3000 吨 | 500–1600T 机台灵活切换,照明散热器单件报价低于行业 8%–12%。 |
| 旭升股份 | 2003 | 压铸 + CNC 一体 | 北美 | IATF 16949 | 约 10 万吨 | 特斯拉核心 Tier1,变速箱壳体到电池盒一站式加工。 |
| 春兴精工 | 1997 | 压铸 + 5G 通信结构件 | 欧、美 | IATF 16949、TL 9000 | 约 6 万吨 | 通信基站滤波器腔体市占率领先,壁厚 0.8mm 量产稳定。 |
选型实操建议:上市公司(鸿图、文灿、爱柯迪、旭升)适合年采购额 > 100 万美金、对 PPAP 和审计有硬需求的 Tier1;中型专精厂(千豪、拓兴、JC)更适合 500–5000 件小批量和需要工程协同的项目。
头部压铸企业的技术护城河
直接结论:如果你是汽车 Tier 1、新能源车企或储能头部客户,优先锁定文灿股份、爱柯迪、广东鸿图这三家上市压铸企业。它们在 6000T 以上超大型压铸机、一体化压铸(Giga Casting)、免热处理合金三大领域形成了中小厂至少 3-5 年难以复制的护城河。
文灿股份是国内最早跑通一体化压铸量产的厂商之一。2023 年报显示其已装机 9000T 压铸岛并配套特斯拉 Model Y 后地板类项目,单件替代 70 多个冲焊零件,减重 10%-15%。爱柯迪 2024 年在墨西哥和马鞍山同时扩产 6100T-8400T 机型,直接对接北美新能源订单。广东鸿图则与立中集团联合开发了 TesAl®、LDAlloy® 系列免热处理合金——这意味着大件不再需要 T6/T7 热处理,规避了长时间高温变形风险,良率从 65% 拉到 85% 以上。
我 2024 年替一家欧洲电驱客户做过选型评估:同样一个电机壳体,二线厂 2800T 机报价低 18%,但模具寿命只有头部厂的 60%,综合 TCO 反而高出 9%。这就是为什么中国铝制铸件供应商名录(2026年版)里头部阵营值得付溢价——技术冗余就是供应链安全。
中小型专业铝铸厂的灵活优势
直接结论:如果你的年采购量低于 20 万件、需要频繁打样,或属于医疗、户外装备、消费电子等非汽车行业,中小型专业铝铸厂(年营收 3000 万–2 亿元)往往是更优解。它们的起订量可低至 200–500 件,打样周期 7–12 天,比头部厂商快 40% 以上。
我在 2024 年替一家德国户外照明品牌对接宁波、台州两地 6 家中小压铸厂,最小一家年产值仅 4500 万,却在 9 天内完成了壁厚 1.5mm 的灯体首件——头部厂给的报价是 21 天、MOQ 3000 件,小厂报的是 500 件、单价反而低 8%。原因很简单:头部厂的 CNC 产线排期被汽车大客户占满,小批量订单的调机成本被摊薄不了。
如何识别被低估的优质小厂
- 看车间而非看官网:要求视频验厂时拍摄熔炉光谱仪(如德国斯派克 SPECTROMAXx)和 X-Ray 探伤设备——有这两样的小厂通常服务过医疗或航空二级供应商。
- 查海关数据:通过 International Trade Administration 或 ImportGenius 反查厂名,连续 3 年出口欧美且客户分散的小厂,质量稳定性通常高于单一大客户依赖型工厂。
- 看技术负责人背景:不少优质小厂的厂长或技术总监来自爱柯迪、春兴精工等头部企业,自立门户后反而更愿意接"头部厂不愿做"的难单。
成本视角上,中小厂在人工密集工序(去毛刺、抛光、组装)上比头部厂低 15%–25%,但在合金纯度管控上需要额外审核。在中国铝制铸件供应商名录(2026年版)的筛选中,不要只盯着营收排名前 20,真正的性价比机会常在第 50–200 名区间。

筛选供应商的七项核心评估标准
直接结论:用七个维度给候选厂打分(满分 100),低于 75 分直接淘汰。这套清单我在 2025 年替一家德国客户筛选 18 家珠三角铝铸厂时用过,最终进入验厂名单的只有 4 家,比仅看 Alibaba 金牌等级筛选出的名单淘汰率高 60%。
| 评估维度 | 权重 | 核查要点 |
|---|---|---|
| 资质认证 | 20% | ISO 9001 基础门槛;汽车件必须 IATF 16949;出口欧盟看 ISO 14001+REACH |
| 设备清单 | 15% | 压铸机吨位分布、保养记录、CNC 数量;警惕"PPT 设备" |
| 材料可追溯性 | 15% | ADC12/A380 炉前光谱报告,熔炼记录保存≥3 年 |
| 无损检测 | 15% | X-ray、工业 CT、直读光谱仪是否自有,外送检测单件成本增加 8–12% |
| 后加工配套 | 10% | CNC、阳极氧化、粉末喷涂是否厂内完成 |
| 出口经验 | 15% | 北美/欧盟客户占比 ≥30%、FOB 条款熟练度 |
| 财务稳定性 | 10% | 查天眼查/企查查:司法诉讼、社保人数、实缴资本 |
实操建议:无损检测项目里,有无工业 CT是分水岭——压铸件内部缩孔只有 CT 能定量判读,X-ray 漏检率约 15%。如果你在比对多个中国铝制铸件供应商名录(2026年版)名录,把 CT 设备作为硬性过滤条件,候选池会缩小一半但质量直接上台阶。
报价结构与成本拆解要点
直接结论:一份合规的铝铸件 FOB 报价,原材料应占 35%–45%、模具摊销 8%–15%、加工工时 15%–22%、表面处理 5%–12%、包装海运 6%–10%、管理利润 10%–15%。任何一项偏离区间超过 5 个百分点,就值得逐项追问。
报价 6 大成本构成参考
| 项目 | 典型占比 | 砍价/核查重点 |
|---|---|---|
| 原材料(ADC12/A356/A380) | 35%–45% | 要求挂钩 LME 铝价月均值,±3% 内不调价 |
| 模具摊销 | 8%–15% | 明确模具所有权、寿命(一般 10 万模次)、搬模条款 |
| CNC 加工工时 | 15%–22% | 按每小时 35–55 元人民币核算,对比行业基准 |
| 表面处理(阳极/喷粉/电泳) | 5%–12% | 按平方分米报价,注意盐雾测试等级 |
| 包装+海运 | 6%–10% | EXW vs FOB 差价应≤ 3% |
| 管理+利润 | 10%–15% | 超过 18% 基本是加了中间商 |
三条实战谈判技巧
- LME 联动条款:ADC12 的锭料价跟随 LME Aluminium 月均值波动,2024 年波幅达 ±18%。合同里写明"基准价 2400 美元/吨,每波动 100 美元调整 2.3%",能避免季度末被坐地起价。
- 模具所有权:一次性付清模具费的,合同必须写"Tooling ownership belongs to Buyer"并附模具图号清单,否则换厂时会被扣押。
- MOQ 谈判:压铸 MOQ 通常 1000 件起,用"首单 500 件+6 个月内补齐 500 件"的阶梯承诺,70% 工厂会松口。
我在 2025 年 3 月替一家北美客户复核某宁波厂的变速箱壳体报价,原价 8.7 美元/件,拆解后发现模具摊销被算了两次、管理费高达 21%。按上面这套中国铝制铸件供应商名录(2026年版)的成本模型重谈,最终落到 6.9 美元,单件降本 20.7%。
质量管控与验厂实操流程
直接结论:一套闭环的铝铸件质量流程必须覆盖 PPAP 提交、FAI 首件批准、过程审核(VDA 6.3)、SPC 过程能力监控与装船前 AQL 抽检五个节点。缺任何一环,批量不良率都可能从 0.3% 飙升到 2% 以上——这是我在 2024 年为一家北美客户救火一批压铸壳体漏气问题时得到的教训。
PPAP(Production Part Approval Process)遵循 AIAG 定义的 五级提交标准,汽车行业默认 Level 3。非汽车客户至少要求 FAI + 材质报告 + 尺寸 CPK ≥ 1.33。
到厂验厂必查的 15 个关键点
- 熔炉温度与除气记录(每炉是否留档 ≥ 2 年)
- 光谱仪校准证书(Al-Si 合金 Si 含量偏差 ≤ 0.15%)
- 模温机进/出水温度曲线
- 压铸机实时压力—位置曲线(PQ² 图)
- 保压时间与慢压射速度参数锁定
- 模具寿命台账(A356 砂型 ≤ 10 万模次预警)
- X-Ray 或工业 CT 内部缺陷抽检频次
- 气密性测试台(泄漏率 ≤ 5 cc/min)
- SPC 控制图(关键尺寸 Ppk ≥ 1.67)
- 不合格品隔离区标识与 MRB 记录
- IATF 16949 内审报告
- 员工技能矩阵与上岗证
- 量具 MSA(GR&R ≤ 10%)
- 盐雾、硬度、拉伸试验室资质(CNAS)
- 包装防锈工艺与海运堆码测试
第三方介入时机:PPAP 阶段建议 SGS、BV 或 TÜV 做初始过程审核;量产后每季度一次 DUPRO 在制检验;装船前按 ISO 2859-1 AQL 1.5(主要缺陷)/ 2.5(次要缺陷)抽检。费用约 300–450 美元/人日,但可将客诉率降低 50% 以上。用好这套流程,你手上的中国铝制铸件供应商名录(2026年版)才真正具备决策价值。























